Das könnte Ihnen auch gefallen
- Halal Food Certification and Business Performance in MalaysiaVon EverandHalal Food Certification and Business Performance in MalaysiaNoch keine Bewertungen
- Islamic Consumer GoodsDokument20 SeitenIslamic Consumer GoodsSarah IdrisNoch keine Bewertungen
- 9th June, 2021 Daily Global Regional Local Rice E-NewsletterDokument56 Seiten9th June, 2021 Daily Global Regional Local Rice E-NewsletterMujahid AliNoch keine Bewertungen
- Frito Lay S Production ProcessDokument7 SeitenFrito Lay S Production ProcessNikhil JainNoch keine Bewertungen
- 8th July, 2021 Daily Global Regional Local Rice E-NewsletterDokument53 Seiten8th July, 2021 Daily Global Regional Local Rice E-NewsletterMujahid AliNoch keine Bewertungen
- Development of Small Millet Processing Technology by TNAU DR VaradharajuDokument38 SeitenDevelopment of Small Millet Processing Technology by TNAU DR VaradharajuBabu CNoch keine Bewertungen
- Aporkable Grill N' Chill - Market-StudyDokument16 SeitenAporkable Grill N' Chill - Market-Studypatricia LoveteNoch keine Bewertungen
- Export Policy 2015-2018 - English PDFDokument29 SeitenExport Policy 2015-2018 - English PDFFaysal AhmedNoch keine Bewertungen
- Export PolicyDokument6 SeitenExport Policyrachit.wolverineNoch keine Bewertungen
- Printing Business For SaleDokument9 SeitenPrinting Business For SaleSMM DATANoch keine Bewertungen
- Jawad Rice PresentationDokument16 SeitenJawad Rice PresentationJawad riceNoch keine Bewertungen
- Export MarketDokument10 SeitenExport MarketMian Bilal AskariNoch keine Bewertungen
- Food Product Development Lab Manual 1673497279Dokument117 SeitenFood Product Development Lab Manual 1673497279Le DoanNoch keine Bewertungen
- Agriculture Guide 2018 PDFDokument37 SeitenAgriculture Guide 2018 PDFChannyeinThidaNoch keine Bewertungen
- SOP For Food ProductionDokument3 SeitenSOP For Food ProductionANGELOU SAGARAL50% (2)
- General Standard For Food Additives PDFDokument107 SeitenGeneral Standard For Food Additives PDFMercyNoch keine Bewertungen
- Basic Food Safety Handbook / Manual For Food Manufacturers, Processors and PackersDokument45 SeitenBasic Food Safety Handbook / Manual For Food Manufacturers, Processors and PackersHarish100% (1)
- KFG Handbook June 2017Dokument30 SeitenKFG Handbook June 2017SarbajitMannaNoch keine Bewertungen
- Food and Agricultural Import Regulations and Standards - Narrative - Tokyo - Japan - 8!19!2009Dokument12 SeitenFood and Agricultural Import Regulations and Standards - Narrative - Tokyo - Japan - 8!19!2009Nguyen Thuy100% (1)
- Recycling Plant Business PlanDokument23 SeitenRecycling Plant Business Plangowhar267% (3)
- Myanmar Travel & Tourism Economic Impact 2017Dokument24 SeitenMyanmar Travel & Tourism Economic Impact 2017Let's Save MyanmarNoch keine Bewertungen
- HDC Training Programme Proposal For Indonesia - Malaysia - Thailand Growth Triangle (Imt-Gt)Dokument10 SeitenHDC Training Programme Proposal For Indonesia - Malaysia - Thailand Growth Triangle (Imt-Gt)Muhammad ShafieNoch keine Bewertungen
- Market Research Study Cashew-Export & DomesticDokument13 SeitenMarket Research Study Cashew-Export & DomesticAdwait GoreNoch keine Bewertungen
- Food AdulterationDokument13 SeitenFood AdulterationNavita MapariNoch keine Bewertungen
- Coconut Water: Global Trends, Sciences, Processing and Packaging TechnologyDokument34 SeitenCoconut Water: Global Trends, Sciences, Processing and Packaging TechnologyĐivềphía Mặt Trời100% (1)
- Lecture 1 - Introduction To Food IngredientsDokument22 SeitenLecture 1 - Introduction To Food IngredientsVanessa LimNoch keine Bewertungen
- Small Industry Set Up and Costing - Biscuit Factory Set UpDokument3 SeitenSmall Industry Set Up and Costing - Biscuit Factory Set UpNipun ShahNoch keine Bewertungen
- EAS 742 2021 Food Grade Cassava Starch SpecificationDokument10 SeitenEAS 742 2021 Food Grade Cassava Starch SpecificationFelix MwandukaNoch keine Bewertungen
- MargarineDokument7 SeitenMargarineNicolas BenavidezNoch keine Bewertungen
