Das könnte Ihnen auch gefallen
- Problemas resueltos de Hidráulica de CanalesVon EverandProblemas resueltos de Hidráulica de CanalesBewertung: 4.5 von 5 Sternen4.5/5 (7)
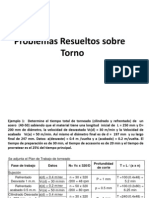
- Problemas Resueltos TornosDokument7 SeitenProblemas Resueltos TornosJose Vasquez Fernandez40% (5)
- Problemas Resueltos de TaladroDokument1 SeiteProblemas Resueltos de TaladroAgustín0% (1)
- Ejercicios MecanizadoDokument14 SeitenEjercicios Mecanizadoromel_02_15100% (2)
- Fresadora ProblemasDokument65 SeitenFresadora Problemaslenioxx80% (10)
- Examen Final Solucionario 08-03-2006Dokument6 SeitenExamen Final Solucionario 08-03-2006IvanSnikeNoch keine Bewertungen
- Ejercicios Mecanizado PDFDokument14 SeitenEjercicios Mecanizado PDFMario Alexander Roca Miguel86% (7)
- Problemas Resueltos de TaladroDokument4 SeitenProblemas Resueltos de TaladroGinaGonzalesPulido50% (2)
- Actividad Individual 9 Mecanizado TornoDokument12 SeitenActividad Individual 9 Mecanizado TornoMARIA FERNANDA ARANDIA TAVERANoch keine Bewertungen
- Problemas Propuestos ManufacturaDokument8 SeitenProblemas Propuestos ManufacturaEduardo Huanca50% (2)
- Torno NCNDokument15 SeitenTorno NCNkelverNoch keine Bewertungen
- Solucionario 15-10-04Dokument9 SeitenSolucionario 15-10-04IvanSnikeNoch keine Bewertungen
- Informe Engranaje Recto y HelicoidalDokument4 SeitenInforme Engranaje Recto y HelicoidalJhony Mendoza0% (1)
- Trabajo de Procesos Manufactura IDokument31 SeitenTrabajo de Procesos Manufactura IDavid Ninaquispe Bardales100% (2)
- 19 Ecuacion de TaylorDokument31 Seiten19 Ecuacion de Taylorjose75% (4)
- TALADRADO EjerciciosDokument9 SeitenTALADRADO EjerciciosAnonymous Via3SWuH100% (2)
- Problemas de MecanizadoDokument72 SeitenProblemas de MecanizadoChristian David75% (8)
- Fresadora Problemas ResueltosDokument36 SeitenFresadora Problemas ResueltosLady RojasNoch keine Bewertungen
- Ejemplo Plato Divisor ResueltoDokument4 SeitenEjemplo Plato Divisor ResueltoSara100% (1)
- Test PDFDokument3 SeitenTest PDFHugo Villca0% (1)
- Hoja de Procesos4Dokument2 SeitenHoja de Procesos4David Arellano100% (1)
- Ejercicios - Procesos de ConformadoDokument7 SeitenEjercicios - Procesos de ConformadoleonardoNoch keine Bewertungen
- Transmision Por Cadena ProblemasDokument24 SeitenTransmision Por Cadena Problemasmarkograw67% (3)
- Tiempos y Fzas RectificadoDokument4 SeitenTiempos y Fzas RectificadoPaquito Rodrigo100% (1)
- Hoja de Procesos Torno 1Dokument2 SeitenHoja de Procesos Torno 1Frank Guerrero100% (1)
- Ejercicios de Torno y FresaDokument15 SeitenEjercicios de Torno y FresaSofia Vargas0% (1)
- OUPI - HT12-aDokument2 SeitenOUPI - HT12-aDeyss VilcuevNoch keine Bewertungen
- Problemas de TaladradoDokument2 SeitenProblemas de TaladradoAndre Chacon100% (1)
- Ejercicios ResueltosDokument135 SeitenEjercicios ResueltosANDRES ANTHONY ACOSTA ALVITRESNoch keine Bewertungen
