Das könnte Ihnen auch gefallen
- Guide Fire ProtectionDokument36 SeitenGuide Fire ProtectionCarlos PereaNoch keine Bewertungen
- Analysis of Energy Efficiency Aspects in Energy Man-Agement Model of Bunse in Manufacture Case StudyDokument6 SeitenAnalysis of Energy Efficiency Aspects in Energy Man-Agement Model of Bunse in Manufacture Case StudyesatjournalsNoch keine Bewertungen
- Pouring PermitDokument8 SeitenPouring PermiterjieNoch keine Bewertungen
- Design and Static Structural Analysis of Aircraft Floor BeamDokument5 SeitenDesign and Static Structural Analysis of Aircraft Floor BeamGRD JournalsNoch keine Bewertungen
- ElitealgoDokument16 SeitenElitealgo1125684437Noch keine Bewertungen
- 04 HSE Inspection ChecklistDokument2 Seiten04 HSE Inspection ChecklistAjay Hazarika100% (2)
- Building Technology 123Dokument8 SeitenBuilding Technology 123Claro III TabuzoNoch keine Bewertungen
- EPCC-5 (MS Block - Octamax Unit) Part-III-Master Index - Volume-1Dokument10 SeitenEPCC-5 (MS Block - Octamax Unit) Part-III-Master Index - Volume-1Structures ProductionNoch keine Bewertungen
- Non-Asbestos Fiber-Mat Reinforced Cement Substrate Sheets: Standard Specification ForDokument4 SeitenNon-Asbestos Fiber-Mat Reinforced Cement Substrate Sheets: Standard Specification ForNicolas FernandezNoch keine Bewertungen
- Green Supply Chain ManagementDokument12 SeitenGreen Supply Chain ManagementSofshawon2820Noch keine Bewertungen
- Asset Life Cycle ManagementDokument16 SeitenAsset Life Cycle ManagementJohan MoraNoch keine Bewertungen
- Tool To Incorporate Environmental Costs Into Life Cycle AssessmentDokument11 SeitenTool To Incorporate Environmental Costs Into Life Cycle AssessmentRonoNoch keine Bewertungen
- The Future of Supply Chain ManagementDokument49 SeitenThe Future of Supply Chain ManagementJayant SinghNoch keine Bewertungen
- Lean Philosophy in Aircraft Maintenance: Skolanjiappan@yahoo - Co.in Maran - Mba65@yahoo - Co.inDokument15 SeitenLean Philosophy in Aircraft Maintenance: Skolanjiappan@yahoo - Co.in Maran - Mba65@yahoo - Co.inMário MineiroNoch keine Bewertungen
- Analysing Energy and Material Saving Technologies' Adoption and AdoptersDokument10 SeitenAnalysing Energy and Material Saving Technologies' Adoption and AdoptersNusrat IslamNoch keine Bewertungen
- Energy Management in Production: A Novel Method To Develop Key Performance Indicators For Improving Energy EfficiencyDokument39 SeitenEnergy Management in Production: A Novel Method To Develop Key Performance Indicators For Improving Energy EfficiencyEusebio NavarroNoch keine Bewertungen
- MainDokument24 SeitenMainssfofoNoch keine Bewertungen
- Stakeholder Management in Circular Economy Product Development in The Mining Industry - A Case StudyDokument15 SeitenStakeholder Management in Circular Economy Product Development in The Mining Industry - A Case StudychevroletNoch keine Bewertungen
- Waste Reduction in Production Processes Through Simulation and VSMDokument14 SeitenWaste Reduction in Production Processes Through Simulation and VSMLuis Alejandro Cuervo GalvisNoch keine Bewertungen
- ArenaDokument8 SeitenArenaHemanthNoch keine Bewertungen
- Framework For Life Cycle Sustainability Assessment of Additive ManufacturingDokument22 SeitenFramework For Life Cycle Sustainability Assessment of Additive ManufacturingRadu GodinaNoch keine Bewertungen
- Lecture2 PDFDokument27 SeitenLecture2 PDFrawadNoch keine Bewertungen
