Beruflich Dokumente
Kultur Dokumente
Informe PRACTICAS
Hochgeladen von
Junior Ali QuispeOriginalbeschreibung:
Originaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Informe PRACTICAS
Hochgeladen von
Junior Ali QuispeCopyright:
Verfügbare Formate
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
INDICE
1. Introducción……………………………………………………………………
…………………. 2
2. Datos Generales de la
empresa…………………………………………………….…………..4
3. Organigrama
………………………………………………………………………………….……
6
4. Línea de Producción………………………………………………………..
…………………… 7
4.1. Maquinaria ………………………………………………………….
…………….………10
4.2. Control de calidad ………………………………………………….
…………………..15
4.3. Distribución de planta …………………………………………….
……………..…...16
5. Labores y funciones desarrolladas
……………………………………….……………...….18
5.1. Elaboración de strikes de producción de
tejido……………….……………….…18
5.2. Control de producción de tejido………………………………….
…………………..18
5.3. Control de kilos destejidos……………………………………….
………………....19
5.4. Control de eficiencia de máquina………………………………….
……………...….19
5.5. Elaboración de hoja de
ingeniería………………………………….….…………..…20
5.6. Reporte diario de avance de orden de
producción……………….……………....21
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 1
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
5.7. Elaboración de WIP de producción
…………………………………………..……...21
5.8. Control de paños tejidos
……………………………………………….…………..…22
5.9. Elaboración de diagrama de flujo de
calidad………………………………..……..22
5.10. Elaboración de estudio de tiempos(confecciones)
……………………………….23
5.11. Desarrollo de recetas de lavado en prenda
acabada………………….…….…24
5.12. Mantener informada a las personas encargadas de la
producción ………..…24
5.13. Registro de envíos al cliente
……………………………………………………..…...25
5.14. Inspección continua de fichas técnica
………………………………....................25
5.15. Registro fotográfico de modelos
……………………………………………….…..26
6. Aportes realizados
……………………………………………………………………...………..27
7. Conclusiones
……………………………………………………………………………………....
29
8. Bibliografía………………………………………………………………………
…….…………..31
9. Anexos ………………………………………………………………………….
…………….……32
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 2
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
1. INTRODUCCION
Cotton Designs S.A.C, se dedica a la exportación de prendas de
vestir confeccionadas a base de tejido de punto de algodón,
alpaca y otros.
Esta empresa viene trabajando desde hace 15 años y da
trabajo a más de 300 personas. Gracias a su desempeño
profesional es una de las principales empresa dedicadas a la
fabricación de suéteres de exportación para marcas como Polo
Ralph, Lacoste, etc
El área en el que desarrolle las prácticas pre-profesionales fue
en el Departamento de Ingeniería, el cual está dirigido por la
Ing. Alfredo Torres, quien me encargo la responsabilidad de las
siguientes funciones:
Elaboración de stikers para el correcto control del número de
partes de prendas tejidas en máquina, los stikers se imprimían
en grupos de 10 y eran entregados a los operarios de las
máquinas para un correcto control de producción y conteo de
prendas elaboradas.
La elaboración de informes de eficiencia de máquina y operario
en el área de tejido, consistía en el control de los kilos tejidos en
las horas trabajadas, las cantidades de partes de prenda tejida
en máquina y así mismo se controlaba los de paro de máquina
y sus motivos, todo ello se realizaba mediante el sistema de
control de producción que tenia la empresa.
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 3
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
Otra función que realizaba era el control de kilos de destejido, el
cual procedía de prendas que no pasaban el control de calidad
inicial ya sea por mal ajuste de máquina por parte del operario
o por mala programación del software de la máquina.
Todos estos datos eran debidamente almacenados en un
archivo para ver el comportamiento de la producción y tomar
medidas correctivas que era función del ingeniero a cargo.
Otra de las labores era la supervisión de las cantidades de
partes de prendas tejida en máquina sea la misma que
coloquen los operarios en su informe de producción por turno
ya que suele pasar que se confundan, haciendo mucho más de
lo programado o también pudiendo hacer menos,
perjudicándonos en ambas situaciones.
Se tenía comunicación con el departamento de tejido, debido a
que ellos nos proporcionaban los datos que para nosotros eran
fundamentales como son los tiempos de tejido de cada parte de
la prenda, estos tiempos se obtenían mediante una simulación
del proceso de tejido en la computadora ya que está conectada
con la máquina de tejido.
Adicionalmente apoyaba en la elaboración del informe de
avance de producción por pedido, y también en la
pronosticación de fecha de despacho de pedido cuando el
cliente solicitaba un pedido de prendas nuevo, esto se realizaba
gracias a que con anterioridad se realizaba un estudio de
tiempos a los prototipos que enviaba el cliente, lo cual estaba a
cargo del área.
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 4
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
La labor principal realizada, fue el de filtrar y darle la mejor
información al ingeniero encargado de la producción para que el
pueda tomar las mejores medidas correctivas en la planta y
también informarle como estamos en el avance de la
producción, si estamos en fecha o fuera de fecha de despacho.
2. DATOS GENERALES DE LA EMPRESA
La empresa COTTON DESIGNS S.A.C. ubicada en Av. Defensores
del Morro #1184 Chorrillos, es una empresa familiar
manufacturera de suéteres de alta calidad de exportación.
Su producción abarca la confección de prendas de vestir de
tejido de punto 100% algodón y mezclas.
Se inició en el año 1991 con la participación directa de la
Familia Cambana, los cuales asumieron la Gerencia General y
de Producción Textil de la empresa hasta el día de hoy.
En ese entonces, se contaba con la mínima cantidad de
maquinarias para la producción, tales como: dos telares
circulares en el área de tejeduría, algunas mesas de corte
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 5
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
manual y cuarenta máquinas de coser para el área de
confecciones.
La empresa luego de pocos meses de funcionamiento recibió el
primer pedido del cliente del exterior del país, esto dio inicio a
las exportaciones y también a reafirmar el mercado que iba a
abastecer E.E.U.U., España y Alemania.
A través del tiempo, se hicieron fuertes inversiones para una
mayor implementación de maquinarias y equipos de mejor
tecnología en las áreas mencionadas.
Actualmente, presentan una distribución de todos los equipos y
maquinarias necesarias en las diferentes áreas involucradas en
el proceso. Sin embargo, no excluyen los proyectos que
demanden una mayor inversión para crecer y obtener la última
tecnología, sobretodo en la parte de Tejeduría que es donde se
inicia la transformación de la materia prima.
En la actualidad COTTON DESIGNS S.A.C. ha logrado un notable
desempeño y es reconocido con sus clientes por sus altos
niveles de calidad. Actualmente se encuentra entre las
empresas con mayores niveles de exportación en el rubro de
suéteres y esto gracias al crecimiento sostenido durante los
últimos años.
La empresa trabaja bajo el estándar europeo y del ASTM que
incluyen el uso de materiales biodegradables como colorantes,
fijadores y suavizantes.
Tienen como Visión, ser reconocidos como la mejor Empresa
Exportadora de Confecciones en el Perú, en Calidad y servicio.
Su Misión es, producir y Exportar Prendas de Vestir de Tejido
de Punto de Alto Valor en Calidad y Servicio, con el fin de lograr
la Satisfacción de Nuestros Clientes, Accionistas y Personal.
Tiene como política de Calidad la de satisfacer las necesidades
y Expectativas de nuestros clientes, en calidad, cantidad y
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 6
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
oportunidad, a través de la mejora continua de nuestros
procesos.
Algunos de sus Valores:
Orientación al Cliente: Esforzarse por satisfacer las
necesidades del cliente. Dar un servicio de excelencia y ofrecer
productos que proporcionen el mejor valor agregado logrando
su plena satisfacción.
Compromiso: Identificarse e involucrarse con los objetivos de
la Empresa, ímpetu y empeño en cumplir los mismos
sacrificando los propios intereses cuando es necesario.
Trabajo en Equipo: Colaborar, compartir, mantener una
comunicación adecuada y trabajar ordenadamente con los
miembros de su área de trabajo y con de otras áreas de la
Empresa.
