Das könnte Ihnen auch gefallen
- Chapter 5a Process CapabilityDokument17 SeitenChapter 5a Process CapabilityAnanthanarayananNoch keine Bewertungen
- Capability ProcessDokument45 SeitenCapability ProcessNurhayati SitorusNoch keine Bewertungen
- Process CapabilityDokument19 SeitenProcess CapabilityRohit AroraNoch keine Bewertungen
- Processcapability Training PresentationDokument75 SeitenProcesscapability Training PresentationVictoriaNoch keine Bewertungen
- Process CapabilityDokument4 SeitenProcess CapabilityLeonardo SanchezNoch keine Bewertungen
- SPC Training 20230929Dokument38 SeitenSPC Training 20230929rav.virendraNoch keine Bewertungen
- JPM TQM Course Mat-5 T-3 Imba 2013Dokument14 SeitenJPM TQM Course Mat-5 T-3 Imba 2013Vishnu PrasadNoch keine Bewertungen
- Process CapabilityDokument5 SeitenProcess CapabilityLibyaFlowerNoch keine Bewertungen
- Chapter Six Process Capability Analysis: Daniel AbDokument24 SeitenChapter Six Process Capability Analysis: Daniel AbComputer Maintainance Hardware and softwareNoch keine Bewertungen
- (1997) Process Capability Analysis For Non-Normal Relay Test DataDokument8 Seiten(1997) Process Capability Analysis For Non-Normal Relay Test DataNELSONHUGONoch keine Bewertungen
- Making Decisions in Assessing Process Capability Index CPKDokument6 SeitenMaking Decisions in Assessing Process Capability Index CPKheavymachinegunNoch keine Bewertungen
- Lecture 9 - Multi-Rate Testing PDFDokument11 SeitenLecture 9 - Multi-Rate Testing PDFMila SyafitriNoch keine Bewertungen
- Materiales de Referencia CCRMP (CANMET)Dokument5 SeitenMateriales de Referencia CCRMP (CANMET)Erick Leonardo Valle MendozaNoch keine Bewertungen
- Tuning PI Controllers For Integrator/Dead Time ProcessesDokument4 SeitenTuning PI Controllers For Integrator/Dead Time ProcessesRaadBassamNoch keine Bewertungen
- Process and Measurement System Capability AnalysisDokument18 SeitenProcess and Measurement System Capability AnalysisUtkarsh MittalNoch keine Bewertungen
- Process Capability Study: 24dec. 2011 Quality Improvement (Statistic Quality Control)Dokument27 SeitenProcess Capability Study: 24dec. 2011 Quality Improvement (Statistic Quality Control)henokNoch keine Bewertungen
- What Should Be The CPK Limit in Asean Harmonization Guideline?Dokument48 SeitenWhat Should Be The CPK Limit in Asean Harmonization Guideline?Praphon TangwongsathitchokNoch keine Bewertungen
- Statistical Methods For Quality Control: Assignment 1 PRN: 20060641001Dokument6 SeitenStatistical Methods For Quality Control: Assignment 1 PRN: 20060641001ADITI ANCHALIYA (200703076)Noch keine Bewertungen
- Auto-Tuning of Pid Controllers For Mimo Processes by Relay FeedbackDokument6 SeitenAuto-Tuning of Pid Controllers For Mimo Processes by Relay FeedbackGabriela PaesNoch keine Bewertungen
- Process Capability Analysis Made Simple ThroughDokument11 SeitenProcess Capability Analysis Made Simple ThroughMitulNoch keine Bewertungen
- Khan 2015Dokument24 SeitenKhan 2015Zoulou77Noch keine Bewertungen
- 01 Process CapabilityDokument33 Seiten01 Process CapabilitySrinivasagam Venkataramanan100% (1)
- BGC 410 Tutorial 4 S1 2023 MEMODokument2 SeitenBGC 410 Tutorial 4 S1 2023 MEMOCailin Van RoooyenNoch keine Bewertungen
- Process Capability Indices PDFDokument6 SeitenProcess Capability Indices PDFasamadhNoch keine Bewertungen
- Muhammad-Asif Process CapabilityDokument29 SeitenMuhammad-Asif Process CapabilityJehan B KothariNoch keine Bewertungen
- GRR Basic TrainingDokument16 SeitenGRR Basic TrainingQuýNguyễnNoch keine Bewertungen