- Optimizing Maintenance Management Efforts by The Application Od TOC-a Case StudyDokument15 SeitenOptimizing Maintenance Management Efforts by The Application Od TOC-a Case StudyAlex J. Tocto BustamanteNoch keine Bewertungen
- Design of An Embedded Sensor Network For Application in Energy - 2015 - Energy PDokument11 SeitenDesign of An Embedded Sensor Network For Application in Energy - 2015 - Energy PPablo gilNoch keine Bewertungen
- A Methodology For Process and Energy Mapping in Production OperationsDokument15 SeitenA Methodology For Process and Energy Mapping in Production OperationsPramod WattegedaraNoch keine Bewertungen
- Journal of Cleaner ProductionDokument14 SeitenJournal of Cleaner ProductionAdeola AshiruNoch keine Bewertungen
- BokoloDokument32 SeitenBokolohoneyNoch keine Bewertungen
- SPIE EcoPhotonics 2011 KaierleDokument10 SeitenSPIE EcoPhotonics 2011 KaierleOkan GüdükkurtNoch keine Bewertungen
- Methodology For Energy Efficient Design of Cooling Plants: International Design Conference - Design 2016Dokument12 SeitenMethodology For Energy Efficient Design of Cooling Plants: International Design Conference - Design 2016Nenad BojceticNoch keine Bewertungen
- An Investigation of Lean and Green Supply Chain in TheDokument11 SeitenAn Investigation of Lean and Green Supply Chain in TheDiana Cueva RamosNoch keine Bewertungen
- Energy Management in Manufacturing - Towards Eco-Factories of The FutureDokument11 SeitenEnergy Management in Manufacturing - Towards Eco-Factories of The FutureNuriaNoch keine Bewertungen
- 08 10 Quantifying Eco-EfficiencyDokument30 Seiten08 10 Quantifying Eco-EfficiencySubhash AhujaNoch keine Bewertungen
- Energy Management Solutions For Manufacturing Industry PDFDokument7 SeitenEnergy Management Solutions For Manufacturing Industry PDFco2bin100% (1)
- 2.4 5multivariate Key Performance Indicator of Baking Process - Alessandro Corsini - 2015Dokument8 Seiten2.4 5multivariate Key Performance Indicator of Baking Process - Alessandro Corsini - 2015yesufNoch keine Bewertungen
- A Product Mix Decision Model Using Green Manufacturing Technologies Under Activity Based Costing 2013 Journal of Cleaner ProductionDokument10 SeitenA Product Mix Decision Model Using Green Manufacturing Technologies Under Activity Based Costing 2013 Journal of Cleaner ProductionLilian BrodescoNoch keine Bewertungen
- Chapter One - Page 1-10Dokument9 SeitenChapter One - Page 1-10Rhaiza RhaIne MoogNoch keine Bewertungen
- Sustainable VSMDokument7 SeitenSustainable VSMJeromeNoch keine Bewertungen
- Papetti 2019Dokument33 SeitenPapetti 2019hbNoch keine Bewertungen
- A System Dynamics Model For Dynamic Capacity PlanningDokument28 SeitenA System Dynamics Model For Dynamic Capacity PlanningRama RadityaNoch keine Bewertungen
- Optimization of Two-LevelDokument25 SeitenOptimization of Two-LevelSiwar AbbesNoch keine Bewertungen
- Literature Review of Manufacturing CompanyDokument9 SeitenLiterature Review of Manufacturing Companyea3f29j7100% (1)
- Seminar Literature Review On Cloud ComputingDokument13 SeitenSeminar Literature Review On Cloud ComputingEDWIN RIOBANoch keine Bewertungen
- Green Component Procurement Collaboration For ImprDokument16 SeitenGreen Component Procurement Collaboration For Imprnoaman lachqarNoch keine Bewertungen
- On The Design of Sustainable, Green Supply Chains: Amar Ramudhin", Amin Chaabane and Marc PaquetDokument6 SeitenOn The Design of Sustainable, Green Supply Chains: Amar Ramudhin", Amin Chaabane and Marc PaquetSalik HassanNoch keine Bewertungen
