Das könnte Ihnen auch gefallen
- A Further Investigation of the Symmetrical Chloride of Paranitroorthosulphobenzoic AcidVon EverandA Further Investigation of the Symmetrical Chloride of Paranitroorthosulphobenzoic AcidNoch keine Bewertungen
- Direct Blue 86 PatentDokument3 SeitenDirect Blue 86 Patenthvk7f7n6gyNoch keine Bewertungen
- Us 4054599Dokument4 SeitenUs 4054599masood kblNoch keine Bewertungen
- US5055610Dokument5 SeitenUS5055610masood kblNoch keine Bewertungen
- US4880550Dokument6 SeitenUS4880550Sachin PatilNoch keine Bewertungen
- H3PO4Dokument23 SeitenH3PO4Leo Edrik Cortez VidalNoch keine Bewertungen
- Schrdter 2008Dokument46 SeitenSchrdter 2008hidayat231984Noch keine Bewertungen
- Drilling Fluid Containing A Fluid Loss Control Agent of A Sulfonated Phenol-Formaldehyde-phenol Resin - Georgia Pacific PatentDokument6 SeitenDrilling Fluid Containing A Fluid Loss Control Agent of A Sulfonated Phenol-Formaldehyde-phenol Resin - Georgia Pacific PatentPothiraj KrishnanNoch keine Bewertungen
- Nov. 15, 1955 J. T. Rutherford 2,723,995: (NH4) 2SO4Dokument3 SeitenNov. 15, 1955 J. T. Rutherford 2,723,995: (NH4) 2SO4sefssefNoch keine Bewertungen
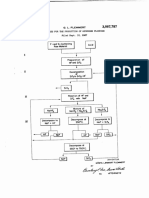
- Us 4168205Dokument8 SeitenUs 4168205MAMC PlasmaNoch keine Bewertungen
- US3689216Dokument5 SeitenUS3689216PABLO URIZ CEREZONoch keine Bewertungen
- Hidrogenación 2Dokument8 SeitenHidrogenación 2Adrian vilariño gonzalezNoch keine Bewertungen
- Patent Pabrik Phenyl Ethyl AlcoholDokument6 SeitenPatent Pabrik Phenyl Ethyl AlcoholFaizhal DimazNoch keine Bewertungen
- US4450090Dokument6 SeitenUS4450090Abdulrahman HamdanNoch keine Bewertungen
- Extraction AlcoholDokument11 SeitenExtraction AlcoholAbdulrahmanNoch keine Bewertungen
- Ullmanns Encyclopedia of Industrial Chemistry Phosphoric Acid and Phosphates 58db177445fedDokument44 SeitenUllmanns Encyclopedia of Industrial Chemistry Phosphoric Acid and Phosphates 58db177445fedMuhammad FirmansyahNoch keine Bewertungen
- Us 4501724Dokument7 SeitenUs 4501724DARWIN STALIN ALCACIEGA PILCONoch keine Bewertungen
- Proses Pembuatan Aluminium FluorideDokument14 SeitenProses Pembuatan Aluminium FluorideRisma C. Astarini100% (1)
- Kemurnian Bahan BakuDokument6 SeitenKemurnian Bahan BakusherlybonitaNoch keine Bewertungen
- Process of Deodourizing of Iso Prpopyl AlcoholDokument4 SeitenProcess of Deodourizing of Iso Prpopyl AlcoholMani ChemistNoch keine Bewertungen
- United States Patent ToDokument8 SeitenUnited States Patent ToAwat MuhammadNoch keine Bewertungen
- Us 4049572Dokument7 SeitenUs 4049572Paravastu VinuthaNoch keine Bewertungen
- Asam FosfatDokument12 SeitenAsam FosfatDinda GaluhNoch keine Bewertungen
- US4841089Dokument5 SeitenUS4841089Suharti RifaiNoch keine Bewertungen
- US4094913Dokument4 SeitenUS4094913Ranjana MadabushiNoch keine Bewertungen
- US4610862Dokument6 SeitenUS4610862محمد عليNoch keine Bewertungen
- Production of H3PO4Dokument7 SeitenProduction of H3PO4Abhisek Behera0% (1)
