Das könnte Ihnen auch gefallen
- Warning:: P/N 1094579A Versablue Melter Coupling ReplacementDokument2 SeitenWarning:: P/N 1094579A Versablue Melter Coupling ReplacementJhonson Shut DownNoch keine Bewertungen
- RG6 Cable Mounting InstructionsDokument2 SeitenRG6 Cable Mounting InstructionsStaffan FogelbergNoch keine Bewertungen
- LT36073 0Dokument6 SeitenLT36073 0Cristian Navarro AriasNoch keine Bewertungen
- 2007 HD TouringDokument68 Seiten2007 HD TouringRod SturgeonNoch keine Bewertungen
- Instruction Sheet: WE 37 & WE46 Flexwell Waveguide Flaring and Connector AssemblyDokument2 SeitenInstruction Sheet: WE 37 & WE46 Flexwell Waveguide Flaring and Connector AssemblysamiNoch keine Bewertungen
- Crimp Instructions For Amphenol BNC Plugs: Step 1 Step 2 Step 3Dokument1 SeiteCrimp Instructions For Amphenol BNC Plugs: Step 1 Step 2 Step 3KAZIMALI25Noch keine Bewertungen
- TNC ConectorDokument2 SeitenTNC ConectorLong ComtechNoch keine Bewertungen
- Instruction Sheet: Flexwell Waveguide Flaring and Connector AssemblyDokument2 SeitenInstruction Sheet: Flexwell Waveguide Flaring and Connector AssemblysamiNoch keine Bewertungen
- Caution: Maintenance InformationDokument6 SeitenCaution: Maintenance InformationCarlos PerezNoch keine Bewertungen
- At-Sealing Replacement (GB)Dokument4 SeitenAt-Sealing Replacement (GB)George LapusneanuNoch keine Bewertungen
- SES eDokument1 SeiteSES erizky randaNoch keine Bewertungen
- Mercruiser Mechanical Trim Actuator Installation - 846063A1Dokument7 SeitenMercruiser Mechanical Trim Actuator Installation - 846063A1JeffNoch keine Bewertungen
- Grinnell Mechanical Products Figure 61 Flange Adapter For Joining Copper Tubing (CTS) Installation / Assembly InstructionsDokument2 SeitenGrinnell Mechanical Products Figure 61 Flange Adapter For Joining Copper Tubing (CTS) Installation / Assembly InstructionsMina MagdyNoch keine Bewertungen
- Two Brothers Exhaust System InstallDokument2 SeitenTwo Brothers Exhaust System InstallShinobiNoch keine Bewertungen
- IM&OM - PC-AR - enDokument12 SeitenIM&OM - PC-AR - enzodenapeNoch keine Bewertungen
- I & M Mark Ed & Et Series 8-Inch: Ntroduction AintenanceDokument11 SeitenI & M Mark Ed & Et Series 8-Inch: Ntroduction AintenanceDanel GonzalezNoch keine Bewertungen
- Vciom 06062 enDokument4 SeitenVciom 06062 enJoeNoch keine Bewertungen
- (Student) T3 FastenerDokument23 Seiten(Student) T3 FastenerZAMEER AKRAM ABDUL WAHABNoch keine Bewertungen
- Crimping Die Assemblies 58166 - For Shielded Data Link (SDL) ConnectorsDokument5 SeitenCrimping Die Assemblies 58166 - For Shielded Data Link (SDL) ConnectorszavabossNoch keine Bewertungen
- Rosso 1 Eng 2019Dokument40 SeitenRosso 1 Eng 2019vladatanNoch keine Bewertungen
- 5600 Shifter ServiceDokument1 Seite5600 Shifter ServiceMichaelRMilaniNoch keine Bewertungen
- Multipole Low Voltage: Cable Assembly InstructionsDokument3 SeitenMultipole Low Voltage: Cable Assembly Instructionsbo cephusNoch keine Bewertungen
- 8 Er H L HU UH UH L L UH H H H U: 1/ Single-Strand Unit (1F13/1F15)Dokument3 Seiten8 Er H L HU UH UH L L UH H H H U: 1/ Single-Strand Unit (1F13/1F15)Huy Nguyen VanNoch keine Bewertungen
- Samiflex en Product CatalogDokument16 SeitenSamiflex en Product CatalogFitsum TadesseNoch keine Bewertungen
- On-Center Compliant Contacts Reference Guide REV ADokument5 SeitenOn-Center Compliant Contacts Reference Guide REV AAlainckv MaligadNoch keine Bewertungen
- Broschyr 7 Eng PDFDokument16 SeitenBroschyr 7 Eng PDFNebojša JovanovićNoch keine Bewertungen