Confiabilidad: Comportarse de manera congruente con lo que
se dice. Mantener un comportamiento transparente, integro y
dentro de los más altos estándares de ética.
Responsabilidad: Preocupación por cumplir con las tareas
encomendadas y entusiasmo para enfrentar los obstáculos que
se presentan.
Mejora Continua: Tener iniciativa para arreglar lo que no
funciona. Estar alerta para buscar oportunidades de
mejoramiento y aplicar creatividad e innovación en la solución
de problemas.
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 7
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
Puntualidad: Interés en cumplir con los plazos definidos. No
existen excusas, el no cumplir con lo que se ofrece perjudica el
trabajo de los demás y deteriora la imagen de Cotton Designs.
Lo que bien podrían resumir en lo que ellos llaman: “Camino a
la Excelencia”
3. ORGANIGRAMA
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 8
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
4.-LINEAS DE PRODUCCION.
La línea de producción es de tipo lineal ya que tiene que
terminar un proceso para que continúe el siguiente, el inicio de
la línea de producción se da con el pedido del cliente el cual
entrega un proto de la prenda que quiere reproducir es el caso
de clientes como POLO RALPH, CACHAREL, TOMMY HILFIGER.
Luego se realiza un estudio de planeamiento el cual es
realizado por el área de ingeniería evaluando los tiempos de
cada operación que se realizara en la prenda esto se realiza
gracias a que se tiene un control de procesos de protos.
Esto nos ayuda a pronosticar el tiempo en el cual estará
realizado el pedido, se tiene en cuenta que existen cargas de
trabajo paralelas, para ello se tiene que distribuir correctamente
la cantidad de obreros en cada área que trabajaran en ese
pedido.
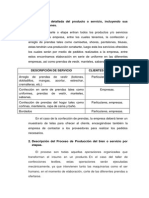
Además se toma en cuenta que el tiempo de inicio de
producción es cuando llega el hilo necesario para el tejido.
La secuencia de producción es la siguiente:
1. El área de desarrollo del producto, crea la orden de
producción OP y la ficha técnica con los valores de densidad
(gr/m2), largo de malla, colores, avíos, sierres, etiquetas y
tipo de bolsa a utilizar en el empaque.
Los moldes de corte son elaborados por esta área gracias a
que cuentan con personal altamente calificado para la
elaboración de estos.
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 9
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
2. El área de tejido, primero elabora el artículo que se
realizara gracias a los moldes que el área de desarrollo del
producto preparo, esta parte de la elaboración de la prenda
se realiza en una computadora, modelando las piezas que
serán creadas en las máquinas tejedoras.
Una vez que ya tenemos el archivo concluido con las
dimensiones correctas de la prenda se procede a hacer un
proto y se evalúan las medidas reales de la prenda que salen
de las máquinas y si esta dentro de los parámetros de
tolerancia se procede a hacer el requerimiento del hilado
para comenzar la producción de todo el pedido, caso
contrario se procede a reajustar las medidas por
computadora y luego se realiza otro proto hasta que se
encuentre dentro de los parámetros de tolerancia de
medidas, este paso ocurre con cada componente, pudiendo
ser espalda, pecho, sisa, mangas, cuello, vincha, etc.
El control de las medidas de cada componente es realizado
por el tejedor de cada máquina, si las medidas no están
dentro de la tolerancia establecida, la pieza es enviada a la
sección de destejido para no desperdiciar el hilado.
Se tiene que tener en cuenta que las máquinas rectilíneas
tejen piezas casi terminadas, las cuales serán ensambladas
en los procesos sucesivos.
3. El área de control de calidad, se encarga del primer
inspeccionado de las piezas si tienen algún defecto de tejido
o si tienen manchas de grasa y también inspeccionan las
medidas de los componentes (encogimientos).
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 10
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
4. El área de lavado, se encarga de realizar el lavado según
sea destinado la prenda, pudiendo se realizar diferentes
tipos de lavado; lavado al teflón en el cual se utiliza
sustancias fluorocarbonadas para tener un revestimiento
superficial de la prenda para que la suciedad y la grasa no se
impregnen, y también lavados simples con solo agua para
clientes que tienen mucha exigencia en el control de
sustancias químicas en sus prendas. Cabe recordar que el
lavado es realizado luego de la inspección inicial de calidad y
se realiza en grupos de piezas como por ejemplo: 45
mangas, 20 espaldas, 20 pechos.
5. El área de corte, se procede con el corte de cada
componente de manera individual, de acuerdo al molde,
cabe recordar que es muy importante dejar reposar los
componentes por un tiempo prudencial para que se relaje y
tengamos medidas dentro de los rangos de tolerancia de
cada talla.
6. El área de remalle, platillado y costura recta, se
procede a realizar el ensamble de la prenda uniendo cada
componente pudiendo ser espada - delantero, espalda -
cuello, magas, costura de sierres, etc.
7. El área de acabado manuales, se procede con los
acabados manuales necesarios como corte de hilos flotantes,
arreglo de desperfectos, zurcidos, etc.
8. El área de etiquetado y botones, se procede con la
costura de la etiqueta de marca, la etiqueta de lavado y la
etiqueta de composición y los botones que se indican en la
ficha técnica.
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 11
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
9. El área de planchado o vaporizado, se procede con el
respectivo vaporizado de la prenda y el acomodo de las
dimensiones mediante un liguero vaporizado. Cabe recordar
que aquí se pueden realizar un estiraje de la prenda de tal
manera de lograr obtener las dimensiones requeridas.
10. El área de control de calidad final, se procede con la
inspección final de la prenda, se inspecciona muy
minuciosamente para determinar si es una prenda de
primera, segunda o tercera, aquí se verifican las
dimensiones de acuerdo a la ficha técnica, se inspeccionan si
hay defectos y si son mínimos se corrigen y si no se
devuelven a área de acabos manuales.
11. El área de empaque y almacén, se procede con el
embolsado y colocación de etiquetas de acuerdo a
exigencias de cada cliente, se dispone en cajas para luego
ser embarcadas y llevadas a su destino final.
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 12
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
4.1.-MAQUINARIA.
La maquinaria de tejido usada en la empresa Cotton Designs es
relativamente muy moderna ya que cuenta con 14 máquinas de
tejer rectilíneas de la marca alemana stoll, 6 de ellas adquiridas
en el año 1992 nuevas con un software de diseño y luego en el
año 2000 se adquirió 8 máquinas de la misma marca stoll mas
modernas y con una interface mucho más dinámica muy
parecida a Windows.
El área de instalación de la sección de tejido es
aproximadamente 280 m2 incluyendo el área de diseño y el
área de destejido que se encarga de recuperar el hilo de de
prendas que no pasaron el control de calidad inicial.
Las dimensiones de las máquinas stoll son de 6.5 metros de
largo por 1.2 de ancho el peso aproximado una máquina es de 1
tonelada, el ancho de los pasadizos es de aproximadamente 2.3
metros siendo un espacio suficiente para un obrero que controla
4 máquinas.
Cabe recordar que las 12 de las 14 máquinas son de
dimensiones idénticas y 2 de ellas son de una largo de 4
metros, estas máquinas son de uso exclusivo para producir
accesorios como vinchas, cuellos, mangas, cintas y puños.
El siguiente diagrama nos muestra la disposición de las
máquinas en el área correspondiente.
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 13
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
Cabe recordar que la mayoría de prendas que se realizan son
con una galga 12.
Los modelos de las máquinas stoll son:
STOLL CMS 330, 6 GALGA 12
STOLL CMS 330 TC GALGA 12
STOLL CMS 402 GALGA 12
STOLL CMS 340, 6 GALGA 6
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 14
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 15
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
Las máquinas de costura fueron renovadas todas ellas por
máquinas de la marca japonesa JUKI
Rectilíneas
Este tipo de máquina proporcionar una mayor velocidad y
durabilidad, se componen de múltiples partes. Es firme sobre la
base en la que se encuentra.
Remalladora
Este tipo de máquina proporciona una mayor velocidad y así
como una buena lazada de hilo para ofrecer capacidad de
respuesta a los materiales pesados con una menor tensión
aplicada.