- United States Patent To: Erpenbach Et AlDokument6 SeitenUnited States Patent To: Erpenbach Et AlDian Agung SatyanagaraNoch keine Bewertungen
- April 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lDokument6 SeitenApril 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lHerbertKohNoch keine Bewertungen
- Us 4378342Dokument9 SeitenUs 4378342هیمن مNoch keine Bewertungen
- Di-2,4,4'-Trimethylpentylphosphinic Acid and Its Preparation US4374780Dokument3 SeitenDi-2,4,4'-Trimethylpentylphosphinic Acid and Its Preparation US4374780mtanaydinNoch keine Bewertungen
- US4454277Dokument5 SeitenUS4454277Aji SyarifudinNoch keine Bewertungen
- Us 3567610Dokument6 SeitenUs 3567610mahmoud IbrahimNoch keine Bewertungen
- C 08 S 09Dokument8 SeitenC 08 S 09Marnel Roy MayorNoch keine Bewertungen
- US4997584Dokument4 SeitenUS4997584Mohamad Reza JahanbakhshNoch keine Bewertungen
- خلاصة الفةستيلDokument7 Seitenخلاصة الفةستيلahmed hargaNoch keine Bewertungen
- Flow Charts For Phosphoric AcidDokument50 SeitenFlow Charts For Phosphoric Acidessakkiraj.m95% (19)
- Us4643848 Fumaric RosinDokument5 SeitenUs4643848 Fumaric RosinPudien MuhamadNoch keine Bewertungen
- Production of PhenolDokument65 SeitenProduction of Phenolchaitanyavura67% (3)
- Ácido SulfónicoDokument4 SeitenÁcido SulfónicoLeo Silver RomeroNoch keine Bewertungen
- US4684750Dokument4 SeitenUS4684750Deep PatelNoch keine Bewertungen
- Us 4772757Dokument8 SeitenUs 4772757Naomi HerreraNoch keine Bewertungen
- US3903185Dokument6 SeitenUS3903185Muhammad Akbar FahleviNoch keine Bewertungen
- History of Fluorine Recovery ProcessesDokument21 SeitenHistory of Fluorine Recovery ProcessesmahaNoch keine Bewertungen
- US4622425Dokument6 SeitenUS4622425Mohamed HalemNoch keine Bewertungen
- Alcohol FurfurilicoDokument5 SeitenAlcohol Furfurilicojuan cruzNoch keine Bewertungen
- Paten 3Dokument9 SeitenPaten 3sherlybonitaNoch keine Bewertungen
- US3218127Dokument6 SeitenUS3218127PABLO URIZ CEREZONoch keine Bewertungen
- Development of A Commercial Process To Produce TetrahydrofuranDokument9 SeitenDevelopment of A Commercial Process To Produce TetrahydrofuranMaria Mikaela PelagioNoch keine Bewertungen
- US4780224Dokument4 SeitenUS4780224Mohamad Reza JahanbakhshNoch keine Bewertungen
- 2-Phosphono-Butane-1,2,3,4-Tetracarboxylic Acids SynthesisDokument5 Seiten2-Phosphono-Butane-1,2,3,4-Tetracarboxylic Acids SynthesisVenu KavetiNoch keine Bewertungen
- History of Fluorine Recovery ProcessesDokument21 SeitenHistory of Fluorine Recovery ProcessesFajar Zona100% (1)
- 2096682530-Ich 305 Phosphorus Based ChemicalsDokument9 Seiten2096682530-Ich 305 Phosphorus Based ChemicalsDennis JosephNoch keine Bewertungen
- Us 3087787Dokument6 SeitenUs 3087787ndsdarknessNoch keine Bewertungen
- Us 3087787Dokument6 SeitenUs 3087787ndsdarknessNoch keine Bewertungen
- Unit 22Dokument10 SeitenUnit 22Ankit KumarNoch keine Bewertungen
- Us 4885268Dokument4 SeitenUs 4885268Paravastu VinuthaNoch keine Bewertungen