- Mktg3-1 MarketingResearch Ibarra AudreyLyanDokument33 SeitenMktg3-1 MarketingResearch Ibarra AudreyLyanInfofast ServicesNoch keine Bewertungen
- Global Food Traceability PDFDokument10 SeitenGlobal Food Traceability PDFKristina HartzNoch keine Bewertungen
- Biscuit Industry Parle GDokument53 SeitenBiscuit Industry Parle GspvarmaNoch keine Bewertungen
- GCC Standardization Organization (Gso)Dokument13 SeitenGCC Standardization Organization (Gso)vbnavNoch keine Bewertungen
- Salt Large Internal Monitoring QAQCDokument28 SeitenSalt Large Internal Monitoring QAQCHenok DireNoch keine Bewertungen
- Myanmar and The "Rice Value Chain" ChallengeDokument23 SeitenMyanmar and The "Rice Value Chain" Challengeirri_social_sciences100% (1)
- Frying OilsDokument10 SeitenFrying OilsSuryadi XuNoch keine Bewertungen
- Export Strategies For The Halal MarketDokument14 SeitenExport Strategies For The Halal MarketNur IskandarNoch keine Bewertungen
- Halal Food Management SystemDokument20 SeitenHalal Food Management SystemLazuardi FatahillahNoch keine Bewertungen
- BRC Global Standard Food Safety Issue 7 Voluntary Module 9 Management of Food Materials For Animal Feed UKDokument13 SeitenBRC Global Standard Food Safety Issue 7 Voluntary Module 9 Management of Food Materials For Animal Feed UKDavidHernandezNoch keine Bewertungen
- Myanmar Customer List For SteelDokument3 SeitenMyanmar Customer List For SteelCao SonNoch keine Bewertungen
- List of Dairy ProductsDokument22 SeitenList of Dairy ProductsAnonymous rGMvFoT3ks100% (1)
- Flour & Product Quality Testing EquipmentsDokument31 SeitenFlour & Product Quality Testing EquipmentsrishabhwillkillyouNoch keine Bewertungen
- Myanmar Livestock Industry Overview DR Hla Hla Thein DR Thet MyanmarDokument51 SeitenMyanmar Livestock Industry Overview DR Hla Hla Thein DR Thet MyanmarMasood AhmedNoch keine Bewertungen
- Developing Raw Material Specifcation AIBDokument3 SeitenDeveloping Raw Material Specifcation AIBakNoch keine Bewertungen
- Food Regulations in The Middle EastDokument27 SeitenFood Regulations in The Middle Eastaaro_oraalNoch keine Bewertungen
- Rice Inspection HandbookDokument337 SeitenRice Inspection HandbookAndres Felipe Aldana RicoNoch keine Bewertungen
- Pharmaceuticals Export From BangladeshDokument3 SeitenPharmaceuticals Export From BangladeshTanvir Mohammad ChyNoch keine Bewertungen
- Quality-Manual For Food Storage FacilityDokument27 SeitenQuality-Manual For Food Storage FacilityzyrtylNoch keine Bewertungen
- AbattoirsPlantConstructEquipOperation PDFDokument15 SeitenAbattoirsPlantConstructEquipOperation PDFAnonymous 49VJOeViANoch keine Bewertungen
- Microbiological Guidelines For Food E WTODokument44 SeitenMicrobiological Guidelines For Food E WTOlolyta shmNoch keine Bewertungen
- Sweet and Savoury Snacks - Vietnam: Euromonitor International: Country Sector BriefingDokument10 SeitenSweet and Savoury Snacks - Vietnam: Euromonitor International: Country Sector BriefingdinhtranvanNoch keine Bewertungen
- Palm Oil in FryingDokument73 SeitenPalm Oil in FryingGenesis Custodio100% (1)
- Gso 1016 2015Dokument26 SeitenGso 1016 2015Anil Yadav100% (1)
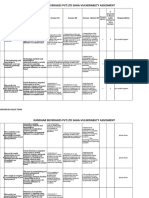
- Kandhar Beverages PVT - LTD Saha-Vulnerabilty Assesment: 1-Uncertai N, Reaso Nable Certain, 3 - Very CertainDokument15 SeitenKandhar Beverages PVT - LTD Saha-Vulnerabilty Assesment: 1-Uncertai N, Reaso Nable Certain, 3 - Very CertainAnonymous Zxhseb19Noch keine Bewertungen
- Halal Certification FlowchartDokument1 SeiteHalal Certification FlowchartAbe Li HamzahNoch keine Bewertungen
- Microbial Ecology of Foods V1: Factors Affecting Life and Death of MicroorganismsVon EverandMicrobial Ecology of Foods V1: Factors Affecting Life and Death of MicroorganismsNoch keine Bewertungen
- Enzymes in BakeryDokument23 SeitenEnzymes in Bakeryaditi_nangia_1Noch keine Bewertungen
- Customer Satisfaction Tow Ards Swakrushi MilkDokument53 SeitenCustomer Satisfaction Tow Ards Swakrushi MilkgouthamNoch keine Bewertungen