- Fischer Connectors Cable Assembly Instructions Core Series Multipole Low Voltage 107Dokument4 SeitenFischer Connectors Cable Assembly Instructions Core Series Multipole Low Voltage 107jeannotlusiku1Noch keine Bewertungen
- Stainless Steel ANSI Pipe Flanges - A Guide: 1. What Type of Flange Is Required?Dokument5 SeitenStainless Steel ANSI Pipe Flanges - A Guide: 1. What Type of Flange Is Required?Utada HikaruNoch keine Bewertungen
- Installation Instruction No. 132101F/02.2008 Seik 14, 24, 34Dokument5 SeitenInstallation Instruction No. 132101F/02.2008 Seik 14, 24, 34Sonia Noval LlorianNoch keine Bewertungen
- Assembly Instruction Vossringm GBDokument1 SeiteAssembly Instruction Vossringm GBshunmugaNoch keine Bewertungen
- 9K688NDokument7 Seiten9K688NHelar Armejo VasquezNoch keine Bewertungen
- Installation Instructions: Product DescriptionDokument4 SeitenInstallation Instructions: Product DescriptionHữu Khánh NguyễnNoch keine Bewertungen
- B 8086 Dfe 0Dokument2 SeitenB 8086 Dfe 0Ginés Ballesteros SorianoNoch keine Bewertungen
- Size Chart O'RingsDokument57 SeitenSize Chart O'Ringscygnus marine panamaNoch keine Bewertungen
- Instruction Guide Combiflex Crimping ToolDokument2 SeitenInstruction Guide Combiflex Crimping ToolAE,110 KV KanjikodeNoch keine Bewertungen
- Instruction Sheet Is Js1615: - Style Number Js1615Bn:: Package ContentsDokument3 SeitenInstruction Sheet Is Js1615: - Style Number Js1615Bn:: Package Contentsdayshift5Noch keine Bewertungen
- Cellpack Contrax Joints PDFDokument4 SeitenCellpack Contrax Joints PDFAmit BhatiaNoch keine Bewertungen
- Epp 0407-10-01Dokument6 SeitenEpp 0407-10-01galicruNoch keine Bewertungen
- Csti - HDLDDokument6 SeitenCsti - HDLDQuang Kien NguyenNoch keine Bewertungen
- Contactor 3TS47, 3TS48: Operating InstructionsDokument7 SeitenContactor 3TS47, 3TS48: Operating Instructionsemilce RiveraNoch keine Bewertungen
- A4 LDDokument1 SeiteA4 LDOmar Molina100% (1)
- Butterfly Valve For Mixing StationDokument3 SeitenButterfly Valve For Mixing StationMech MallNoch keine Bewertungen
- Mahula de PeçasDokument411 SeitenMahula de PeçasRUBSONMOTANoch keine Bewertungen
- Havana Semi Flush Fitting InstructionsDokument2 SeitenHavana Semi Flush Fitting InstructionsMuratNoch keine Bewertungen
- Para-Flex Couplings: Includes ATEX Certified Couplings Instruction ManualDokument4 SeitenPara-Flex Couplings: Includes ATEX Certified Couplings Instruction Manualrrobles011Noch keine Bewertungen
- 2-3/4" Perforating Shock Absorber Assembly ProceduresDokument10 Seiten2-3/4" Perforating Shock Absorber Assembly ProceduresCuenta InformacionNoch keine Bewertungen
- Assembly Instruction - REAN Stage BoxDokument2 SeitenAssembly Instruction - REAN Stage BoxGladys TseNoch keine Bewertungen
- Freno Warner 1Dokument4 SeitenFreno Warner 1javier castilloNoch keine Bewertungen
- Flexible Hose Ins.+Test.Dokument3 SeitenFlexible Hose Ins.+Test.Filip NikolevskiNoch keine Bewertungen
- Tomahawk: D-RegionDokument8 SeitenTomahawk: D-RegionSSS999Noch keine Bewertungen
- Series: Insert FittingsDokument7 SeitenSeries: Insert FittingsDiogo CarameloNoch keine Bewertungen
- clmt0365 0211Dokument2 Seitenclmt0365 0211manuel paredesNoch keine Bewertungen
- ETP Shaft BushingDokument2 SeitenETP Shaft Bushingeng_moh04Noch keine Bewertungen
- Operating Instructions: Nose & Ear Hair TrimmerDokument2 SeitenOperating Instructions: Nose & Ear Hair TrimmerMohamed HassanNoch keine Bewertungen
- INSTRUCTIONS-Fixed VersionDokument4 SeitenINSTRUCTIONS-Fixed VersionKrakaNoch keine Bewertungen
- Instruction Sheet Is-Da9010 Style Number: Da9010Ib: Package ContentsDokument3 SeitenInstruction Sheet Is-Da9010 Style Number: Da9010Ib: Package Contentsdayshift5Noch keine Bewertungen