- Oct-2,1951 A. P. Dunlop - Irral ' 7' 2,570,027: Filed July 2, 1947Dokument5 SeitenOct-2,1951 A. P. Dunlop - Irral ' 7' 2,570,027: Filed July 2, 1947Shandy ArmandoNoch keine Bewertungen
- Tfaa, Pfaa, Hfaa, Tfai, Hfbi, MbtfaDokument6 SeitenTfaa, Pfaa, Hfaa, Tfai, Hfbi, MbtfarimkhroufNoch keine Bewertungen
- No DpaDokument4 SeitenNo DpaTri DoNoch keine Bewertungen
- 2010 FeMoOx For MeOH To HCHODokument15 Seiten2010 FeMoOx For MeOH To HCHOmasood kblNoch keine Bewertungen
- Physical and Chemical Analysis of Formaldehyde Absorption ProcessDokument9 SeitenPhysical and Chemical Analysis of Formaldehyde Absorption Processmasood kblNoch keine Bewertungen
- Molybdenum Oxide On Fe O Core Shell Catalysts: Probing The Nature of The Structural Motifs Responsible For Methanol Oxidation CatalysisDokument8 SeitenMolybdenum Oxide On Fe O Core Shell Catalysts: Probing The Nature of The Structural Motifs Responsible For Methanol Oxidation Catalysismasood kblNoch keine Bewertungen
- United States Patent (19) : Brooks Et AlDokument10 SeitenUnited States Patent (19) : Brooks Et Almasood kblNoch keine Bewertungen
- United States Patent (19: C07C 143/12: C07C 143/34Dokument11 SeitenUnited States Patent (19: C07C 143/12: C07C 143/34masood kblNoch keine Bewertungen
- SSS Is IDokument9 SeitenSSS Is Imasood kblNoch keine Bewertungen
- Us4185030 PDFDokument10 SeitenUs4185030 PDFmasood kblNoch keine Bewertungen
- United States Patent (10) Patent No.: US 9,302,974 B1Dokument11 SeitenUnited States Patent (10) Patent No.: US 9,302,974 B1masood kblNoch keine Bewertungen
- United States Patent (19) (11 4,311,552: (73) Assignee: The Chemithon Corporation, Seattle, Foreign Patent DocumentsDokument4 SeitenUnited States Patent (19) (11 4,311,552: (73) Assignee: The Chemithon Corporation, Seattle, Foreign Patent Documentsmasood kblNoch keine Bewertungen
- Synthesis of Dimethyl Ether: Capstone IiDokument99 SeitenSynthesis of Dimethyl Ether: Capstone Iimasood kblNoch keine Bewertungen
- Us20080306295a1 PDFDokument18 SeitenUs20080306295a1 PDFmasood kblNoch keine Bewertungen
- SRMB SteelDokument31 SeitenSRMB SteelAmol Ujawane100% (1)
- REHS2346 - Weld Repair Procedure For The Rear Axle A-Frame and Rear Axle Housing On 785, 789, and 793 Off-Highway TrucksDokument34 SeitenREHS2346 - Weld Repair Procedure For The Rear Axle A-Frame and Rear Axle Housing On 785, 789, and 793 Off-Highway TrucksrubenNoch keine Bewertungen
- Astm D1208 - 1 (En)Dokument3 SeitenAstm D1208 - 1 (En)rezokaNoch keine Bewertungen
- Crystal Field Theory IIDokument2 SeitenCrystal Field Theory IIabhay j bavishiNoch keine Bewertungen
- Chemrite - 520Dokument2 SeitenChemrite - 520ghazanfarNoch keine Bewertungen
- Enzyme LabDokument4 SeitenEnzyme Labapi-542562922Noch keine Bewertungen
- Chemistry Investigatory ProjectDokument19 SeitenChemistry Investigatory ProjectDivya Vatsa50% (4)
- Renderoc SP40: Constructive SolutionsDokument2 SeitenRenderoc SP40: Constructive SolutionsSathiyaseelan SubramaniNoch keine Bewertungen