- Ejercicio RefrentadoDokument4 SeitenEjercicio RefrentadoErlanDuarteNoch keine Bewertungen
- Ejercicios Resueltos RectificadoDokument7 SeitenEjercicios Resueltos RectificadoJorge Hernández100% (1)
- Ing de Procesos Examen Parcial 2015Dokument7 SeitenIng de Procesos Examen Parcial 2015Said SotoNoch keine Bewertungen
- 02 CorteDokument18 Seiten02 CortePablo Sergio Quispe TaquireNoch keine Bewertungen
- Problemas Teoria OrtogonalDokument29 SeitenProblemas Teoria OrtogonalIvanSnikeNoch keine Bewertungen
- Examen Parcial de Procesos de ManufacturaDokument3 SeitenExamen Parcial de Procesos de Manufacturawaldor sulcaNoch keine Bewertungen
- Hoja de ProcesosDokument3 SeitenHoja de ProcesosCelin Padilla100% (1)
- Hoja de ProcesosDokument20 SeitenHoja de ProcesosEduardo CajasNoch keine Bewertungen
- Hoja de Procesos Torno 1Dokument2 SeitenHoja de Procesos Torno 1Cesar Garcia100% (2)
- Full LimadoraDokument41 SeitenFull LimadoraDavid Enriquez50% (2)
- Practica 3 CNCDokument4 SeitenPractica 3 CNC04104647623Noch keine Bewertungen
- Ejercicios de Formado de MetalesDokument31 SeitenEjercicios de Formado de MetalesRonald Gomez Orellana100% (2)
- Hoja Proceso PeonDokument5 SeitenHoja Proceso PeonGustavo ChusinNoch keine Bewertungen
- Ejercicios de ForjaDokument3 SeitenEjercicios de Forjatemiga57% (7)
- RefrentadoDokument13 SeitenRefrentadoCarlos Pilatasig100% (1)
- Ejercicios Mecanizado 2016 2Dokument7 SeitenEjercicios Mecanizado 2016 2Ayrton Requejo MartelNoch keine Bewertungen
- Ejerccios Corte Ortogonal y Fuerzas de CorteDokument5 SeitenEjerccios Corte Ortogonal y Fuerzas de CorteengelbertNoch keine Bewertungen
- Ejemplos ProblemasDokument79 SeitenEjemplos ProblemasOscar Quiros50% (2)
- Examen Final 24-Julio-2009 Procesos IDokument9 SeitenExamen Final 24-Julio-2009 Procesos ILau MarcNoch keine Bewertungen
- Hoja de Proceso MESADokument2 SeitenHoja de Proceso MESAMicaela Izquierdo RojasNoch keine Bewertungen
- Ejercicios Procesos ManufacturaDokument4 SeitenEjercicios Procesos ManufacturaJosé Carlos Camino GonzálezNoch keine Bewertungen
- Ejemplo Hoja de Proceso-Torno-2-2010Dokument4 SeitenEjemplo Hoja de Proceso-Torno-2-2010Carolina Ramirez67% (3)
- Calculo de Problema de Vida Util de La Herramienta CortanteDokument15 SeitenCalculo de Problema de Vida Util de La Herramienta Cortantemarco antonioNoch keine Bewertungen
- Problemas MecanizadoDokument10 SeitenProblemas MecanizadoGlenn ChirinosNoch keine Bewertungen
- Fresadora - VC, Va, N, TiempoDokument24 SeitenFresadora - VC, Va, N, TiempoPaolo Bardales DiazNoch keine Bewertungen
- Formulas MaquinadoDokument6 SeitenFormulas Maquinadojolupibo100% (1)
- Problemas de TaladroDokument4 SeitenProblemas de TaladroGonzaloNoch keine Bewertungen
- Problemas Propuestos ManufacturaDokument9 SeitenProblemas Propuestos ManufacturayosselinNoch keine Bewertungen