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 16
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
MO-6714S
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 17
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
Ojaladora
Este tipo de máquina ayuda a tener un mejor acabado en los
bordes y se utiliza para casi todos los productos de costura,
permite realizar un ojal de acuerdo al tamaño preciso del botón
y tener mucho mejor acabado
Platilladora
Este tipo de máquinas es muy usado en el ensamble de la
prenda, en nuestro caso suéteres, ya que tiene un acabado
mucho más fino.
El tiempo de costura por platillado es mayor al tiempo de
costura usando otro tipo de máquina como la remalladora,
debido a que se tiene que tener mucho mayor cuidado.
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 18
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
4.2.-CONTROL DE CALIDAD.
El área de control de calidad está conformada por 15 personas y
1 jefe, está dividida en 2 grupos que son los que controlan la
calidad de las piezas como son cuellos, mangas, espalda, pecho
y demás componentes que salen de las máquinas de tejido , si
estos componentes no superan las exigencias requeridas como
medidas, defectos de tejido son enviadas al área de destejido
para una reutilización del hilado, esta fue una medida de
disposición tomada por el ingeniero jefe ya que se vio que se
acumulaban bolsas de componentes de prendas defectuosas y
se hacia un requerimiento adicional de hilado para cubrir estos
rechazos de componentes.
El segundo bloque del área de control de calidad se encuentra
en la inspección móvil de prendas en la salida de cada área
pudiendo estar en costura, remalle, platillado o en el área de
acabados manuales y finalmente en el área de inspección final
de prenda donde se cataloga la prenda como una de primera,
segunda o tercera.
Cabe recordar que la inspección es muy rigurosa ya que los
clientes son muy exigentes, se inspecciona prenda por prenda.
El requerimiento de personal estos dos bloques no es constante
ya que depende de la urgencia del pedido ya que puede estar
cerca de la fecha de despacho.
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 19
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
Los sistemas de control de calidad como el AQL son utilizados
cuando se realiza una auditoria el nivel de AQL es del 5%.
4.3.-DISTRIBUCION DE PLANTA.
La planta tiene aproximadamente unos 1500 m2 muy bien
distribuidos en las diferentes áreas desde tejido, control de
calidad, lavado, almacén materias primas, acabados manuales,
remalle y platillado, rectas y corte.
El edificio consta de tres pisos los cuales indicamos en el
siguiente grafico.
Primer piso:
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 20
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
Segundo piso:
Tercer piso:
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 21
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
La secuencia de el proceso puede ser cambiado dependiendo
de la prenda que se está confeccionando por ejemplo la
secuencia normal para un suéter cerrado sería tejido, lavado
,control de calidad de paños, corte, platillado, acabados
manuales, etiquetado, control de calidad final y empaque sin
pasar por el área de rectas.
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 22
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
5-LABORES Y FUNCIONES DESARROLLADAS EN LA
EMPRESA
5.1 ELABORACION DE STIKERS DE PRODUCCION
DE TEJIDO.
Para llevar una contabilidad de partes de prendas tejidos se
tiene un sistema de control mediante stikers, estos son
elaborados mediante un pedido del área de tejido (anexo A) en
el cual se indica el modelo, la partida, la orden de producción
(OP) y las partes de prenda que se tejerán por talla, esta hoja
especifica partes de prenda y también partes de accesorios.
Estos stikers deben de ser creados de acuerdo se indica en la
hoja de producción que es entregada por el área de tejido, no
se pueden generar mas stikers de los que dicen las hojas ya
que estos nos llevaría a un error y una inconsistencia en la
cantidad que se produce. Los stikers (anexo B) son
entregados y puestos en el tablero de máquina para que el
operario pegue el número de stikers según sea su producción
diaria.
5.2 CONTROL DE PRODUCCION DE TEJIDO.
Cada operario de máquina de tejido de punto tiene un tablero
(anexo C) en el cual se le indica cuantos componentes de
suéteres ha hecho el turno anterior y cuanto le falta hacer para
terminar todo el pedido, junto con ello esta los stikers que son
colocados , la cantidad que realizan en cada turno tiene que ser
reportada con el número exacto de stikers en sus hojas de
reporte por turno, estas hojas de reporte por máquina, se
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 23
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
recogen siempre por las mañanas apenas se ingresa al trabajo,
se verifica que se recojan de los tres turnos anteriores y si no se
tienen los tres turnos se verifica con la jefa de tejido si se
trabajo los tres turnos o si la máquina estuvo parada por fallos.
Adicionalmente se verifica los reportes de los operarios con el
tablero de producción ya que puede que el operario se
confunda y ocasionando un problema y peguen mas stikers que
le corresponde, perjudicando a su compañero al momento de
realizar las eficiencias y ver un desempeño por operario no
preciso, gracias a estos datos se pueden hacer el reporte de
kilos producidos (Anexo C 1).
5.3 CONTROL DE KILOS DESTEJIDOS.
El reporte de Kilos destejidos consta del control de kilos que son
destejidos de cada componente tejido que no supera el control
inicial ya sea por mal ajuste de máquina, por que el
componente este fuera de medida, por malla mal tejida o por
rotura de aguja.
Este reporte nos ayuda a identificar que máquina está teniendo
fallas y que tejedor tiene mayor porcentaje de destejido el
reporte de destejido es semanal, este tipo de información nos
ayuda a identificar que operario tiene mayor cantidad de
componentes destejidos, dándonos una idea de su desempeño
y también si la máquina necesita mantenimiento por fallas
como rotura de aguja, hilo caído o también por problemas de
fuera de tono o por falla de programación de máquina (Anexo
D).
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 24
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
Todos estos datos sirven para tener la información de cuanto
estamos destejiendo ya que esto es una pérdida de materia
prima y tiempo de máquina que involucra un costo.
5.4 CONTROL DE EFICIENCIAS DE MAQUINA.
El informe de eficiencias de las 14 máquinas STOLL rectilíneas,
se elaboraba semanalmente y consistían en la recopilación de
toda la data de kilos tejidos por cada máquina, con este informe
se obtenía toda la información de tiempo trabajado, tiempo en
mantenimiento y tiempo perdido en cada máquina teniendo un
panorama muy claro del funcionamiento de las máquinas, esta
información se recopilada diariamente gracias a los informes de
cada operario el cual indicaba en su hoja de producción cuantos
componentes había tejido, en que tiempo los tejió y cuantas
horas trabajo el obrero, pudiendo ser 8 horas o 12 horas cabe
recodar que los tiempos de cada componente eran ya
establecidos por una
simulación gracias a un software que el fabricante de las
máquinas STOLL proporciona, facilitándonos el trabajo de hacer
la toma de tiempos de cada componente en la máquina.
El informe de tejido se especifica la producción en kilos de cada
máquina diariamente durante la semana, los motivos de parada
de máquina cuantificando las horas y dándonos una visión de
cuál es el motivo principal de falla para así corregirlo,
adicionalmente se entregaba el informe de destejido que
indicaba cuantos kilos se destejieron en la semana del total de
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 25
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
kilos tejidos, indicando en que máquina se realiza mayor kilos
destejidos y que operario la estuvo manejando (Anexo E).
Todos estos indicadores ayudan a sacar eficiencias de operario,
para así mantener la calidad de los productos y evaluar al
personal continuamente y detectar posibles errores para así
corregirlos y no trasciendan a problemas mayores.
5.5 ELABORACION DE HOJAS DE INGENIERIA.
La elaboración de hojas de ingeniería se realizaba se realiza de
manera seguida de la creación de orden de producción (Anexo
F) la cual es creada por el área de tejido, esta hoja se realiza
mediante el sistema operativo que tiene la empresa. La función
principal de esta hoja es identificar los procedimientos y pasos a
seguir para la elaboración de una prenda y los tiempos que
cada operación involucra, se especifica tallas, tipo de hilado y
modelos (Anexo G).
Esta hoja es llenada con ayuda del área diseño y los tiempos de
cada operación son considerados después de realizar un estudio
de tiempos en la planta con cronometro, cabe recordar que se
tiene un base de datos de tiempos de modelos muy similares o
modelos idénticos de producciones pasadas los cuales si son
modelos iguales se toman los mismos tiempos, esta operación
se realiza debido a que no se cuenta con mucho personal en el
área de ingeniería.