- Blueberry Fruit QualityDokument4 SeitenBlueberry Fruit Qualityolga leonNoch keine Bewertungen
- Design of Machine Elements 2019 BeemerDokument145 SeitenDesign of Machine Elements 2019 BeemerSandeep MandaNoch keine Bewertungen
- Light-Exposure Test Method by Xenon-Arc Lamp For Automotive InteriorDokument20 SeitenLight-Exposure Test Method by Xenon-Arc Lamp For Automotive InteriorMahmood KhanNoch keine Bewertungen
- Cesium and Rubidium Salts of Keggin-TypeDokument146 SeitenCesium and Rubidium Salts of Keggin-TypeChau MaiNoch keine Bewertungen
- 2002Dokument38 Seiten2002B GirishNoch keine Bewertungen
- Materials and Processes For Agricultural and Biosystems EngineeringDokument17 SeitenMaterials and Processes For Agricultural and Biosystems EngineeringMelanie D. Aquino BaguioNoch keine Bewertungen
- Used Oil Recycling and Treatment in The United AraDokument11 SeitenUsed Oil Recycling and Treatment in The United AraEssam AlharthyNoch keine Bewertungen
- Double Majors TYBSc Biochemistry-Zoology - 2019-2020Dokument58 SeitenDouble Majors TYBSc Biochemistry-Zoology - 2019-2020Meir SabooNoch keine Bewertungen
- SM3 9Dokument17 SeitenSM3 9Steven TaylorNoch keine Bewertungen
- Cargo Conditioning, Reliquefaction and Boil-Off Control Requirement For A Liquefied Gas CarrierDokument7 SeitenCargo Conditioning, Reliquefaction and Boil-Off Control Requirement For A Liquefied Gas Carrierarlucky5459Noch keine Bewertungen
- Spectracron 110 FD Alkyd Enamel PDFDokument2 SeitenSpectracron 110 FD Alkyd Enamel PDFSatish Vishnubhotla0% (1)
- Written Exam Questions Anglo Eastern 3Dokument17 SeitenWritten Exam Questions Anglo Eastern 3SiRf Pyaar HaiNoch keine Bewertungen
- General Requirements For Rolled Structural Steel Bars, Plates, Shapes, and Sheet PilingDokument62 SeitenGeneral Requirements For Rolled Structural Steel Bars, Plates, Shapes, and Sheet PilingclaudiaNoch keine Bewertungen
- NT Mat 003 - Assessment of Corrosion Protection Classes For Inorganic Coatings On Steel - Nordtest MethodDokument7 SeitenNT Mat 003 - Assessment of Corrosion Protection Classes For Inorganic Coatings On Steel - Nordtest MethodCorina StanculescuNoch keine Bewertungen
- Enzyme PurificationDokument25 SeitenEnzyme Purificationranjish_007Noch keine Bewertungen
- Epm Clase 3Dokument50 SeitenEpm Clase 3JORGE FREJA MACIASNoch keine Bewertungen
- Common Hydraulic System ProblemsDokument3 SeitenCommon Hydraulic System ProblemsVINOD Y BNoch keine Bewertungen
- Assignment 1Dokument2 SeitenAssignment 1Supratim Bhattacharjee100% (1)
- 832R12011 (Emerging Technologies For Wastewater Treatment - 2nd Ed.)Dokument188 Seiten832R12011 (Emerging Technologies For Wastewater Treatment - 2nd Ed.)Anonymous owMJ21JRzC100% (3)
- EPRIDokument52 SeitenEPRIDurga Prasad100% (2)
- RT (Main)Dokument16 SeitenRT (Main)Keshav Singhal100% (1)
- Avogadro ActivityDokument4 SeitenAvogadro ActivityShazmie Mohammad NadziriNoch keine Bewertungen