Das könnte Ihnen auch gefallen
- Warm Air Heating: International Series of Monographs in Heating, Ventilation and RefrigerationVon EverandWarm Air Heating: International Series of Monographs in Heating, Ventilation and RefrigerationNoch keine Bewertungen
- Basic Gating and Runner DesignDokument66 SeitenBasic Gating and Runner DesignRockfort HarshaNoch keine Bewertungen
- Design of PurlinDokument5 SeitenDesign of Purlinankit kadamNoch keine Bewertungen
- Design of PurlinDokument5 SeitenDesign of Purlinankit kadamNoch keine Bewertungen
- Design of One Way SlabDokument3 SeitenDesign of One Way SlabRachanaNoch keine Bewertungen
- ConFloor CalculationDokument6 SeitenConFloor CalculationGabor OlahNoch keine Bewertungen
- Design of RCC Bridge: Ds LsDokument9 SeitenDesign of RCC Bridge: Ds LsHamidullah Totakhail0% (1)
- Corbel BS8110Dokument3 SeitenCorbel BS8110Nugraha BintangNoch keine Bewertungen
- Simple Surge AnalysisDokument8 SeitenSimple Surge Analysisnaveenaee50% (2)
- Fixed BaseDokument3 SeitenFixed BaseAhmed EgyNoch keine Bewertungen
- Vessel Design CalculationDokument22 SeitenVessel Design CalculationAh Leng LauNoch keine Bewertungen
- JEMBATAN TABANAN L 40,8M (Saat Stressing) - Dikonversi PDFDokument19 SeitenJEMBATAN TABANAN L 40,8M (Saat Stressing) - Dikonversi PDFkaka faustaNoch keine Bewertungen
- Shutter DesignDokument28 SeitenShutter Designsubhananya50% (4)
- Air BlowerDokument10 SeitenAir Blowerewanz89100% (2)
- Trash Rack CalculationDokument8 SeitenTrash Rack Calculationsumit67% (3)
- Padeye Calculation For Anchor Block R0 20140722Dokument3 SeitenPadeye Calculation For Anchor Block R0 20140722subucwiNoch keine Bewertungen
- Swimming Pool Design Sheet2Dokument3 SeitenSwimming Pool Design Sheet2Dipak Poudel100% (1)
- Corbel DesignDokument3 SeitenCorbel DesignManoj JaiswalNoch keine Bewertungen
- Combined FootingDokument2 SeitenCombined Footingsantosh-a-biraj-3307Noch keine Bewertungen
- Construction ThicknessDokument10 SeitenConstruction ThicknessSoldatos AthanasiosNoch keine Bewertungen
- BeamDokument20 SeitenBeamrajivkishore62100% (1)
- Trash Rack CalculationDokument4 SeitenTrash Rack CalculationSankar Natarajan100% (1)
- CANTILEVER SLAB DESIGN Latest CorrectedDokument6 SeitenCANTILEVER SLAB DESIGN Latest CorrectedBijendra PradhanNoch keine Bewertungen
- 73M Final1Dokument268 Seiten73M Final1Ankit SuriNoch keine Bewertungen
- Composite Bridge Design CalculatorDokument20 SeitenComposite Bridge Design CalculatoriGp2013Noch keine Bewertungen
- Lifting Lug Calc - VerticalDokument7 SeitenLifting Lug Calc - Verticaljahiranazri100% (1)
- Pump Stationvvvvvvvvvvvv (Recovered)Dokument28 SeitenPump Stationvvvvvvvvvvvv (Recovered)TahirJabbarNoch keine Bewertungen
- Calcul Coalescer L-LDokument4 SeitenCalcul Coalescer L-LChitu Ionut-LaurentiuNoch keine Bewertungen
- Bag Filter Calculations, Mr. Bokaian'sDokument24 SeitenBag Filter Calculations, Mr. Bokaian'sMohsen Ardestani100% (4)
- FinalDokument42 SeitenFinalVishnu Kumar0% (1)
- 18.774 M 9201 MM 500 MM 1500 MM 25 MM 12000 MM 3000 MM 225 MM 65 MM 4 No 300 MM 600 MMDokument13 Seiten18.774 M 9201 MM 500 MM 1500 MM 25 MM 12000 MM 3000 MM 225 MM 65 MM 4 No 300 MM 600 MMAnonymous jLLjBdrNoch keine Bewertungen
- Design of Stair CaseDokument2 SeitenDesign of Stair Casepathan is khanNoch keine Bewertungen
- Design Computation For 12m Double Lane Bridge TgirderDokument50 SeitenDesign Computation For 12m Double Lane Bridge TgirderEngineeri TadiyosNoch keine Bewertungen