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 26
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
5.6 REPORTE DIARIO DE AVANCE DE ORDEN
DE PRODUCCION.
El reporte diario de avances de orden de producción se
realizaba de manera conjunta con cada área, el cual cada una
tenía un formato donde colocaban la cantidad de prendas que
están aprobando y enviando al siguiente proceso la finalidad de
este control era saber en qué porcentaje de avance esta cada
orden de producción.
De manera que todas las mañanas se revisaba el formato y se
anotaba cuantas prendas ya fueron aprobadas por el área y
finalmente una vez que obteníamos la información procedíamos
a ingresarlo a nuestro hoja de Excel el cual nos daba los
porcentajes de avance de producción automáticamente.
5.7 ELAVORACION DE WIP DE PRODUCCION.
La elaboración del WIP de producción tiene una vital
importancia en la empresa, debido a que este nos indica en que
proceso está la orden de producción, nos indica la fecha de
inicio y de finalización de la orden de producción, para su
elaboración se tiene la consideración de cada operación y sus
tiempos específicos.
Generalmente el WIP de producción se realiza apenas el cliente
envía el proto y con este se realiza el estudio de tiempos los
cual nos brinda una idea de cuánto se demorara en cada
operación, con estos datos podemos estimar una fecha de
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 27
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
despacho, que es lo que pide el cliente con mucha insistencia,
este indicador es muy importante ya que no podemos terminar
el pedido una fecha antes de lo estimado en el WIP de
producción.
También puede ser el caso que el cliente en medio proceso
exige el WIP de producción esto es muy común ya que quieren
saber en qué porcentaje de avance se encuentra su pedido.
El WIP es la abreviatura en ingles de Works in process
5.8 CONTROL DE PAÑOS TEJIDOS.
Una manera de tener un control correcto y no desperdiciar
materia prima era el control de paños tejidos, simplemente se
procedía con el conteo al azar de un grupo de mangas y cuellos
o cualquier componente, cabe recordar que cada grupo indica
su tejedor el numero de paños y su talla.
Se procedía a contar y tenía que concordar con la cantidad,
pudiendo pasar que la cantidad sea mayor, que sería el caso en
el cual se está desperdiciando material, con lo cual se procedía
hacer la llamada de atención al operario de la rectilínea para
que no suceda de nuevo y este concentrado en su máquina, si
volvía a ocurrir se tomaban medidas de sanción como
suspensiones o descuentos.
5.9 ELABORACION DE DIAGRAMA DE FLUJO DE
CALIDAD.
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 28
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
La elaboración del diagrama de flujo del área de calidad se
realizo tomando en cuenta todas las operaciones que se
realizan si se procede o se rechaza debido a un defecto posible,
para ello se toman en cuenta una secuencia de procedimientos
establecidos para obtener un producto de calidad, el cual
termina cuando el producto esta empacado en almacén para el
cliente lo recoja (Anexo H).
El flujo de calidad tiene que respetarse es por ello que se
supervisaba continuamente ya que puede ocurrir que por ganar
tiempo este no se respete y se detecte muy tarde una prenda
con deficiencias y no pase la inspección final del cliente y en el
peor de los casos que el cliente desapruebe o penalice la orden
de pedido.
5.10 ELABORACION DE ESTUDIO DE TIEMPOS
(CONFECCIONES).
La elaboración de estudio de tiempos en planta se realiza
tomando en cuenta muchos factores, uno de ellos era la hora en
el cual se realizaba el estudio de tiempos pudiendo ser en la
tarde donde el operario se encontraba ya fatigado o el otro caso
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 29
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
en las mañanas donde el ritmo del trabador es más uniforme y
no hay muchos paros, en ambos casos se tenían
consideraciones, de tal manera que el estudio de tiempos fuera
el más preciso posible.
Para ellos se realizaban las valorizaciones que fueron
enseñadas en el curso de métodos 2, que consistían en poner
una valorización baja si el tiempo de operación es muy alto y
una valorización alta si el tiempo de operación es bajo.
El estudio de tiempos se realizaba por orden de producción y
modelo siendo este muy de vital importancia para muchos otros
indicadores como son las eficiencias y los incentivos (Anexo I).
También cabe considerar que para cada área de producción
tiene un porcentaje de suplemento en su tiempo de operación,
esto quiere decir un tiempo adicional en el cual están
considerados todos los factores externos que alteran un
desempeño óptimo del trabajador (Anexo J).
El estudio de tiempos se realizaba de manera diaria y se
escogía al trabajador promedio, es decir no el más hábil y
tampoco el más lento.
La toma de tiempos se realizaba de manera erguida, silenciosa
y disimulada para no alterar el desempeño del trabajador.
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 30
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
5.11 DESARROLLO DE RECETAS DE “LAVADO” EN
PRENDA ACABADA.
De acuerdo al cuadro de lavados por OP, se indica con que
producto se lavaría la prenda, ya que puede ocurrir que el
producto altere el tono de la prenda, es por ello que se tiene un
control especial en el lavado de la prenda.
También puede ocurrir el caso en el cual no llegamos al tono
que el cliente desea y es por ello que se realiza una receta de
lavado, en el cual se hacen las variaciones adecuadas en las
concentraciones de los productos a utilizar en el lavado que le
correspondería, para obtener el mejor efecto en el tono del
color y su textura.
Estas recetas varían según el color a utilizar, pues algunos
productos suavizantes pueden amarillear los colores rojos
mientras que los mismos podrían azular a los colores verdes.
Estas recetas se elaboraban según la observación de lo que
necesitase para llegar al estándar, para su formulación se
recurría al ingeniero de planta el cual nos indicaba diferentes
concentraciones para hacer las pruebas y finalmente se optaba
por la receta que alteraba el color positivamente.
5.12 MANTENER INFORMADA A LAS PERSONAS
ENCARGADAS DE LA PRODUCCIÓN,
La información de los indicadores de la producción a las
personas que están encargadas es muy importante ya que ellos
son el motor y tienen que saber cómo están estos indicadores
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 31
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
para que así tomen medidas correctivas y la producción este
encaminada.
Debido a ello el ingeniero en jefe ordeno que estén al tanto de
todos estos indicadores como son kilos tejidos, horas paradas,
kilos destejidos, avance de producción, etc.
5.13 REGISTRO DE ENVIOS AL CLIENTE
Se tiene un registro de los envíos al cliente, con
especificaciones de órdenes, pedidos de producción, colores,
etc. La cual llamamos WIP DE REGISTRO DE ENVÍOS Y
APROBACIONES DEL CLIENTE.
Para cada pedido que realizaba el cliente se tiene diferentes
Órdenes de Producción, los colores que intervienen en el pedido
también están especificados ahí.
El cuadro se llenaba de acuerdo al WIP DEL CLIENTE (Anexo K)
que era enviado por el Departamento de Comercial, en el cual
figuran los pedidos futuros del cliente y según esto se realizaba
la producción.
En el WIP DE REGISTRO DE ENVÍOS Y APROBACIONES DEL
CLIENTE (Anexo L, Anexo LL).
Se anotaba los pedidos que ya habían sido enviados (fechas) y
así se tenía un control de lo que el cliente ya había aprobado de
la producción y en que momento.
5.14 INSPECCION CONTINUA DE FICHA TECNICA
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 32
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
La inspección continua de la ficha técnica es muy importante ya
que si no corregimos algunos erros que pudiese tener en su
creación también nos provocará errores en la hoja de ingeniería
ya que esta es creada a partir de la ficha técnica, las
consideraciones que debemos tener son: descripción, cliente,
hilado, tejido, tipo de lavado, modelo, estilo, galga, titulo y
genero.
También hay indicaciones físicas como tipo de hombros, sisas
con marcas, cantidad de botones y tipo de raport, si fuera
listado se indica el ancho (Anexo M).
