Das könnte Ihnen auch gefallen
- Scientific American Supplement, No. 446, July 19, 1884Von EverandScientific American Supplement, No. 446, July 19, 1884Noch keine Bewertungen
- (1966, May 3) US3248803 Rotary Drum Heat ExchangerDokument6 Seiten(1966, May 3) US3248803 Rotary Drum Heat ExchangeraegosmithNoch keine Bewertungen
- Technical FieldDokument26 SeitenTechnical FieldalejjavierdelgadoNoch keine Bewertungen
- Apparatus For Treating Sewage.: No. 659,503. I Patented Oct. 9, I900Dokument4 SeitenApparatus For Treating Sewage.: No. 659,503. I Patented Oct. 9, I900Abdullah SimpsonNoch keine Bewertungen
- CN205423574 (U) EnglishDokument2 SeitenCN205423574 (U) EnglishGabriel PhilippiNoch keine Bewertungen
- Notice: Patent TranslateDokument21 SeitenNotice: Patent TranslateJie99Noch keine Bewertungen
- Stream Straightener For Fluid Flowing and Dispensing Nozzle: Latest Husky Corporation PatentsDokument9 SeitenStream Straightener For Fluid Flowing and Dispensing Nozzle: Latest Husky Corporation PatentsMohib ShamshadNoch keine Bewertungen
- A Method For Creating A Septic Tank Comprising: Erecting A Secondary Frame, Erecting ADokument2 SeitenA Method For Creating A Septic Tank Comprising: Erecting A Secondary Frame, Erecting AElvyn Fabellore HerreraNoch keine Bewertungen
- Login Create Account (Free!) View Patents That Cite This Patent Click For Automatic Bibliography GenerationDokument8 SeitenLogin Create Account (Free!) View Patents That Cite This Patent Click For Automatic Bibliography GenerationFilipNoch keine Bewertungen
- Rasa SystemDokument5 SeitenRasa SystemShan SinghNoch keine Bewertungen
- Chlorine CylinderDokument9 SeitenChlorine Cylinderjoseph_mscNoch keine Bewertungen
- Negative Pressure Sanitary Installation Equipped With A Purifier of Gaseous FluidsDokument8 SeitenNegative Pressure Sanitary Installation Equipped With A Purifier of Gaseous FluidsCarlos Javier Mendoza MendozaNoch keine Bewertungen
- 'Inveiqtori': Filed Dec. 21, 1953Dokument9 Seiten'Inveiqtori': Filed Dec. 21, 1953Vashish RamrechaNoch keine Bewertungen
- Us 2409624Dokument6 SeitenUs 2409624Giovanni BlancoNoch keine Bewertungen
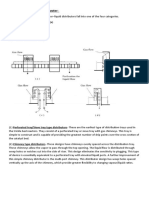
- Trickle Bed Internals (Distribution Plate, Inlet Diffusers)Dokument9 SeitenTrickle Bed Internals (Distribution Plate, Inlet Diffusers)MOHAMMED SHAKEIBNoch keine Bewertungen
- United States Patent (191: Larsson Et AlDokument7 SeitenUnited States Patent (191: Larsson Et Alarses20026695Noch keine Bewertungen
- Guru Nanak Institute of Pharmaceutical Science and Technology 157/ F, Nilgunj Road, Panihati, Kolkata 700114Dokument20 SeitenGuru Nanak Institute of Pharmaceutical Science and Technology 157/ F, Nilgunj Road, Panihati, Kolkata 700114Somali SenguptaNoch keine Bewertungen
- Patent On Piles and Pile Extraction: Department of Civil EngineeringDokument7 SeitenPatent On Piles and Pile Extraction: Department of Civil EngineeringVivek SharmaNoch keine Bewertungen
- June 7, 1955 A, D. Kinser Et Al 2,710,071: Fi'iled Nov. 17. 1951Dokument3 SeitenJune 7, 1955 A, D. Kinser Et Al 2,710,071: Fi'iled Nov. 17. 1951محمود محمدNoch keine Bewertungen