- Lead Time Reduction Through Lean Technique in An Engine Assembly LineDokument7 SeitenLead Time Reduction Through Lean Technique in An Engine Assembly LineVarun KumarNoch keine Bewertungen
- Simulation-Based Sustainable Manufacturing System DesignDokument9 SeitenSimulation-Based Sustainable Manufacturing System DesignssfofoNoch keine Bewertungen
- Decomposition-Based Bi-Objective Optimization For Sustainable Robotic Assembly Line Balancing ProblemsDokument14 SeitenDecomposition-Based Bi-Objective Optimization For Sustainable Robotic Assembly Line Balancing Problemslei liNoch keine Bewertungen
- Strategic Dimensions of Maintenance Management: Albert H.C. TsangDokument33 SeitenStrategic Dimensions of Maintenance Management: Albert H.C. TsanghuseNoch keine Bewertungen
- Energy Management in Municipal Solid Waste TreatmentDokument6 SeitenEnergy Management in Municipal Solid Waste TreatmentFlorin DamaroiuNoch keine Bewertungen
- Challenges and Innovations in Reaction EngineeringDokument16 SeitenChallenges and Innovations in Reaction EngineeringdhruvNoch keine Bewertungen
- Rosen StandardsDokument21 SeitenRosen Standardsammoj850Noch keine Bewertungen
- Braglia Et Al. (2017)Dokument16 SeitenBraglia Et Al. (2017)Sam EvangelistaNoch keine Bewertungen
- Internal Cost Control Evaluation For Manufacturing Enterprises Based On Exergy Economic Analysis - Evidence From C CompanyDokument5 SeitenInternal Cost Control Evaluation For Manufacturing Enterprises Based On Exergy Economic Analysis - Evidence From C CompanypinitNoch keine Bewertungen
- MFA - LCA Tools in Waste ManagementDokument12 SeitenMFA - LCA Tools in Waste ManagementAnkur DhirNoch keine Bewertungen
- Optimal Selection of Energy EffiOptimal - Selection - of - Energy - Efficiency - M.pdfciency MDokument33 SeitenOptimal Selection of Energy EffiOptimal - Selection - of - Energy - Efficiency - M.pdfciency Mjaviera arias valdiviaNoch keine Bewertungen
- I M K M A R M E: Nformation Odeling and Nowledge Anagement Pproach To Econfiguring Anufacturing NterprisesDokument20 SeitenI M K M A R M E: Nformation Odeling and Nowledge Anagement Pproach To Econfiguring Anufacturing NterprisesijaitjNoch keine Bewertungen
- Activity-Based Costing System Advantages and Disadvantages: SSRN Electronic Journal July 2004Dokument13 SeitenActivity-Based Costing System Advantages and Disadvantages: SSRN Electronic Journal July 2004hardeep waliaNoch keine Bewertungen
- Sustainability Indicators For Chemical Processes I.Taxonomy PDFDokument20 SeitenSustainability Indicators For Chemical Processes I.Taxonomy PDFCristianAlexGrijalbaMuñozNoch keine Bewertungen
- Advanced Process ControlDokument11 SeitenAdvanced Process Controlbitted2Noch keine Bewertungen
- 2-080-14 Agha PR PDFDokument9 Seiten2-080-14 Agha PR PDFMilind KshirsagarNoch keine Bewertungen
- Operation ManagementDokument6 SeitenOperation ManagementLYRA MAE JOCSON- PATIAMNoch keine Bewertungen
- Using Quality Function Deployment For Technique Selection For Optimum Environmental Performance ImprovementDokument9 SeitenUsing Quality Function Deployment For Technique Selection For Optimum Environmental Performance ImprovementMarvi HarsiNoch keine Bewertungen
- Bringing Innovation To Market: Business Models For Battery StorageDokument6 SeitenBringing Innovation To Market: Business Models For Battery StorageBrendaCastroNoch keine Bewertungen
- Energy Saving Using 7epsilonDokument10 SeitenEnergy Saving Using 7epsilonArjun KoduriNoch keine Bewertungen
- EcoefficiencyDokument12 SeitenEcoefficiencychemsac2Noch keine Bewertungen