Todas estas indicaciones tienen que estar caso contrario se
procede a corregirlas con el área de desarrollo del producto que
es el encargado de realizar estas fichas
5.15 REGISTRO FOTOGRAFICO DE MODELOS
Para tener un mejor registro de los modelos que se
confeccionaban, se realizo un registro fotográfico de cada
modelo, el registro fotográfico indicaba la orden de producción
y el cliente, cabe recordar que este registro era solo para uso
interno y no para muestra a los clientes, ya que los modelos
eran exclusivos y podríamos tener problemas con los clientes,
este registro no ayudaba a determinar rápidamente la
secuencia de producción de una manera visual (Anexo N).
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 33
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
6.-APORTES REALIZADOS.
• Entre los principales aportes, se encuentra el control de paños
tejidos, este control no existía se implanto debido a que se
observaba una cantidad excesiva de paños en el primer control
de calidad, sobrando componentes y desperdiciando materia
prima, esto se debía a que por descuido de los operarios en el
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 34
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
turno de la noche la máquina no paraba de producir y por ello se
producía más de lo debido perjudicándonos gastando mucho
mas hilado.
• Se procedió a implantar un suplemento de tiempos por área, el
cual era uniforme en todas, no se tenía en cuenta el diferente
tipo de cansancio en cada operación.
• Se procedió a actualizar de manera inmediata las hojas de
ingeniería las cuales no se venían actualizando de manera muy
seguida debido a cambios repentinos de personal en el área.
• Se elaboró un formato de control de salidas de prendas en cada
área para saber de manera ordenada cuantas prendas salen de
cada área y tener información del avance de la producción.
• Se apoyó con la traducción de los email enviados a la planta
debido a que estos procedían de E.E.U.U. y U.K.
• Se implanto una comunicación mucho más fluida y más directa
entre el área de ingeniería y todas las demás áreas para que así
estén informados de los indicadores de producción.
• Se hizo de una labor diaria el recojo de las hojas de producción y
inspección de cada tablero de producción para que no haya una
producción más de lo necesaria, corrigiendo posibles errores de
suma perjudicando de manera significativa gastando más hilado.
• Se implanto que de manera diaria el área de tejido supervise
conjuntamente con el área de ingeniería los motivos de paro de
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 35
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
las máquinas para así justificarlos ante el ingeniero en jefe y
plantear prevenciones, como posibles fechas de mantenimiento
de máquina.
• Se implanto que todos los lunes fueran los días en las cuales el
área de tejido nos actualizara con los tiempos de operaciones de
las máquinas stoll, tiempo de tejido de cada componente, este
tiempo re obtiene mediante una simulación por computadora.
• Se comenzó a realizar las eficiencias en el área de confecciones
cosa que no se venía realizando por falta de personal en el área
de ingeniería.
• Finalmente se quedo que cuando ingrese una orden de
producción nueva se engramparan inmediatamente los estiker
para así tener un control inmediato de la cantidad de
componentes que se producen.
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 36
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
7.-CONCLUSIONES
• El trabajo realizado en esta empresa ayudo a profundizar mis
conocimientos en el curso de ingeniería de métodos II,
planeamiento y control de la producción, diseño de modas y
patronaje industrial adquiridos en la universidad, así como los
obtenidos en otros cursos de Tecnología de las Confecciones, y
lo aprendido en Sistemas Formadores de Tejidos III.
• Dentro del ámbito textil se toman decisiones y además estas
tienen que ser rápidas y correctas, es así que mis conocimientos
se vieron reforzados con lo aprendido en el día a día, y también
a poder comprender cual debe de ser el desenvolvimiento dentro
de una empresa textil.
• Se tiene que tener en cuenta que siempre se debe trabajar con
los estándares entregados por el cliente, así nos evitaremos
confusiones con respecto a lo solicitado, claro está que se tienen
un rango de tolerancia.
• Los cambios que se realizaron ayudaran a la mejora continua de
producciones futuras, cabe señalar que los cambios son de
manera progresiva y muy bien coordinados con el área en el cual
se efectúen, para que no haya mal entendidos con la gente con
la cual trabajamos.
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 37
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
• Las pruebas realizadas en prendas, en el área de lavado nos
ayudan a poder cambiar el tono de la prenda, para así
asemejarnos mas al estándar entregado por el cliente ya que si
no fuese así, se desaprobaría el pedido corriendo el riesgo de
rechazo.
Pudiéndose dar el caso de diferentes tipos de lavado adicionales
el cual le darían una característica especial como por ejemplo
lavado al teflón que da un recubrimiento especial para que no se
impregne la suciedad fácilmente o sino un lavado simple con
suavizantes.
• Tener especial cuidado en el cálculo de las eficiencias, debido
que con este indicador se puede reemplazar personal eficiente.
• Tener mucho cuidado en el trato del personal ya que este es el
motor de la empresa, se tiene que ser lo más preciso posible con
la toma de tiempos de tal manera de que el tiempo un valor
correcto y alcanzable si el operario pone de su parte y se
concentra en el trabajo.
• Se tiene especial trato con los clientes extranjeros o nacionales,
mantener altos estándares de calidad siempre escuchar sus
quejas y reclamos, plantear posibles soluciones a los problemas
que tengan para así poder ayudarlos, como puede ser el caso de
alguna variaciones en el pedido a ultima hora.
Cabe recordar que la empresa no hace suéteres en producción
masiva sino moda.
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 38
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
• Una continua comunicación entre las áreas es fundamental y
vital para que el proceso continúe de manera correcta y así
evitemos posibles problemas.
• Finalmente la empresa Cotton Designs es una empresa líder en
el rubro de suéteres para exportación debido, no solo a su
personal sino también a la materia prima que utiliza, siendo el
hilado 100% algodón orgánico peruano del tipo Tanguis o Pima.
8.-BIBLIOGRAFIA
• WWW.STOLL.COM.ESP (MAQUINAS RECTILINEAS PROGRAMABLES)
• ARCHIVOS DE PRODUCCION COTTON DESINGNS( INGENIERIA )
• SISTEMA DE CONTROL DE PRODUCCION(SCP COTTON DESIGNS)
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 39
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
9.-ANEXOS
ANEXO A (ORDEN DE ELABORACION DE STICKERS POR TALLA
Y CANTIDADES)
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 40
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
ANEXO B (STICKERS INDICAN CANTIDAD, TALLA,
COMPONENTE, MODELO Y COLOR)
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 41
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 42
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
ANEXO C: (HOJA DE PRODUCCION DIARIA DE COMPONENTES,
AREA DE TEJIDO)
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 43
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
ANEXO C 1(INFORME DE PRODUCCION SEMANAL DE AREA DE
TEJIDO)
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 44
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 45
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
ANEXO D1: (INFORME DE DESTEJIDO)
KILOS DESTEJIDOS POR OPERARIO
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 46
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
ANEXO D2: (INFORME DE DESTEJIDO POR ORDEN DE
PRODUCCIÓN)
DESTEJIDO POR OP SEMANA 2
CLIENTE OP COLOR PESO
Total 3813 0.48
Total 3815 0.18
Total 3817 0.46
Total 3818 0.20
Total ARMAND BASSI 1.32
Total 3792 4.68
Total BETTE COURT 4.68
Total 3828 0.74
Total 3830 0.60
Total 3832 1.02
Total FETE TEXTIL 2.36
Total 3849 0.70
Total HESS NATURE 0.70
Total
1.18
MUESTRA
Total
1.18
MUESTRA
Total 3806 0.04
Total 3808 0.68
Total NATURAL KNITS 0.72
Total 3780 1.58
Total 3783 2.14
Total 3784 1.66
Total 3785 0.42
Total 3786 0.10
Total 3787 2.48
Total 3788 3.20
Total 3790 0.30
Total
0.50
MUESTRA
Total
12.38
PERUVIAN
Total 3764 1.60
Total 3765 0.50
Total 3769 0.80
Total SPORT HALEY 2.90
Total 3836 2.52
Total SWEATER HOUSE 2.52
Total general 28.76
Total general 28.76
Total general 28.76
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 47
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
ANEXO D3: (INFORME DE DESTEJIDO, MOTIVOS DE PARA EN
MAQUINA)
Informe Destejido SEMANA 6
El Destejido de la Semana 6 tiene un % de destejido de 4.57%, este es un porcentaje
relativamente bajo a comparación de la semana anterior que fue 7.91%, el porcentaje de
Peruvian con respecto al total de destejido, para esta semana se tiene 66% del destejido
total.