- CP, CPKDokument18 SeitenCP, CPKsunjjoy gupta100% (1)
- 14 Process CapabilityDokument33 Seiten14 Process CapabilitySamNoch keine Bewertungen
- Process Capability Measures and Their Estimation: (Section 5.2 of Vardeman and Jobe)Dokument14 SeitenProcess Capability Measures and Their Estimation: (Section 5.2 of Vardeman and Jobe)Sunny KumarNoch keine Bewertungen
- Lab Report Sem 6Dokument20 SeitenLab Report Sem 6anisNoch keine Bewertungen
- EG55P7 Tutorial 05 SolutionsDokument5 SeitenEG55P7 Tutorial 05 SolutionsAndrew RobertsonNoch keine Bewertungen
- Capability InfoDokument14 SeitenCapability Infoantipstore004Noch keine Bewertungen
- Exercise - Numerical Methods For Process Simulation: Algebraic Solvers Problem 1: CSTRDokument6 SeitenExercise - Numerical Methods For Process Simulation: Algebraic Solvers Problem 1: CSTRMcChima LeonardNoch keine Bewertungen
- Results: Name: Nur Aneesa Binti Abdul Halim STUDENT NO: 44624343 Matlab Week 9Dokument9 SeitenResults: Name: Nur Aneesa Binti Abdul Halim STUDENT NO: 44624343 Matlab Week 9Nur AneesaNoch keine Bewertungen
- Pid Tuning ReportDokument48 SeitenPid Tuning ReportNurul SyaheerahNoch keine Bewertungen
- A New Approach For Robust PI Controller Tuning Using Closed-Loop Setpoint ResponsesDokument6 SeitenA New Approach For Robust PI Controller Tuning Using Closed-Loop Setpoint ResponsesShamsMohdNoch keine Bewertungen
- QMCS 16 - 2 Process CapabilityDokument27 SeitenQMCS 16 - 2 Process CapabilityalegabipachecoNoch keine Bewertungen
- Capability Analysis For A Multi-Process Product Wi PDFDokument7 SeitenCapability Analysis For A Multi-Process Product Wi PDFFedericoNoch keine Bewertungen
- Castagliola - 2005 - Capability Indices Dedicated To The Two Quality Characteristics CaseDokument21 SeitenCastagliola - 2005 - Capability Indices Dedicated To The Two Quality Characteristics CaseVICTOR HUGO MORALES OSPINANoch keine Bewertungen
- Pressure Gauge Calibration TG13 Version 2 December 2017Dokument6 SeitenPressure Gauge Calibration TG13 Version 2 December 2017iptNoch keine Bewertungen
- ProcesscapabilityindicesDokument6 SeitenProcesscapabilityindiceskripingNoch keine Bewertungen
- Integer Arithmetic: Dr. Arunachalam V Associate Professor, SENSEDokument19 SeitenInteger Arithmetic: Dr. Arunachalam V Associate Professor, SENSEAnil Kumar GorantalaNoch keine Bewertungen
- 7 Process CapabilityDokument19 Seiten7 Process CapabilityPrwesh Singh Dikhit RajputNoch keine Bewertungen
- Logit Marginal EffectsDokument12 SeitenLogit Marginal Effectsjive_gumelaNoch keine Bewertungen
- Marginal Effects For Continuous Variables: Richard Williams, University of Notre Dame, Last Revised January 29, 2019Dokument12 SeitenMarginal Effects For Continuous Variables: Richard Williams, University of Notre Dame, Last Revised January 29, 2019陈文源Noch keine Bewertungen
- CPK Guide 0211 TECH1Dokument11 SeitenCPK Guide 0211 TECH1Mark LacroNoch keine Bewertungen
- Lecture 6 Process Capability, Specification Limits and TolerancesDokument50 SeitenLecture 6 Process Capability, Specification Limits and TolerancesVishnu HaridasNoch keine Bewertungen
- Drill Stem Test Simulation: by Nicolas A. Jeannequin Practical Numerical AnalysisDokument13 SeitenDrill Stem Test Simulation: by Nicolas A. Jeannequin Practical Numerical Analysissanjeevk4u_867705149Noch keine Bewertungen
- CheckpointingDokument25 SeitenCheckpointingJakub SliacanNoch keine Bewertungen
- Msa3 PgsDokument24 SeitenMsa3 Pgspkj009Noch keine Bewertungen
- Assignment 1Dokument8 SeitenAssignment 1kowletNoch keine Bewertungen