- Activity-Based Costing System Advantages and Disadvantages: SSRN Electronic Journal July 2004Dokument13 SeitenActivity-Based Costing System Advantages and Disadvantages: SSRN Electronic Journal July 2004sandraNoch keine Bewertungen
- Power-to-Gas: Bridging the Electricity and Gas NetworksVon EverandPower-to-Gas: Bridging the Electricity and Gas NetworksNoch keine Bewertungen
- EIB Working Papers 2019/02 - How energy audits promote SMEs' energy efficiency investmentVon EverandEIB Working Papers 2019/02 - How energy audits promote SMEs' energy efficiency investmentNoch keine Bewertungen
- Course Information Sheet: Smart ManufacturingDokument4 SeitenCourse Information Sheet: Smart ManufacturingRanjan KumarNoch keine Bewertungen
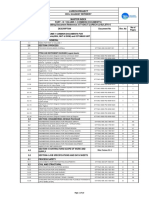
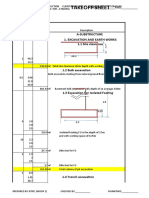
- Takeoff Sheet: 1. Excavation and Earth Works A-SubstructureDokument48 SeitenTakeoff Sheet: 1. Excavation and Earth Works A-Substructuremamuka kassa100% (1)
- Material Reconciliation Sheet: Project Name: SHDP Package 362A, 362B and PWD Road Reconciled Upto: 10/30/2021Dokument2 SeitenMaterial Reconciliation Sheet: Project Name: SHDP Package 362A, 362B and PWD Road Reconciled Upto: 10/30/2021yashas sNoch keine Bewertungen
- Proofix CRDokument2 SeitenProofix CRmohab hakimNoch keine Bewertungen
- IDOT Culvert Manual 2017Dokument157 SeitenIDOT Culvert Manual 2017azsxdcfvgbNoch keine Bewertungen
- Two Way Slab DesignDokument16 SeitenTwo Way Slab DesignMandar NadgaundiNoch keine Bewertungen
- Masterseal 620 TdsDokument3 SeitenMasterseal 620 TdsNadeem Khan SelaniNoch keine Bewertungen
- M - 006 - Analysis of Rates PDFDokument101 SeitenM - 006 - Analysis of Rates PDFAye Myat KhaingNoch keine Bewertungen
- Workshop Technology C20-Aug-Sept 2021Dokument3 SeitenWorkshop Technology C20-Aug-Sept 2021gopal rao sirNoch keine Bewertungen
- Saic B 1002Dokument3 SeitenSaic B 1002jerinNoch keine Bewertungen
- Lea Home Improvement Tips and Tricks de Christina Salway en Línea - LibrosDokument5 SeitenLea Home Improvement Tips and Tricks de Christina Salway en Línea - LibrosHenry PorcoNoch keine Bewertungen
- Summary of Rates: S.N. Norms No Description Unit Rate (NRS.) Specification Clause NoDokument28 SeitenSummary of Rates: S.N. Norms No Description Unit Rate (NRS.) Specification Clause Nonitish JhaNoch keine Bewertungen
- Mechanical QC ProceduresDokument3 SeitenMechanical QC ProceduresricosanojuanNoch keine Bewertungen
- B3601223 PDFDokument12 SeitenB3601223 PDFAnonymous 94TBTBRksNoch keine Bewertungen
- Technical Data Sheet 150mm & 300mmDokument2 SeitenTechnical Data Sheet 150mm & 300mmManas Kumar SamalNoch keine Bewertungen
- Lesson 1.3 - Support ConnectionsDokument37 SeitenLesson 1.3 - Support ConnectionsAnthony Jerome BellaNoch keine Bewertungen
- Design World - Additive Manufacturing Handbook September 2019 PDFDokument60 SeitenDesign World - Additive Manufacturing Handbook September 2019 PDFTesteNoch keine Bewertungen
- Tupi BV: Cosco (Dalian)Dokument5 SeitenTupi BV: Cosco (Dalian)Robles DreschNoch keine Bewertungen
- BMX Case Study For OperationsDokument7 SeitenBMX Case Study For Operationsfarbwn100% (1)
- Aluminium Façade SystemsDokument20 SeitenAluminium Façade SystemsMatjaž FerencNoch keine Bewertungen
- Hidpl: Foundation Lay Out PlanDokument11 SeitenHidpl: Foundation Lay Out PlanHarshita BhanawatNoch keine Bewertungen
- Geotextiles in Transportation ApplicationsDokument23 SeitenGeotextiles in Transportation ApplicationsShaaahidNoch keine Bewertungen