MOTIVO Lunes Martes Miércoles Jueves Viernes Sábado Domingo Total
FALLA DE AGUJA 0.26 0.3 0.36 0.4 0.56 0.3 2.18
FALLA DE HILADO 0.24 0.5 0.74
FALLA DE MÁQUINA 0.43 0.56 0.99
FALLA DE MUESTRA 1.10 0.42 0.55 0.18 0.7 2.95
FALLA DE PROGRAMA 0.56 0.85 0.43 0.86 2.7
FALLA DE TENSION 0.38 0.38
FUERA DE MEDIDA 0.2 0.04 0.16 0.96 0.28 0.84 0.53 3.01
HILO ROTO 0.32 0.14 0.1 0.94 1.5
PAÑO CAIDO 0.12 0.12
PAÑO CORTADO 0.16 0.04 0.12 0.2 0.52
PUNTO SUELTO 0.26 0.16 0.42
Total general 0.98 1.42 1.16 2.55 2.3 2.23 4.55 15.51
La mayor incidencia de Motivo es FUERA DE MEDIDA 19.4%, seguido de FALLA DE
MUESTRA 19.1%, además se presenta el motivo de FALLA DE AGUJA 14%.
La presencia de Falla de Aguja se debería a que las agujas ya no están en sus condiciones
optimas, por esa razón este motivo de destejido hace presencia en esta tabla.
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 48
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
ANEXO E: (INFORME DE EFICIENCIA Y RENDIMIENTO)
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 49
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
ANEXO E 1: (INFORME DE EFICIENCIA Y RENDIMIENTO)
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 50
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 51
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
ANEXO F: (ORDEN DE PRODUCCION).
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 52
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
ANEXO G: (HOJA DE INGENIERIA).
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 53
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 54
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
ANEXO H (DIAGRAMA DE FLUJO DE CALIDAD)
09/12/2009 Área de Ingeniería
DIAGRAMA DE FLUJO DE CALIDAD
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 55
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 56
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
ANEXO I: (ESTUDIO DE TIEMPOS)
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 57
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
ANEXO J: (SUPLEMENTOS PARA CONFECCIONES)
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 58
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
ANEXO K: WIP DEL CLIENTE MUQUIS
COTTON DESIGN S.A.C.
WORK IN PROGRESS
Attn: Diane Lewanski; Jeimy Caballero
Po# 123034 ( 96% Cotton / 4% Spandex ) Group Name: Lotus
1st L/D or S/O 2nd L/D or S/O
Style # Description Color Qty Apvl Due Sent Actl Apvl Apvl Due Sent A
(E729) 12921/101281 YOGI PJ SS BLACK 600 APROV
(E730) 12921/101282 YOGI GOWN LN BLACK 600 APROV
(E731) 12921/101283 YOGI PJ CROP e931 600 APROV
Po# 123035 ( 96% Cotton / 4% Spandex ) Group Name: Lotus
1st L/D or S/O 2nd L/D or S/O
Style # Description Color Qty Apvl Due Sent Actl Apvl Apvl Due Sent A
(E732) 12921/101281 YOGI PJ SS DK CHOCOLATE 600 APPRV
(E733) 12921/101282 YOGI GOWN LN DK CHOCOLATE 600 APPRV
(E734) 12921/101283 YOGI PJ CROP DK CHOCOLATE 600 APPRV
Po# 124796 ( 96% Cotton / 4% Spandex ) Group Name: Handcrafted
1st L/D or S/O 2nd L/D or S/O
Style # Description Color Qty Apvl Due Sent Actl Apvl Apvl Due Sent A
(E931) 22916/101283 YOGI PJ CROP KISSED 2,200 LAB DIP OK STRIKE
(E932) 22916/105149 YOGI SHRT LN KISSED 2,000 LAB DIP OK STRIKE
(E933) 22916/107480 YOGI PJ ¾ KISSED 2,200 LAB DIP OK STRIKE
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 59
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
ANEXO L: WIP DE REGISTRO DE ENVIOS Y APROBACIONES DEL
CLIENTE MUQUIS
WIP DE REGISTRO DE ENVIOS Y APROBACIONES DEL CLIENTE MUQU
Pendiente de aprobación
Aprobad
o
Envío de
Muestras
PO OPS: GRUPO Partida Cod. Color LAV. BF BOM
122395 E541/E542 74719 WHITE SIN LAVAR 09/05/06 25/05/
122099 E497/E498 IVORY 17/05/
LOTUS 12/05/06 17/05/
123040 E759/E760 74626 NEW BLACK 0.5% ALFALINA 19/05/06 27/05/
122164 E510/E511 73483 NEW BLACK 1% ALFALINA 19/05/06 27/05/
121626 E420/E421 OM BAND & BELT 72734 NEW BLACK 0.5% ALFALINA 26/05/06 08/06/
73487 MAIZE 1% ALFALINA 24/05/06 08/06/
75241 WHITE 1% ALFALINA 24/05/06 08/06/
73488 PONDER 1% RUCOFIN 09/06/06 13/06/
120774 E266/7/8/9 72099 DK CHOCOLATE 1% ALFALINA 24/05/06 31/05/
124070 E797/E798 74885 WHITE 1% ALFALINA 29/05/06 01/06/
122670 E681/E682 74243 NEW BLACK 0.5% ALFALINA 05/06/06 07/06/
75092 ROSE 2% MAKISOFT 09/06/06 15/06/
123030 E719/20/21/22 74451 DK CHOCOLATE 0.5% ALFALINA 06/06/06 13/06/
123037 E755/6/7 74451 DK CHOCOLATE 0.5% ALFALINA 06/06/06 13/06/
74765 NEW BLACK 0.5% ALFALINA 07/06/06 13/06/
123031 E723/4/5/6 74764 NEW BLACK 0.5% ALFALINA 07/06/06 13/06/
123979 E815/E816 75261 OLIVE OIL 1% ALFALINA 12/06/06
75190 NEW BLACK 1% ALFALINA 19/06/06 23/06/
125355 E912/E913 75781 NEW BLACK 1% RUCOFIN 30/06/06 14/07/
75783 SWEET 2% MAKISOFT 05/07/06 13/07/
125247 E907 DUBAI NEW BLACK 1% ALFALINA 26/06/06 30/06/
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 60
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
ANEXO LL: WIP DE REGISTRO DE ENVIOS Y APROBACIONES DEL
CLIENTE MUQUIS
WIP DE REGISTRO DE ENVIOS Y APROBACIONES DEL CLIENTE
MUQUIS
Pendiente de aprobación
Aprobado
Envío de Apr
Muestras Mue
Partid Cod
PO OP Grupo a . Color Lavado BF SC BF
15/11/0 21/11/0
129323 F816 80041 OPTIC WHITE 0.5% ALFALINA 6 6 21/1
20/11/0 11/12/0
129323 F816 80046 COFFEE 2% RUCOFIN,2% ALFALINA 6 6 OK
13/11/0 21/11/0
129323 F816 80083 BLACK NEW 0.5% ALFALINA 6 6 21/1
20/11/0 01/12/0
129323 F816 80394 MERMAID 0.5% ALFALINA 6 6 OK
20/11/0 01/12/0
129323 F816 80401 CONFETTI 1% MAKISOFT 6 6 OK
0.5% ALFALINA,0.5% 24/11/0 11/12/0
129323 F816 80409 80406 CAPRI RUCOFIN 6 6 OK
15/11/0 21/11/0
129324 F817 80041 OPTIC WHITE 0.5% ALFALINA 6 6 21/1
13/11/0 21/11/0
129324 F817 80083 BLACK NEW 0.5% ALFALINA 6 6 21/1
12/12/0 20/12/0
129324 F817 80066 ASPEN 1% REWIN, 1%MAKISOFT 6 6 20/1
13/11/0 20/11/0
128680 F878 79914 OPTIC WHITE/SCARLET LAV-023 6 6 17/1
20/11/0 01/12/0
128680 F439/F877 79888 OPTIC WHITE/BLACK LAV-023 6 6 OK
15/11/0 21/11/0
129115 F979 80292 OPTIC WHITE LAV-024+0.2% OPTICO 6 6 21/1
12/11/0 19/12/0
129115 F979 80291 BLACK NEW LAV-024 6 6 OK
20/11/0 01/12/0
129115 F979 80293 RAFFIA LAV-024 6 6 OK
27/11/0 05/12/0
129115 F979 80294 SASSAFRAS LAV-024 6 6 OK