- Us 5472145Dokument4 SeitenUs 5472145mhtofighiNoch keine Bewertungen
- SL / y Tºš W: Feb. 2, 1965 H. R. Cowley 3,168,296Dokument7 SeitenSL / y Tºš W: Feb. 2, 1965 H. R. Cowley 3,168,296lucasmosnaNoch keine Bewertungen
- Cacw Coolers (Generator Air Cooler)Dokument4 SeitenCacw Coolers (Generator Air Cooler)maarten S.Noch keine Bewertungen
- United States Patent (19) : Hailey (11) Patent Number: 4,618,314 (45) - Date of Patent: Oct. 21, 1986Dokument12 SeitenUnited States Patent (19) : Hailey (11) Patent Number: 4,618,314 (45) - Date of Patent: Oct. 21, 1986KrozeNoch keine Bewertungen
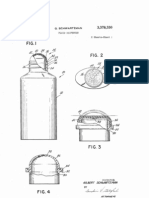
- United States Patent: SchwartzmanDokument4 SeitenUnited States Patent: SchwartzmanJames LindonNoch keine Bewertungen
- Making Soap Bars PatentDokument8 SeitenMaking Soap Bars Patentthing21290Noch keine Bewertungen
- US6390148 Valvula de LlenadoDokument8 SeitenUS6390148 Valvula de LlenadoFreddy SalinasNoch keine Bewertungen
- Knockout DrumsDokument1 SeiteKnockout DrumsCheng Kai CongNoch keine Bewertungen
- Clements v. Odorless Excavating Apparatus Co., 109 U.S. 641 (1884)Dokument7 SeitenClements v. Odorless Excavating Apparatus Co., 109 U.S. 641 (1884)Scribd Government DocsNoch keine Bewertungen
- Patent LawDokument21 SeitenPatent Lawshaurya raiNoch keine Bewertungen
- Us4589264 PDFDokument6 SeitenUs4589264 PDFRodrigoPomaNoch keine Bewertungen
- United States Patent (19) : Jennings, Jr. 11 Patent Number: 4,982,786 45) Date of Patent: Jan. 8, 1991Dokument4 SeitenUnited States Patent (19) : Jennings, Jr. 11 Patent Number: 4,982,786 45) Date of Patent: Jan. 8, 1991ozmdzNoch keine Bewertungen
- United States Patent (191: McguganDokument6 SeitenUnited States Patent (191: McguganJamesStenhouseNoch keine Bewertungen
- Us 6557638Dokument21 SeitenUs 6557638daniel_iosif_glNoch keine Bewertungen
- Patented Feb. 28, 1911.: G. W., WoodDokument3 SeitenPatented Feb. 28, 1911.: G. W., WoodDiogo CorreaNoch keine Bewertungen
- Us 3378330Dokument5 SeitenUs 3378330James LindonNoch keine Bewertungen
- BioreactorDokument23 SeitenBioreactorShoaib AliNoch keine Bewertungen
- MFPW PE - 002 & PE - 007Dokument16 SeitenMFPW PE - 002 & PE - 0072K18/PE/007 ANIKET GUPTANoch keine Bewertungen
- Intersecting Spherical Pressure TankDokument25 SeitenIntersecting Spherical Pressure TankLuci Oktaria SitorusNoch keine Bewertungen
- 1972.10.10 EN Patent DragPump EnergyThic US3697190 Truncated Conical Drag PumpDokument7 Seiten1972.10.10 EN Patent DragPump EnergyThic US3697190 Truncated Conical Drag PumpRenier SnymanNoch keine Bewertungen
- Description: US2012085239 (A1) 2012-04-12Dokument10 SeitenDescription: US2012085239 (A1) 2012-04-12nthung114Noch keine Bewertungen
- BOΤTLE LABELING MACHINEDokument4 SeitenBOΤTLE LABELING MACHINEq12wertyNoch keine Bewertungen
- Sept.: J. J. Dispenser-Applicator Device FiledDokument4 SeitenSept.: J. J. Dispenser-Applicator Device FiledJames LindonNoch keine Bewertungen
- Pumping Flumping Sucker Rod Lifted WellsDokument12 SeitenPumping Flumping Sucker Rod Lifted WellsLEONARDO ARZUZANoch keine Bewertungen