- EjerciciosDokument6 SeitenEjerciciosluis mujica100% (1)
- Planchafactura 2Dokument42 SeitenPlanchafactura 2Cesar Escarcena100% (1)
- Suti Viernes 6Dokument1 SeiteSuti Viernes 6Jhordy Maycol Rodas QuirozNoch keine Bewertungen
- Pc01 Engracio RodriguezDokument11 SeitenPc01 Engracio RodriguezJhordy Maycol Rodas QuirozNoch keine Bewertungen
- Silabo in 0901 Ingeniería Ambiental 2021-IDokument4 SeitenSilabo in 0901 Ingeniería Ambiental 2021-IJhordy Maycol Rodas QuirozNoch keine Bewertungen
- Macgo1-0 Viernes 30Dokument46 SeitenMacgo1-0 Viernes 30Jhordy Maycol Rodas QuirozNoch keine Bewertungen
- Sesión Fuentes de Información - 30 de AgostoDokument23 SeitenSesión Fuentes de Información - 30 de AgostoJhordy Maycol Rodas QuirozNoch keine Bewertungen
- Planificación Semana 14Dokument1 SeitePlanificación Semana 14Jhordy Maycol Rodas QuirozNoch keine Bewertungen
- Matriz de ConsistenciaDokument3 SeitenMatriz de ConsistenciaJhordy Maycol Rodas QuirozNoch keine Bewertungen
- Recurso AireDokument39 SeitenRecurso AireJhordy Maycol Rodas QuirozNoch keine Bewertungen
- Sesión 4 PDF RBRDokument6 SeitenSesión 4 PDF RBRJhordy Maycol Rodas QuirozNoch keine Bewertungen
- Matriz de ConsistenciaDokument3 SeitenMatriz de ConsistenciaJhordy Maycol Rodas QuirozNoch keine Bewertungen
- Pc1-Ejercicios de Clase ResueltosDokument14 SeitenPc1-Ejercicios de Clase ResueltosJhordy Maycol Rodas QuirozNoch keine Bewertungen
- Recurso FloraDokument47 SeitenRecurso FloraJhordy Maycol Rodas QuirozNoch keine Bewertungen
- Semana 10 Higiene Industrial y MatpellDokument95 SeitenSemana 10 Higiene Industrial y MatpellJhordy Maycol Rodas QuirozNoch keine Bewertungen
- Bacsf Máquinas - Remachadora Stándar 2020Dokument2 SeitenBacsf Máquinas - Remachadora Stándar 2020Jhordy Maycol Rodas QuirozNoch keine Bewertungen
- Proteccion Del Acero Mediante GalvanizadoDokument25 SeitenProteccion Del Acero Mediante GalvanizadoLauraHernandezNoch keine Bewertungen
- Estructura de Costos de La CarpinteriaDokument8 SeitenEstructura de Costos de La CarpinteriaJhunior Rojas Cadillo100% (1)
- 47 SoldadurasDokument16 Seiten47 SoldadurasFrancisco Lara SanchezNoch keine Bewertungen
- Filtro RotatorioDokument9 SeitenFiltro RotatorioCaesarNoch keine Bewertungen
- Tipos de RoscasDokument21 SeitenTipos de RoscasOjeda Garcia AlbertoNoch keine Bewertungen
- Gabinete - Olla ArroceraDokument4 SeitenGabinete - Olla ArroceraMariano Cruz VilchezNoch keine Bewertungen
- Como Funciona El Control de Onda en Un Equipo TIGDokument4 SeitenComo Funciona El Control de Onda en Un Equipo TIGjorgelmzNoch keine Bewertungen
- 2 Analisis de Precios Unitarios Rejilla y CanaletaDokument6 Seiten2 Analisis de Precios Unitarios Rejilla y CanaletaFranedwalex Alvarez Maldonado50% (2)
- Instituto de Educación Superior Tecnológico PúblicoDokument4 SeitenInstituto de Educación Superior Tecnológico PúblicoDenis CruzNoch keine Bewertungen