27/11/0 05/12/0
129115 F979 80579 RHYTHM LAV-024 6 6 OK
20/11/0 01/12/0
130669 F967 81074 HEATHER GREY LAV-024 6 6 OK
04/12/0 12/12/0
130669 F967 80333 CORNFLOWER LAV-024 6 6 OK
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 61
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
22/11/0 28/11/0
130764 F978 80437 OPTIC WHITE 0.5% ALFALINA 6 6 27/1
01/12/0 11/12/0
130764 F978 80442 SUNSHINE 1% ALFALINA,0.5% CIBAFIX 6 6 OK
27/11/0 05/12/0
130764 F978 80444 CONFETTI 0.5% ALFALINA 6 6 OK
ANEXO M: FICHA TECNICA DE PRENDA HOJA 1
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 62
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
ANEXO M 1: FICHA TECNICA DE PRENDA HOJA 2
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 63
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 64
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
ANEXO N: REGISTRO FOTOGRAFICO
OP 1745
CLIENTE: APARENTS PARTNERS
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 65
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
ANEXO N 1: REGISTRO FOTOGRAFICO
OP: 1346
CLIENTE: PERUVIAN COLECTION
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 66
FACULTAD DE INGENIERIA QUIMICA Y TEXTIL
INFORME DE PRACTICAS PRE-PROFESIONALES
ANEXO N 2: REGISTRO FOTOGRAFICO
OP: 1567
CLIENTE: HESS NATURE
UNIVERSIDAD NACIONAL DE INGENIERIA
Página 67
Das könnte Ihnen auch gefallen
- Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109Von EverandElaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109Bewertung: 3.5 von 5 Sternen3.5/5 (2)
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Von EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Noch keine Bewertungen
- Informe Practicas Erick TarazonaDokument58 SeitenInforme Practicas Erick TarazonaEdwin Guillermo Galvez Torres50% (2)
- Informe de Practicas Pre Profesionales LIA - JHANELA ALEJANDRO SANTILLANDokument40 SeitenInforme de Practicas Pre Profesionales LIA - JHANELA ALEJANDRO SANTILLANyanelaNoch keine Bewertungen
- Informe de Practicas Pre Profesionales Facultad de Ingeniería Metalúrgica UNTDokument112 SeitenInforme de Practicas Pre Profesionales Facultad de Ingeniería Metalúrgica UNTjhoni100% (8)
- Andon Control VisualDokument9 SeitenAndon Control VisualDusting Oreamuno ÁlvarezNoch keine Bewertungen
- Diseño de Planta - Alnusa Sac - GRUPO N°5 PDFDokument84 SeitenDiseño de Planta - Alnusa Sac - GRUPO N°5 PDFReisters PDNoch keine Bewertungen
- Cv-Rosa Aponte-V1Dokument2 SeitenCv-Rosa Aponte-V1FREEFIRE0% (1)
- Norma Técnica NTP 399.315 Peruana 2010: 2010-12-22 2 EdiciónDokument40 SeitenNorma Técnica NTP 399.315 Peruana 2010: 2010-12-22 2 EdiciónJosé Carlos Gamero LeónNoch keine Bewertungen
- Trabajo Evaluacion de Proyecto Mazamorra de Harina - Docx1111Dokument21 SeitenTrabajo Evaluacion de Proyecto Mazamorra de Harina - Docx1111dorisNoch keine Bewertungen
- Modelo de Informe (Compromisos)Dokument4 SeitenModelo de Informe (Compromisos)FIORELLA AGUILAR ISUIZANoch keine Bewertungen
- Informe de Practicas - Pre ProfesionalesDokument51 SeitenInforme de Practicas - Pre ProfesionalesLenard Flores GaldosNoch keine Bewertungen
- Trabajo Final Esan Textil Del ValleDokument35 SeitenTrabajo Final Esan Textil Del ValleLeonardo André Manrique Tejada0% (2)
- Informe SEMANA TECNICADokument5 SeitenInforme SEMANA TECNICAGim Karl Rodriguez ReateguiNoch keine Bewertungen
- Confección Textil CatalogoDokument21 SeitenConfección Textil Catalogosnaydermax0% (1)
- Informe Prácticas PREDokument44 SeitenInforme Prácticas PREDavid50% (2)
- Trabajo de Taller de Investigacion IiDokument31 SeitenTrabajo de Taller de Investigacion IiJimmy HuamánNoch keine Bewertungen
- Manual de CalidadDokument226 SeitenManual de Calidadpablo1716100% (1)
- T10987capitulo 1Dokument31 SeitenT10987capitulo 1Aaron Lapa MoscosoNoch keine Bewertungen
- Ulloa CJDokument100 SeitenUlloa CJValeriaTovarNoch keine Bewertungen
- Informe 2 ETDokument50 SeitenInforme 2 ETPilar Santa CruzNoch keine Bewertungen
- No 01 Proyecto Proceso Prenda VestirDokument39 SeitenNo 01 Proyecto Proceso Prenda VestirPedro Gilberto PulidoNoch keine Bewertungen
- INTEGRADOR ModificadoDokument12 SeitenINTEGRADOR ModificadoLanzFAlFpNoch keine Bewertungen
- To Del Producto Camisa de Acabado Easy CareDokument11 SeitenTo Del Producto Camisa de Acabado Easy CareRicardo ParedesNoch keine Bewertungen
- Construcción y Aplicación Del Check List Del Modelo EFQM - REWAL SACDokument72 SeitenConstrucción y Aplicación Del Check List Del Modelo EFQM - REWAL SACChang Jhung Tarazona SaavedraNoch keine Bewertungen
- Estandarización Del Proceso de Teñido en Colores ClarosDokument35 SeitenEstandarización Del Proceso de Teñido en Colores ClarosCastillo LuisNoch keine Bewertungen
- Organizacion y Metodos Primera EntragaDokument22 SeitenOrganizacion y Metodos Primera EntragaDavid Camargo GalindoNoch keine Bewertungen
- Costura ExpressDokument9 SeitenCostura Expresslapioji01Noch keine Bewertungen
- UNAM Trabajo Profesional (Sistema Kanban)Dokument72 SeitenUNAM Trabajo Profesional (Sistema Kanban)ORI2000Noch keine Bewertungen
- Automatizacion Del Corte TextilDokument64 SeitenAutomatizacion Del Corte TextilJuniorCarreraRomero100% (1)
- Trabajo Final de Métodos IIDokument32 SeitenTrabajo Final de Métodos IIMorayma lloja fernandez100% (1)
- Deafrani S.A.CDokument47 SeitenDeafrani S.A.CChristian Julio Chumpitaz Cockburn25% (4)
- Segunda ENTREGA - Fisica de PlantasDokument14 SeitenSegunda ENTREGA - Fisica de PlantasJhon CastilloNoch keine Bewertungen
- Tesis Ing Luis Gabriel Reyes MontanoDokument105 SeitenTesis Ing Luis Gabriel Reyes MontanoGabriel77 GabboNoch keine Bewertungen
- Diseño y Simulación de Un Sistema de Automatización para Una Planta Dosificadora de ConcretoDokument20 SeitenDiseño y Simulación de Un Sistema de Automatización para Una Planta Dosificadora de ConcretoGerard Vera100% (1)
- Entrega Final Anteproyecto - Kewin Muñoz MuñozDokument54 SeitenEntrega Final Anteproyecto - Kewin Muñoz MuñozXimon CortezNoch keine Bewertungen
- Tesis de Grado 08 de Julio 2012Dokument59 SeitenTesis de Grado 08 de Julio 2012jsneidercastilloNoch keine Bewertungen