- Description: (OCR Text May Contain Errors)Dokument3 SeitenDescription: (OCR Text May Contain Errors)SachinNoch keine Bewertungen
- Deaerator TypesDokument4 SeitenDeaerator TypesMuhammad Fakhriy Indallah0% (2)
- Sherwood 1939Dokument7 SeitenSherwood 1939Ahmed AliNoch keine Bewertungen
- Powder Filling Machine PatentDokument11 SeitenPowder Filling Machine PatentDaniel VelasquezNoch keine Bewertungen
- PATENTED FEB, 6, 1906.: Stopper For BottlesDokument3 SeitenPATENTED FEB, 6, 1906.: Stopper For BottlesDiogo CorreaNoch keine Bewertungen
- 5425163Dokument6 Seiten5425163metamorphosisgrNoch keine Bewertungen
- Basic Distillation Equipment and Operation: Main Components of Distillation ColumnsDokument17 SeitenBasic Distillation Equipment and Operation: Main Components of Distillation ColumnskamlNoch keine Bewertungen
- No Restriction Skimmer Basket Weight PatentDokument7 SeitenNo Restriction Skimmer Basket Weight PatentAnthony BaskovitzNoch keine Bewertungen
- Wellbore Servicing Compositions andDokument32 SeitenWellbore Servicing Compositions andarjun prajapatiNoch keine Bewertungen
- Teal. A 2.É.: Aug. 7, 1945. W. J. Cotton 2,381,210Dokument4 SeitenTeal. A 2.É.: Aug. 7, 1945. W. J. Cotton 2,381,210juzmailmaNoch keine Bewertungen
- Sept. 20, 1955 H. W. Hudspeth 2,718,435: Filed July 22, 1952 2 Sheets-Sheet LDokument4 SeitenSept. 20, 1955 H. W. Hudspeth 2,718,435: Filed July 22, 1952 2 Sheets-Sheet LRakeshNoch keine Bewertungen
- 8 Us1706281Dokument5 Seiten8 Us1706281Stajic MilanNoch keine Bewertungen
- Jan. 16, 1962 J. A. Lyne 3:016w99l: Filed Jan. 26, 1959 2 Sheets-Sheet 1Dokument5 SeitenJan. 16, 1962 J. A. Lyne 3:016w99l: Filed Jan. 26, 1959 2 Sheets-Sheet 1luiscremaschiNoch keine Bewertungen
- Types of DistillationDokument25 SeitenTypes of Distillationdankshavali shaikNoch keine Bewertungen
- The Respiratory Structures and Breathing Mechanisms of The FishDokument12 SeitenThe Respiratory Structures and Breathing Mechanisms of The FishLyana AhmadNoch keine Bewertungen
- The Mirror of Literature, Amusement, and Instruction Volume 10, No. 287, December 15, 1827Von EverandThe Mirror of Literature, Amusement, and Instruction Volume 10, No. 287, December 15, 1827Noch keine Bewertungen
- CH Heat TransferDokument18 SeitenCH Heat TransferVinayKumarNoch keine Bewertungen
- Solubility of Phenol: From CAMEO ChemicalsDokument2 SeitenSolubility of Phenol: From CAMEO ChemicalsPatricia MirandaNoch keine Bewertungen
- Basis and ParametersDokument6 SeitenBasis and ParametersPatricia MirandaNoch keine Bewertungen
- Vacuum Distillation 1 D - 101: Technological Institute of The PhilippinesDokument21 SeitenVacuum Distillation 1 D - 101: Technological Institute of The PhilippinesPatricia MirandaNoch keine Bewertungen
- Technological Institute of TheDokument5 SeitenTechnological Institute of ThePatricia MirandaNoch keine Bewertungen
- Phenol Crystals Canco Market (With Specification)Dokument4 SeitenPhenol Crystals Canco Market (With Specification)Patricia MirandaNoch keine Bewertungen
- Centrifugation DesignDokument1 SeiteCentrifugation DesignPatricia MirandaNoch keine Bewertungen