- BakeryDokument23 SeitenBakerysukiwaniNoch keine Bewertungen
- ArticleDokument11 SeitenArticlesukiwaniNoch keine Bewertungen
- Biofuel Production in Europe - Potential From Lignocellulosic WasteDokument18 SeitenBiofuel Production in Europe - Potential From Lignocellulosic WastesukiwaniNoch keine Bewertungen
- TannaseDokument2 SeitenTannasesukiwaniNoch keine Bewertungen
- BreweryDokument4 SeitenBrewerysukiwaniNoch keine Bewertungen
- BreweryDokument4 SeitenBrewerysukiwaniNoch keine Bewertungen
- BreweryDokument4 SeitenBrewerysukiwaniNoch keine Bewertungen
- Numbers WebquestDokument1 SeiteNumbers WebquestJasmine JohnsonNoch keine Bewertungen
- Chocolate AnalysisDokument13 SeitenChocolate AnalysisJasmitha Shree.RNoch keine Bewertungen
- Can The Bunny Hop Case (Positioning)Dokument15 SeitenCan The Bunny Hop Case (Positioning)Anwesha Dev ChaudharyNoch keine Bewertungen
- All India Meal DirectoryDokument8 SeitenAll India Meal DirectorySrishty Puri GajbhiyeNoch keine Bewertungen
- Baker Confectioner PDFDokument10 SeitenBaker Confectioner PDFArunkumar KPNoch keine Bewertungen
- Manufacturing and Production ProcessDokument13 SeitenManufacturing and Production ProcessVarun MudirajNoch keine Bewertungen
- UntitledDokument15 SeitenUntitledMeri La come cucharas (Meliii)Noch keine Bewertungen
- Cadbury ProfileDokument27 SeitenCadbury ProfileAmar Solanke0% (1)
- Roblox Money HacksV2.LuaDokument4 SeitenRoblox Money HacksV2.LuaBeymar Cortez MamaniNoch keine Bewertungen
- Ghirardelli 041608Dokument5 SeitenGhirardelli 041608Garvey CandyNoch keine Bewertungen
- Hershey's Lecturer BookDokument19 SeitenHershey's Lecturer BookAbdel CowoNoch keine Bewertungen
- Valentine Candy Bar GameDokument19 SeitenValentine Candy Bar GamePastor JeanneNoch keine Bewertungen
- 4 P'S of Cadbury Dairy Milk Silk: Alem Kaba Longkumer Asif Jamal Asish Sharma Ronit KunduDokument23 Seiten4 P'S of Cadbury Dairy Milk Silk: Alem Kaba Longkumer Asif Jamal Asish Sharma Ronit Kundusatyayb050% (1)
- Diagnostic Test Tests WordDokument7 SeitenDiagnostic Test Tests WordGaryHayesNoch keine Bewertungen
- Lista de Precio Muffins Nacional e ImportadosDokument1 SeiteLista de Precio Muffins Nacional e ImportadosCristian CastroNoch keine Bewertungen
- Hansel and Gretel by James Marshall: MATERIALS: Activity #1Dokument4 SeitenHansel and Gretel by James Marshall: MATERIALS: Activity #1Ririn NurfajriniNoch keine Bewertungen
- Barbara Decor Oct.2022Dokument63 SeitenBarbara Decor Oct.2022iuliamovNoch keine Bewertungen
- TBL Brochure (Regular Price)Dokument33 SeitenTBL Brochure (Regular Price)maria alpha sierra abiertasNoch keine Bewertungen
- Cadbury's Dairy MilkDokument5 SeitenCadbury's Dairy MilkNavneet Gupta100% (1)
- Kartu StokDokument2 SeitenKartu Stokanon_108181728Noch keine Bewertungen
- The Man Behind The KissDokument2 SeitenThe Man Behind The KissLiliney Del VillarNoch keine Bewertungen
- Gummi Bear Song PDFDokument7 SeitenGummi Bear Song PDFLucian StanaNoch keine Bewertungen
- 18 LCA ConfectioneryDokument20 Seiten18 LCA ConfectioneryFikrilAzimAbdulSani100% (1)
- Чарлі та шоколадна фабрика переказ англійськоюDokument3 SeitenЧарлі та шоколадна фабрика переказ англійськоюLiubov RachkevychNoch keine Bewertungen
- Project On Gourmet IcecreamDokument19 SeitenProject On Gourmet IcecreamKhawaja FaizanNoch keine Bewertungen
- Caramel - Raw Materials and Formulations: Back To Basics - CaramelDokument7 SeitenCaramel - Raw Materials and Formulations: Back To Basics - CaramelJulio KinenNoch keine Bewertungen
- Yess Proposal 2023 - 2025fDokument12 SeitenYess Proposal 2023 - 2025fFajar MuhammadNoch keine Bewertungen
- Fs Food-Improvement-Agents Guidance 1333-2008 Annex2 PDFDokument35 SeitenFs Food-Improvement-Agents Guidance 1333-2008 Annex2 PDFAdriana AvramNoch keine Bewertungen
- 13BOG0819075 - DocumentosDokument1 Seite13BOG0819075 - DocumentosPAOLA AMAYANoch keine Bewertungen
- Candy YyDokument214 SeitenCandy YyIamSir BrunoNoch keine Bewertungen