- Lecture 8-Process Capability PDFDokument29 SeitenLecture 8-Process Capability PDFWoon How100% (1)
- Tutorial 5 - AnswersDokument1 SeiteTutorial 5 - AnswersDavid Rivera ArjonaNoch keine Bewertungen
- Six Sigma Vs TaguchiDokument14 SeitenSix Sigma Vs TaguchiemykosmNoch keine Bewertungen
- Study Compares C6+ CharacterizationDokument10 SeitenStudy Compares C6+ CharacterizationAnonymous jqevOeP7Noch keine Bewertungen
- Capability Indices: P P P PKDokument5 SeitenCapability Indices: P P P PKNeshika Pillay-NaidooNoch keine Bewertungen
- Process Capability: Chapter OutlineDokument5 SeitenProcess Capability: Chapter OutlineFernandoNoch keine Bewertungen
- Shams Saudi SummaryDokument12 SeitenShams Saudi SummaryShamsMohdNoch keine Bewertungen
- UNIT V ProbabilityDokument16 SeitenUNIT V Probabilitybad guyNoch keine Bewertungen
- Classical Approach to Constrained and Unconstrained Molecular DynamicsVon EverandClassical Approach to Constrained and Unconstrained Molecular DynamicsNoch keine Bewertungen
- Fire RACE PASS PDFDokument1 SeiteFire RACE PASS PDFArdian ArdianNoch keine Bewertungen
- Kalkulasi Diameter Spot Welding PDFDokument1 SeiteKalkulasi Diameter Spot Welding PDFArdian ArdianNoch keine Bewertungen
- Marking Solution by Laser EquipmentDokument10 SeitenMarking Solution by Laser EquipmentArdian ArdianNoch keine Bewertungen
- Standard Diameter Nugget Spot WeldingDokument1 SeiteStandard Diameter Nugget Spot WeldingArdian ArdianNoch keine Bewertungen
- Diameter Spot Welding - Opt PDFDokument1 SeiteDiameter Spot Welding - Opt PDFArdian ArdianNoch keine Bewertungen
- Prospekt-Schweissmutter Englisch SCREENDokument12 SeitenProspekt-Schweissmutter Englisch SCREENArdian ArdianNoch keine Bewertungen
- Forklift Truck Safety CampaignDokument1 SeiteForklift Truck Safety CampaignArdian ArdianNoch keine Bewertungen
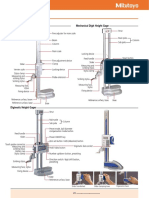
- QuickGuide Mitutoyo Digimatic High GaugeDokument2 SeitenQuickGuide Mitutoyo Digimatic High GaugeArdian ArdianNoch keine Bewertungen
- Ethernet For Factory Automation LAN - KeyenceDokument13 SeitenEthernet For Factory Automation LAN - KeyenceArdian ArdianNoch keine Bewertungen
- Electro Deposition CoatingDokument1 SeiteElectro Deposition CoatingArdian ArdianNoch keine Bewertungen
- QuickGuide Mitutoyo Digimatic High GaugeDokument2 SeitenQuickGuide Mitutoyo Digimatic High GaugeArdian ArdianNoch keine Bewertungen
- QuickGuide Mitutoyo Digimatic High GaugeDokument2 SeitenQuickGuide Mitutoyo Digimatic High GaugeArdian ArdianNoch keine Bewertungen
- Mitutoyo Rockwell Hardness TesterDokument16 SeitenMitutoyo Rockwell Hardness TesterArdian ArdianNoch keine Bewertungen
- Mitutoyo Rockwell Hardness TesterDokument6 SeitenMitutoyo Rockwell Hardness TesterArdian ArdianNoch keine Bewertungen
- Mitutoyo Rockwell Hardness TesterDokument6 SeitenMitutoyo Rockwell Hardness TesterArdian ArdianNoch keine Bewertungen
- Torque Socket Square For Square NutDokument1 SeiteTorque Socket Square For Square NutArdian ArdianNoch keine Bewertungen
- 02 Bolt TighteningDokument12 Seiten02 Bolt TighteningJuanGómezNoch keine Bewertungen
- LG LFX31945 Refrigerator Service Manual MFL62188076 - Signature2 Brand DID PDFDokument95 SeitenLG LFX31945 Refrigerator Service Manual MFL62188076 - Signature2 Brand DID PDFplasmapete71% (7)
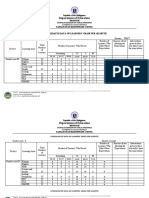
- Department of Education: Consolidated Data On Learners' Grade Per QuarterDokument4 SeitenDepartment of Education: Consolidated Data On Learners' Grade Per QuarterUsagi HamadaNoch keine Bewertungen