- TankDokument8 SeitenTankPatricia MirandaNoch keine Bewertungen
- Chemical Engineering Calculations 1Dokument12 SeitenChemical Engineering Calculations 1Kristien Mckay100% (2)
- 442-032 PDF PDFDokument12 Seiten442-032 PDF PDFCalNoch keine Bewertungen
- References of The Values UsedDokument3 SeitenReferences of The Values UsedPatricia MirandaNoch keine Bewertungen
- Printer LetterDokument1 SeitePrinter LetterPatricia MirandaNoch keine Bewertungen
- CentriDokument6 SeitenCentriPatricia MirandaNoch keine Bewertungen
- Crystallizer DesignDokument8 SeitenCrystallizer DesignPatricia MirandaNoch keine Bewertungen
- Technological Institute of The PhilippinesDokument37 SeitenTechnological Institute of The PhilippinesPatricia MirandaNoch keine Bewertungen
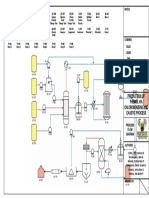
- Production of Phenol Via Chlorobenzene and Caustic ProcessDokument1 SeiteProduction of Phenol Via Chlorobenzene and Caustic ProcessPatricia MirandaNoch keine Bewertungen
- PROCESS 3 (Chlorobenzene and Caustic Process) PDFDokument42 SeitenPROCESS 3 (Chlorobenzene and Caustic Process) PDFPatricia Miranda100% (1)
- PFD Process 3Dokument1 SeitePFD Process 3Patricia MirandaNoch keine Bewertungen
- Technological Institute of The PhilippinesDokument37 SeitenTechnological Institute of The PhilippinesPatricia MirandaNoch keine Bewertungen
- Cholorobenzene ProductionDokument32 SeitenCholorobenzene ProductionAntarim Dutta85% (13)
- Benzenesulfonation Pros and ConsDokument1 SeiteBenzenesulfonation Pros and ConsPatricia MirandaNoch keine Bewertungen
- Technological Institute of TheDokument5 SeitenTechnological Institute of ThePatricia MirandaNoch keine Bewertungen
- Process 2 PFD 2Dokument1 SeiteProcess 2 PFD 2Patricia MirandaNoch keine Bewertungen
- Production of Phenol Via Chlorobenzene and Caustic Process: NotesDokument1 SeiteProduction of Phenol Via Chlorobenzene and Caustic Process: NotesPatricia MirandaNoch keine Bewertungen
- Heat Exchanger Data Sheet HX3Dokument2 SeitenHeat Exchanger Data Sheet HX3Patricia MirandaNoch keine Bewertungen
- Distillation Column 1 - (D01)Dokument20 SeitenDistillation Column 1 - (D01)Patricia MirandaNoch keine Bewertungen
- H.E WordDokument62 SeitenH.E WordPatricia MirandaNoch keine Bewertungen
- Spec SheetDokument7 SeitenSpec SheetPatricia MirandaNoch keine Bewertungen
- Reflux DrumsDokument40 SeitenReflux DrumsPatricia MirandaNoch keine Bewertungen
- Material and Equipment Standard: IPS-M-ME-120Dokument19 SeitenMaterial and Equipment Standard: IPS-M-ME-120Ak OraNoch keine Bewertungen
- Blow Mould DesignDokument78 SeitenBlow Mould Designabhi858100% (13)
- Sethard S100 - TDSDokument2 SeitenSethard S100 - TDSYousef HalasehNoch keine Bewertungen
- 1 s2.0 S0045206823005746 MainDokument14 Seiten1 s2.0 S0045206823005746 MainThaís ChouinNoch keine Bewertungen
- Chemistry and Sport Swimming PresentationDokument18 SeitenChemistry and Sport Swimming PresentationaniketbondeNoch keine Bewertungen
- PPH 4069Dokument1 SeitePPH 4069tranoNoch keine Bewertungen