- 1.8 - Calc Febc-224 Water TankDokument8 Seiten1.8 - Calc Febc-224 Water TankAbdelrahman ElkhollyNoch keine Bewertungen
- Eyab AssignmentDokument8 SeitenEyab AssignmentAbnet BeleteNoch keine Bewertungen
- BS 8110 Data Given: Calculation SheetDokument8 SeitenBS 8110 Data Given: Calculation SheetLee See VoonNoch keine Bewertungen
- Staircase Isolated Tread TypeDokument9 SeitenStaircase Isolated Tread TypeNishan GajurelNoch keine Bewertungen
- Staircase Isolated Tread TypeDokument9 SeitenStaircase Isolated Tread TypeNishan GajurelNoch keine Bewertungen
- Hoardings Design Cal FinalDokument10 SeitenHoardings Design Cal FinalJay Senjalia100% (1)
- Detention Pond CalculationPhaseIIDokument20 SeitenDetention Pond CalculationPhaseIISaiful Imran Mohamed YusofNoch keine Bewertungen
- Aircooler WeightDokument12 SeitenAircooler WeightAlexandre FreitasNoch keine Bewertungen
- Premium TankDokument26 SeitenPremium TankAnonymous p0iwBo100% (1)
- Design of FootingDokument4 SeitenDesign of Footingmathan.ashok.kumarNoch keine Bewertungen
- With ProtectionDokument3 SeitenWith ProtectionMadhu KurmiNoch keine Bewertungen
- Shear Connection Beam To Beam by Fin Plate by Is CodeDokument37 SeitenShear Connection Beam To Beam by Fin Plate by Is CodeStructural SpreadsheetsNoch keine Bewertungen
- Ring Girder Crossing: Design of Ring GirderDokument7 SeitenRing Girder Crossing: Design of Ring GirderAh Leng LauNoch keine Bewertungen
- Iv. Design Calculation of Rafter, Girder & ColumnDokument5 SeitenIv. Design Calculation of Rafter, Girder & ColumnFaizal Sattu100% (1)
- Dani Apartment Type1Dokument15 SeitenDani Apartment Type1meenumanickamNoch keine Bewertungen
- Design of Steel Chimney According To Is:6533/1989 No. Chimney Specifications Units Value RemarksDokument24 SeitenDesign of Steel Chimney According To Is:6533/1989 No. Chimney Specifications Units Value RemarksG S Deshpande100% (1)
- SlabDokument4 SeitenSlabAbdo SalahNoch keine Bewertungen
- 490 TinteaDokument30 Seiten490 Tinteamanzicum25Noch keine Bewertungen
- British Commercial Computer Digest: Pergamon Computer Data SeriesVon EverandBritish Commercial Computer Digest: Pergamon Computer Data SeriesNoch keine Bewertungen
- British Commercial Computer Digest: Pergamon Computer Data SeriesVon EverandBritish Commercial Computer Digest: Pergamon Computer Data SeriesNoch keine Bewertungen
- Room Legend: Door ElevationsDokument1 SeiteRoom Legend: Door ElevationsshoebNoch keine Bewertungen
- RS IO N: Project DataDokument13 SeitenRS IO N: Project DatashoebNoch keine Bewertungen
- L VE R IO N ID EA: Project DataDokument15 SeitenL VE R IO N ID EA: Project DatashoebNoch keine Bewertungen
- Curriculum Vitae: Career ObjectiveDokument5 SeitenCurriculum Vitae: Career ObjectiveshoebNoch keine Bewertungen
- D UC AT IO NA: Project DataDokument13 SeitenD UC AT IO NA: Project DatashoebNoch keine Bewertungen
- Untitled Extract PagesDokument2 SeitenUntitled Extract PagesshoebNoch keine Bewertungen
- Calculation Sheet For Spit Anchors: ProjectDokument4 SeitenCalculation Sheet For Spit Anchors: ProjectshoebNoch keine Bewertungen
- Design Specifications: AnchorDokument7 SeitenDesign Specifications: AnchorshoebNoch keine Bewertungen
- Calculation Sheet For Spit Anchors: ProjectDokument4 SeitenCalculation Sheet For Spit Anchors: ProjectshoebNoch keine Bewertungen