- MATH CIDAM - PRECALCULUS (Midterm)Dokument4 SeitenMATH CIDAM - PRECALCULUS (Midterm)Amy MendiolaNoch keine Bewertungen
- Radio Ac DecayDokument34 SeitenRadio Ac DecayQassem MohaidatNoch keine Bewertungen
- Stress Management HandoutsDokument3 SeitenStress Management HandoutsUsha SharmaNoch keine Bewertungen
- Audi A4-7Dokument532 SeitenAudi A4-7Anonymous QRVqOsa5Noch keine Bewertungen
- ISO Position ToleranceDokument15 SeitenISO Position ToleranceНиколай КалугинNoch keine Bewertungen
- Cap1 - Engineering in TimeDokument12 SeitenCap1 - Engineering in TimeHair Lopez100% (1)
- Cash Flow July 2021Dokument25 SeitenCash Flow July 2021pratima jadhavNoch keine Bewertungen
- My BaboogDokument1 SeiteMy BaboogMaral Habeshian VieiraNoch keine Bewertungen
- CE EVALUATION EXAM No. 4 - MGT, Fluid Properties, Hydrostatic Force (Answer Key)Dokument6 SeitenCE EVALUATION EXAM No. 4 - MGT, Fluid Properties, Hydrostatic Force (Answer Key)Angelice Alliah De la CruzNoch keine Bewertungen
- Dog & Kitten: XshaperDokument17 SeitenDog & Kitten: XshaperAll PrintNoch keine Bewertungen
- Basic Terms/Concepts IN Analytical ChemistryDokument53 SeitenBasic Terms/Concepts IN Analytical ChemistrySheralyn PelayoNoch keine Bewertungen
- Marking Scheme For Term 2 Trial Exam, STPM 2019 (Gbs Melaka) Section A (45 Marks)Dokument7 SeitenMarking Scheme For Term 2 Trial Exam, STPM 2019 (Gbs Melaka) Section A (45 Marks)Michelles JimNoch keine Bewertungen
- Installation Instructions INI Luma Gen2Dokument21 SeitenInstallation Instructions INI Luma Gen2John Kim CarandangNoch keine Bewertungen
- ABS Service Data SheetDokument32 SeitenABS Service Data SheetMansur TruckingNoch keine Bewertungen
- Atoma Amd Mol&Us CCTK) : 2Nd ErmDokument4 SeitenAtoma Amd Mol&Us CCTK) : 2Nd ErmjanviNoch keine Bewertungen
- Dec 2-7 Week 4 Physics DLLDokument3 SeitenDec 2-7 Week 4 Physics DLLRicardo Acosta Subad100% (1)
- Leveriza Heights SubdivisionDokument4 SeitenLeveriza Heights SubdivisionTabordan AlmaeNoch keine Bewertungen
- Waves and Ocean Structures Journal of Marine Science and EngineeringDokument292 SeitenWaves and Ocean Structures Journal of Marine Science and Engineeringheinz billNoch keine Bewertungen
- Course Outline ENTR401 - Second Sem 2022 - 2023Dokument6 SeitenCourse Outline ENTR401 - Second Sem 2022 - 2023mahdi khunaiziNoch keine Bewertungen
- Determinant of Nurses' Response Time in Emergency Department When Taking Care of A PatientDokument9 SeitenDeterminant of Nurses' Response Time in Emergency Department When Taking Care of A PatientRuly AryaNoch keine Bewertungen
- Sensitivity of Rapid Diagnostic Test and Microscopy in Malaria Diagnosis in Iva-Valley Suburb, EnuguDokument4 SeitenSensitivity of Rapid Diagnostic Test and Microscopy in Malaria Diagnosis in Iva-Valley Suburb, EnuguSMA N 1 TOROHNoch keine Bewertungen
- Aristotle - OCR - AS Revision NotesDokument3 SeitenAristotle - OCR - AS Revision NotesAmelia Dovelle0% (1)
- Homework 9Dokument1 SeiteHomework 9Nat Dabuét0% (1)
- MATM1534 Main Exam 2022 PDFDokument7 SeitenMATM1534 Main Exam 2022 PDFGiftNoch keine Bewertungen
- Poster-Shading PaperDokument1 SeitePoster-Shading PaperOsama AljenabiNoch keine Bewertungen
- str-w6754 Ds enDokument8 Seitenstr-w6754 Ds enAdah BumbonNoch keine Bewertungen
- Moral GPS: A Positive Ethic For Our Multicultural WorldDokument279 SeitenMoral GPS: A Positive Ethic For Our Multicultural WorldLeonard Bowman75% (4)
- Core CompetenciesDokument3 SeitenCore Competenciesapi-521620733Noch keine Bewertungen