- Carbon Dioxide Adborption Into Promoted Potassium Carbonate SolutionsDokument13 SeitenCarbon Dioxide Adborption Into Promoted Potassium Carbonate SolutionsLucia RojasNoch keine Bewertungen
- Flash Smelting of Copper - WebinarIAMET - FinalDokument87 SeitenFlash Smelting of Copper - WebinarIAMET - FinalwanNoch keine Bewertungen
- Change Font Brochure DesignDokument2 SeitenChange Font Brochure DesignForeverNoch keine Bewertungen
- MTO AssignmentDokument4 SeitenMTO AssignmentBishal LamichhaneNoch keine Bewertungen
- DLL - Science 4 - Q2 - W5Dokument7 SeitenDLL - Science 4 - Q2 - W5Judy Mae LacsonNoch keine Bewertungen
- Chemistry Preboard-2 Bhopal Set-2 (MS) PDFDokument11 SeitenChemistry Preboard-2 Bhopal Set-2 (MS) PDFps akashNoch keine Bewertungen
- The Influence of Chromium Content On Wear and Corrosion Behavior of Surface AlloyedDokument10 SeitenThe Influence of Chromium Content On Wear and Corrosion Behavior of Surface AlloyedBurag HamparyanNoch keine Bewertungen
- Inertol Poxitar: 2 Component, Heavy Duty, Coal Tar Based Epoxy Coating For Steel and ConcreteDokument4 SeitenInertol Poxitar: 2 Component, Heavy Duty, Coal Tar Based Epoxy Coating For Steel and ConcreteGavriel NgNoch keine Bewertungen
- Geotextiles and Geomembranes: Properties, Production and Engineering ApplicationsDokument16 SeitenGeotextiles and Geomembranes: Properties, Production and Engineering Applicationssai srinivasNoch keine Bewertungen
- Kem Proof: Elastomeric Waterproof Exterior CoatingDokument4 SeitenKem Proof: Elastomeric Waterproof Exterior Coatingsantosh mhetreNoch keine Bewertungen
- Surfactant SDokument7 SeitenSurfactant SElsa Margarida LoureiroNoch keine Bewertungen
- PI EGGER Edging ABS enDokument6 SeitenPI EGGER Edging ABS enArki ValaNoch keine Bewertungen
- Activity Sheet in Earth and Life ScienceDokument23 SeitenActivity Sheet in Earth and Life ScienceMarife100% (4)
- KN KN KN: Design As Per Bs en 1999 1 1Dokument1 SeiteKN KN KN: Design As Per Bs en 1999 1 1Giri DharanNoch keine Bewertungen
- Daftar Obat Untuk Formularium RSHBH FinalDokument13 SeitenDaftar Obat Untuk Formularium RSHBH FinalReza Yuni SandraNoch keine Bewertungen
- Construction Materials: Assignment ReportDokument7 SeitenConstruction Materials: Assignment ReportKiệt ĐỗNoch keine Bewertungen
- Manufacturing Process of Molasses Based Disttilery 07042020Dokument24 SeitenManufacturing Process of Molasses Based Disttilery 07042020Ankush GiriNoch keine Bewertungen
- Cast It2000Dokument5 SeitenCast It2000jkpolino85Noch keine Bewertungen
- ChemistryDokument65 SeitenChemistrySachin YadavNoch keine Bewertungen
- Ebere EC. 2019Dokument7 SeitenEbere EC. 2019Liliana GutierrezNoch keine Bewertungen
- 93234700-4702 Monolec PDFDokument6 Seiten93234700-4702 Monolec PDFDeltalube TangerangNoch keine Bewertungen
- Introduction To Nucleic AcidsDokument11 SeitenIntroduction To Nucleic AcidsAsif AliNoch keine Bewertungen
- Rabigh PR200706Dokument62 SeitenRabigh PR200706AbdulaheemNoch keine Bewertungen
- Belzona Coating Guide For CUI and Atmospheric CorrosionDokument2 SeitenBelzona Coating Guide For CUI and Atmospheric CorrosionfraemddNoch keine Bewertungen