- Aceros CR MoDokument11 SeitenAceros CR Mowgomez_175543Noch keine Bewertungen
- Actividad de Puntos Evaluables - Escenario 2 - SEGUNDO BLOQUE-TEORICO-PRACTICO - VIRTUAL-EMPAQUES Y MANEJO DE MATERIALES - (GRUPO B01)Dokument4 SeitenActividad de Puntos Evaluables - Escenario 2 - SEGUNDO BLOQUE-TEORICO-PRACTICO - VIRTUAL-EMPAQUES Y MANEJO DE MATERIALES - (GRUPO B01)Dra NatNoch keine Bewertungen
- Codigos Maquina CNCDokument8 SeitenCodigos Maquina CNCJuan BenaventeNoch keine Bewertungen
- Roscado de Piezas UtpDokument42 SeitenRoscado de Piezas Utpstefilu007Noch keine Bewertungen
- Serie Lab - SQSyC - BYSV11Dokument5 SeitenSerie Lab - SQSyC - BYSV11Yair SerranoNoch keine Bewertungen
- Cemento TFA 2015Dokument34 SeitenCemento TFA 2015fer4321Noch keine Bewertungen
- Tabla Perdidas Carga Locales HF DarcyDokument3 SeitenTabla Perdidas Carga Locales HF DarcyBerman CespedesNoch keine Bewertungen
- Tarea1 Ejercicio 1Dokument12 SeitenTarea1 Ejercicio 1Williams TapiaNoch keine Bewertungen
- Reporte 2. Purificacion de Solidos Por Cristalizacion y Determinacion de PF-with-cover-page-V2Dokument7 SeitenReporte 2. Purificacion de Solidos Por Cristalizacion y Determinacion de PF-with-cover-page-V2Valeria VillegasNoch keine Bewertungen
- Herramentales FIME CNC 2019Dokument10 SeitenHerramentales FIME CNC 2019Luis Fernando Lorenzo HernandezNoch keine Bewertungen
- Tramontina - Lorenzetti - AccesoriosDokument28 SeitenTramontina - Lorenzetti - AccesoriosLuis Ernesto ChisaguanoNoch keine Bewertungen
- Magíster Jairo Andrés Montero Pérez, Ing. Industrial C.C C.CDokument2 SeitenMagíster Jairo Andrés Montero Pérez, Ing. Industrial C.C C.CANDREA CAROLINA BUELVAS HERNANDEZNoch keine Bewertungen
- Ejercicios TTQ PDFDokument12 SeitenEjercicios TTQ PDFalejandroruiz020697Noch keine Bewertungen
- UD3 - Procesos Industriales de Interés Educativo (III)Dokument25 SeitenUD3 - Procesos Industriales de Interés Educativo (III)buchin77Noch keine Bewertungen
- El AnodizadoDokument7 SeitenEl AnodizadoDaniel PaisteNoch keine Bewertungen
- WPQ AWS D1.1 Noviembre 2022 - Jose Antonio - FCAW 4GDokument1 SeiteWPQ AWS D1.1 Noviembre 2022 - Jose Antonio - FCAW 4Grodolfo100% (1)
- 152 Hardox 500 MX Ficha TecnicaDokument2 Seiten152 Hardox 500 MX Ficha Tecnicazen264Noch keine Bewertungen
- Wps Especificaciones Del Procedimiento de SoldaduraDokument1 SeiteWps Especificaciones Del Procedimiento de SoldaduraGiovanni QCNoch keine Bewertungen
- Practica FP Basica Taller No 6Dokument9 SeitenPractica FP Basica Taller No 6paauuulaa4Noch keine Bewertungen
- Libreta de Soldadura Corregida 05-04-20 (Generador 3 Alta Temperatura)Dokument46 SeitenLibreta de Soldadura Corregida 05-04-20 (Generador 3 Alta Temperatura)Orlando Gamboa HuertasNoch keine Bewertungen
- Análisis de Precios Unitarios: PáginaDokument4 SeitenAnálisis de Precios Unitarios: Páginajosep70Noch keine Bewertungen