- Primer Avance 1Dokument32 SeitenPrimer Avance 1Henry CastilloNoch keine Bewertungen
- Extrusoras Proyecto34Dokument42 SeitenExtrusoras Proyecto34emilioNoch keine Bewertungen
- Caso de Exito Novedades ParaisoDokument21 SeitenCaso de Exito Novedades ParaisoLucero Alvarez RojasNoch keine Bewertungen
- Texto Manufactura Moderna 20102Dokument153 SeitenTexto Manufactura Moderna 20102Ivan Calderon PiminchumoNoch keine Bewertungen
- Tercera ENTREGA - Fisica de PlantasDokument18 SeitenTercera ENTREGA - Fisica de PlantasJhon CastilloNoch keine Bewertungen
- Informe CompletoDokument19 SeitenInforme CompletoAlejandro Pinto RuitónNoch keine Bewertungen
- Proyecto (8) .1Dokument45 SeitenProyecto (8) .1andresNoch keine Bewertungen
- 527816TLDokument64 Seiten527816TLJonathan SanchezNoch keine Bewertungen
- Ciencias AplicadasDokument50 SeitenCiencias AplicadasMarco Minaya Isla100% (1)
- AassDokument70 SeitenAassBarooch Johnson TorresNoch keine Bewertungen
- Plan Producción Fabrica de Uniformes EscolaresDokument11 SeitenPlan Producción Fabrica de Uniformes Escolaresmatorfig79% (28)
- Eje 3 Diseño de Procesos TrabajoDokument8 SeitenEje 3 Diseño de Procesos TrabajoOrlando Rafael Caballero PetroNoch keine Bewertungen
- Proyecto Fabrica de CalcetinesDokument22 SeitenProyecto Fabrica de CalcetinesOswaldo de los SantosNoch keine Bewertungen
- Proyecto 2 Donoso Gajardo González Mejías RojasDokument30 SeitenProyecto 2 Donoso Gajardo González Mejías RojasJesu Gajardo Oróstica100% (1)
- DmithDokument55 SeitenDmithYURINoch keine Bewertungen
- Optimización de Líneas de Producción Ultra Fibras.Dokument35 SeitenOptimización de Líneas de Producción Ultra Fibras.Jhonatan LatorreNoch keine Bewertungen
- Semestral Estudio de TrabajoDokument28 SeitenSemestral Estudio de TrabajoJuan'z PlayfieldNoch keine Bewertungen
- Proyecto FinalDokument89 SeitenProyecto FinalCamilo NumpaqueNoch keine Bewertungen
- ENRÍQUEZ - Estudio e Implantación Del Mantenimiento Preventivo en La Línea de Impresión y Troquel PDFDokument146 SeitenENRÍQUEZ - Estudio e Implantación Del Mantenimiento Preventivo en La Línea de Impresión y Troquel PDFmis2hijos100% (1)
- Gestion M2Dokument17 SeitenGestion M2Patricia Solano MamaniNoch keine Bewertungen
- Tesis - Pucp-Chavez - MoriDokument132 SeitenTesis - Pucp-Chavez - MoriLuz Rivera ChillcceNoch keine Bewertungen
- EMPRESATEXTILFINALFINALDokument53 SeitenEMPRESATEXTILFINALFINALEMMANUEL GIRON RIVERANoch keine Bewertungen
- Actividad 1.2 Unidad 1.Dokument21 SeitenActividad 1.2 Unidad 1.Jair EsquivelNoch keine Bewertungen
- Serviya SAS - EmpresaDokument8 SeitenServiya SAS - EmpresaCésar MaiguelNoch keine Bewertungen
- Perspectivas de Los Sistemas de Información en Las EmpresasDokument4 SeitenPerspectivas de Los Sistemas de Información en Las EmpresasYesid Leonardo Carvajal Sanchez50% (2)
- Proyecto CNCDokument25 SeitenProyecto CNCCarlos DanielNoch keine Bewertungen
- Enltv Fm3 ManualDokument32 SeitenEnltv Fm3 Manualfavian138Noch keine Bewertungen
- Windows NT4Dokument218 SeitenWindows NT4Mario MaldonadoNoch keine Bewertungen
- Cuestionario de Hardware y Software PDFDokument8 SeitenCuestionario de Hardware y Software PDFHector Armando García100% (1)
- Manual Rendimiento Maquinaria Pesada CaterpillarDokument196 SeitenManual Rendimiento Maquinaria Pesada CaterpillarMatias100% (2)
- Modelo de Planificacion CurricularDokument5 SeitenModelo de Planificacion CurricularBani tapullima pinchiNoch keine Bewertungen
- Trabajo Informatica Internet IsabellaDokument7 SeitenTrabajo Informatica Internet IsabellaAvilaparra PARRA ISABELLANoch keine Bewertungen
- Simulador Aire Acondicionado TareasDokument53 SeitenSimulador Aire Acondicionado TareasDavid Parari100% (4)
- Apuntes de Informática y Comunicaciones 2016 PDFDokument357 SeitenApuntes de Informática y Comunicaciones 2016 PDFbartolomeNoch keine Bewertungen
- Cuestionario Modulo de ComputaciónDokument3 SeitenCuestionario Modulo de ComputaciónMorony BuenaventuraNoch keine Bewertungen
- Aeronautica NVAreticula 2012R3BDokument1 SeiteAeronautica NVAreticula 2012R3B54314621Noch keine Bewertungen
- UVA 09 - Levis, Diego - TV Ampliada - Comunicación y EntretenimientoDokument13 SeitenUVA 09 - Levis, Diego - TV Ampliada - Comunicación y EntretenimientoViole RibottaNoch keine Bewertungen
- Guia Iniciacion App InventorDokument67 SeitenGuia Iniciacion App InventorFernando TrujilloNoch keine Bewertungen
- Guia de Informatica ResueltaDokument24 SeitenGuia de Informatica ResueltaJosé Díaz PérezNoch keine Bewertungen
- Prueba Del Capítulo 11,13,14Dokument43 SeitenPrueba Del Capítulo 11,13,14George Ramos41% (17)
- Clasificacion de Los Sistemas de InformacionDokument25 SeitenClasificacion de Los Sistemas de Informacionashley pimentelNoch keine Bewertungen
- Micro Controladores y ProcesadoresDokument15 SeitenMicro Controladores y ProcesadoresMaria Fernanda Rodriguez PeñaNoch keine Bewertungen
- GUIA 1 - 2 S - Asistencia 11°Dokument6 SeitenGUIA 1 - 2 S - Asistencia 11°maria perdomoNoch keine Bewertungen
- Plan de Área Tecnologia e Informatica Primaria - 2019Dokument20 SeitenPlan de Área Tecnologia e Informatica Primaria - 2019elba gladis zapataNoch keine Bewertungen
- ExamenDokument7 SeitenExamenmartinNoch keine Bewertungen
- Tarea MorsaDokument18 SeitenTarea MorsaBrian PechNoch keine Bewertungen
- Sesion 01 - 1° GradoDokument4 SeitenSesion 01 - 1° GradoVictor jesus Siguas garciaNoch keine Bewertungen
- Poesía MatemáticaDokument20 SeitenPoesía MatemáticaIván Hilario QuispeNoch keine Bewertungen
- 08 - 0206 - EO Diseño de Bascula ElectronicaDokument163 Seiten08 - 0206 - EO Diseño de Bascula Electronicasalmo83:18Noch keine Bewertungen
- TESIS Uso Internet Rendimiento Academico EstudiantesDokument60 SeitenTESIS Uso Internet Rendimiento Academico Estudiantestatata300100% (2)
- ComputaciónDokument14 SeitenComputaciónIrenel Alejandra Gonzalez BrachoNoch keine Bewertungen
- Actividad de Reflexion Inicial - Lady Nataly Ramirez RuizDokument3 SeitenActividad de Reflexion Inicial - Lady Nataly Ramirez RuizNatalie Ramirez RuiizNoch keine Bewertungen
- Computación Fisica - Interfases Hombre MáquinaDokument17 SeitenComputación Fisica - Interfases Hombre MáquinaAlekos Dat100% (2)