- DC Ratio With Aisc LRFD Design Manual:-: W.G Engr. ShoebDokument1 SeiteDC Ratio With Aisc LRFD Design Manual:-: W.G Engr. ShoebshoebNoch keine Bewertungen
- Mmax 0.054 KN.M 0.75 XFY 0.75X0.240 0.18: UC - SDBDokument1 SeiteMmax 0.054 KN.M 0.75 XFY 0.75X0.240 0.18: UC - SDBshoebNoch keine Bewertungen
- DC Ratio With Aisc LRFD Design Manual:-: W.G Engr. ShoebDokument1 SeiteDC Ratio With Aisc LRFD Design Manual:-: W.G Engr. ShoebshoebNoch keine Bewertungen
- Hilti GlassDokument7 SeitenHilti GlassshoebNoch keine Bewertungen
- Section-B: Fabricated Angle 44x37x5mmDokument4 SeitenSection-B: Fabricated Angle 44x37x5mmshoebNoch keine Bewertungen
- Wind ASCE7 05Dokument1 SeiteWind ASCE7 05shoebNoch keine Bewertungen
- Acting Deflection of Tube 100x100x4mm 1.5mm Max Allowable Deflection H/180 1100/180 6.11mm Therefore, Acting 1.5 Allowable 6.1mm - Hence SafeDokument1 SeiteActing Deflection of Tube 100x100x4mm 1.5mm Max Allowable Deflection H/180 1100/180 6.11mm Therefore, Acting 1.5 Allowable 6.1mm - Hence SafeshoebNoch keine Bewertungen
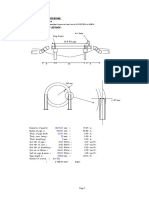
- Designed by Reviewed by Date: Revision Project: King Abdul Aziz Gate - Mataf Makkah Fixation System For Cast Brass Screens 590x590mmDokument2 SeitenDesigned by Reviewed by Date: Revision Project: King Abdul Aziz Gate - Mataf Makkah Fixation System For Cast Brass Screens 590x590mmshoebNoch keine Bewertungen
- SHS-CAL-MOF-ST-SS-00-012-02 SS Double Angle For Trench Cover - CUC PDFDokument34 SeitenSHS-CAL-MOF-ST-SS-00-012-02 SS Double Angle For Trench Cover - CUC PDFshoebNoch keine Bewertungen
- Designed by Reviewed by Date: Revision Project: King Abdul Aziz Gate - Mataf Makkah Elevation 01, Steel Sub Frame at Window Cill Level and BelowDokument1 SeiteDesigned by Reviewed by Date: Revision Project: King Abdul Aziz Gate - Mataf Makkah Elevation 01, Steel Sub Frame at Window Cill Level and BelowshoebNoch keine Bewertungen
- Reference DrawingsDokument1 SeiteReference DrawingsshoebNoch keine Bewertungen
- Table: Joint Reactions Joint Outputcase Casetype F1 F2 F3Dokument3 SeitenTable: Joint Reactions Joint Outputcase Casetype F1 F2 F3shoebNoch keine Bewertungen
- DC RatioDokument1 SeiteDC RatioshoebNoch keine Bewertungen
- Designed by Reviewed by Date: Revision Project: King Abdul Aziz Gate - Mataf Makkah Elevation 01, Steel Sub Frame at Window Cill Level and BelowDokument1 SeiteDesigned by Reviewed by Date: Revision Project: King Abdul Aziz Gate - Mataf Makkah Elevation 01, Steel Sub Frame at Window Cill Level and BelowshoebNoch keine Bewertungen
- Subframe Window Cillv16.Sdb 11/11/2017: 4 40 U B E 4 0X 40 X T U B E 4 0X 40 X 3Dokument6 SeitenSubframe Window Cillv16.Sdb 11/11/2017: 4 40 U B E 4 0X 40 X T U B E 4 0X 40 X 3shoebNoch keine Bewertungen
- 3D None FramesDokument1 Seite3D None FramesshoebNoch keine Bewertungen
- Design Criteria: : Sub Contractor: Date Issued: Designed byDokument2 SeitenDesign Criteria: : Sub Contractor: Date Issued: Designed byshoebNoch keine Bewertungen
- BP KWN RPM W KGW KGW KGW KG SFC GM KWHR Caloricfivalue MJ KGDokument3 SeitenBP KWN RPM W KGW KGW KGW KG SFC GM KWHR Caloricfivalue MJ KGHoàng Khôi100% (1)
- Kelompok CKD - Tugas Terapi Modalitas KeperawatanDokument14 SeitenKelompok CKD - Tugas Terapi Modalitas KeperawatanWinda WidyaNoch keine Bewertungen
- Leap Motion PDFDokument18 SeitenLeap Motion PDFAnkiTwilightedNoch keine Bewertungen
- 107 01 Covers and Side Doors A SideDokument38 Seiten107 01 Covers and Side Doors A Sideben vervuurtNoch keine Bewertungen
- Entrepreneurial BehaviourDokument16 SeitenEntrepreneurial Behaviournonalyn tomboconNoch keine Bewertungen
- Job No. 25800: Quebrada Blanca Fase 2Dokument1 SeiteJob No. 25800: Quebrada Blanca Fase 2Benjamín Muñoz MuñozNoch keine Bewertungen
- MS Y7 Spelling Bee Memo & List 21 22Dokument9 SeitenMS Y7 Spelling Bee Memo & List 21 22Muhammad Akbar SaniNoch keine Bewertungen
- Engineering Properties (Al O) : 94% Aluminum Oxide Mechanical Units of Measure SI/Metric (Imperial)Dokument7 SeitenEngineering Properties (Al O) : 94% Aluminum Oxide Mechanical Units of Measure SI/Metric (Imperial)Hendy SetiawanNoch keine Bewertungen
- McKinsey On Marketing Organizing For CRMDokument7 SeitenMcKinsey On Marketing Organizing For CRML'HassaniNoch keine Bewertungen
- Restrictions AOP30 enDokument1 SeiteRestrictions AOP30 enRicardo RamirezNoch keine Bewertungen
- Mini Riset Bahasa Inggris BisnisDokument10 SeitenMini Riset Bahasa Inggris BisnissyahsabilahNoch keine Bewertungen
- Alfred LessingDokument3 SeitenAlfred LessingKarinaAikoNoch keine Bewertungen
- AKIM Mühendislik - Primavera Türkiye - Earned Value Analysis - v2Dokument1 SeiteAKIM Mühendislik - Primavera Türkiye - Earned Value Analysis - v2Ece GürtekinNoch keine Bewertungen
- Product Matrix: Network Security Platform - Top Selling Models MatrixDokument6 SeitenProduct Matrix: Network Security Platform - Top Selling Models MatrixWashington CárdenasNoch keine Bewertungen
- Heat Power Lab ManualDokument68 SeitenHeat Power Lab ManualRaghu KrishnanNoch keine Bewertungen
- Neal Peres Da CostaDokument507 SeitenNeal Peres Da CostaNoMoPoMo576100% (1)
- Lifestyle Mentor. Sally & SusieDokument2 SeitenLifestyle Mentor. Sally & SusieLIYAN SHENNoch keine Bewertungen
- Differential Association Theory - Criminology Wiki - FANDOM Powered by WikiaDokument1 SeiteDifferential Association Theory - Criminology Wiki - FANDOM Powered by WikiaMorningstarAsifNoch keine Bewertungen
- s145 Series HMM 201902 PDFDokument73 Seitens145 Series HMM 201902 PDFEuNoch keine Bewertungen
- Renaissance QuestionsDokument3 SeitenRenaissance QuestionsHezel Escora NavalesNoch keine Bewertungen
- Floor DiaphragmDokument24 SeitenFloor DiaphragmChristian LeobreraNoch keine Bewertungen
- Nguyen Ngoc-Phu's ResumeDokument2 SeitenNguyen Ngoc-Phu's ResumeNgoc Phu NguyenNoch keine Bewertungen
- Bachelors - Project Report 1Dokument43 SeitenBachelors - Project Report 1divyaNoch keine Bewertungen
- (LS 1 English, From The Division of Zamboanga Del SurDokument17 Seiten(LS 1 English, From The Division of Zamboanga Del SurKeara MhieNoch keine Bewertungen
- A Research Paper On DormitoriesDokument5 SeitenA Research Paper On DormitoriesNicholas Ivy EscaloNoch keine Bewertungen
- Ficha Tecnica Castrol Hyspin AWS RangeDokument2 SeitenFicha Tecnica Castrol Hyspin AWS Rangeel pro jajaja GonzalezNoch keine Bewertungen
- D4530Dokument5 SeitenD4530rimi7al100% (1)
- Heat ExchangerDokument5 SeitenHeat Exchangersara smithNoch keine Bewertungen
- COCapplication08rev Working SampleDokument34 SeitenCOCapplication08rev Working SampleTanya HerreraNoch keine Bewertungen
- Prescriptions For Closing The Seven Service Quality GapsDokument1 SeitePrescriptions For Closing The Seven Service Quality GapsReema NegiNoch keine Bewertungen