- Tyco Electronic RJ45 ConnectorDokument17 SeitenTyco Electronic RJ45 Connectorafiq danialNoch keine Bewertungen
- Electromagnetic Clutches and Couplings: International Series of Monographs on Electronics and InstrumentationVon EverandElectromagnetic Clutches and Couplings: International Series of Monographs on Electronics and InstrumentationBewertung: 4 von 5 Sternen4/5 (1)
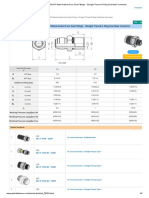
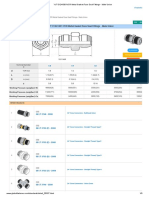
- YJT 01240803VCR Metal Gasket Face Seal Fittings - Straight Thread O-Ring Seal Male ConnectorDokument3 SeitenYJT 01240803VCR Metal Gasket Face Seal Fittings - Straight Thread O-Ring Seal Male ConnectorEr.Amritpal SinghNoch keine Bewertungen
- YJT 01241103VCR Metal Gasket Face Seal Fittings - Reducing Adapter PDFDokument3 SeitenYJT 01241103VCR Metal Gasket Face Seal Fittings - Reducing Adapter PDFEr.Amritpal SinghNoch keine Bewertungen
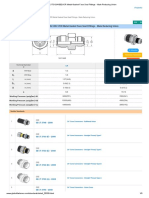
- YJT 01241002VCR Metal Gasket Face Seal Fittings - Male Reducing UnionDokument3 SeitenYJT 01241002VCR Metal Gasket Face Seal Fittings - Male Reducing UnionEr.Amritpal SinghNoch keine Bewertungen
- YJT 01241001VCR Metal Gasket Face Seal Fittings - Male UnionDokument3 SeitenYJT 01241001VCR Metal Gasket Face Seal Fittings - Male UnionEr.Amritpal SinghNoch keine Bewertungen
- Technical Handbook Parker PDFDokument64 SeitenTechnical Handbook Parker PDFNemoz Zr100% (1)
- YJT 01240802VCR Metal Gasket Face Seal Fittings - Male NPT Bulkhead ConnectorDokument3 SeitenYJT 01240802VCR Metal Gasket Face Seal Fittings - Male NPT Bulkhead ConnectorEr.Amritpal SinghNoch keine Bewertungen
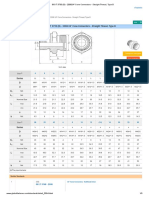
- 1CF43 Female Metric L - Swivel 90° Elbow (24° Cone With O-Ring) ISO 12151-2 - SWEDokument1 Seite1CF43 Female Metric L - Swivel 90° Elbow (24° Cone With O-Ring) ISO 12151-2 - SWEEr.Amritpal SinghNoch keine Bewertungen
- DIN-2353 Metrics - Hose and Fittings SourceDokument18 SeitenDIN-2353 Metrics - Hose and Fittings SourceEr.Amritpal SinghNoch keine Bewertungen
- Mask EngDokument1 SeiteMask EngDheeraj GoyalNoch keine Bewertungen
- Jic Hydraulic Fittings Size ChartDokument5 SeitenJic Hydraulic Fittings Size ChartEr.Amritpal SinghNoch keine Bewertungen
- GB - T 3733 (B) - 200824° Cone Connectors - Straight Thread, Type BDokument3 SeitenGB - T 3733 (B) - 200824° Cone Connectors - Straight Thread, Type BEr.Amritpal SinghNoch keine Bewertungen
- Global Presence. Local Expertise.: Product CatalogueDokument402 SeitenGlobal Presence. Local Expertise.: Product CatalogueEr.Amritpal SinghNoch keine Bewertungen
- GB - T 3746 - 200824° Cone Connectors - Union CrossDokument3 SeitenGB - T 3746 - 200824° Cone Connectors - Union CrossEr.Amritpal SinghNoch keine Bewertungen
- DIN 2353 - 2013non-Soldering Compression Fittings With Cylindrical Screw-In Pins Form A or B According To DIN 3852-1, DIN 3852-2Dokument3 SeitenDIN 2353 - 2013non-Soldering Compression Fittings With Cylindrical Screw-In Pins Form A or B According To DIN 3852-1, DIN 3852-2Er.Amritpal SinghNoch keine Bewertungen
- Four Easy Steps To Identify Hydraulic Threads - Parker HannifinDokument6 SeitenFour Easy Steps To Identify Hydraulic Threads - Parker HannifinEr.Amritpal SinghNoch keine Bewertungen
- DIN 2353 - 2013non-Soldering Compression Fittings With Cutting Ring For Screwed Connections With Tapered Screw-In Spigot Form C According To DIN 3852-1 and DIN 3852-2Dokument3 SeitenDIN 2353 - 2013non-Soldering Compression Fittings With Cutting Ring For Screwed Connections With Tapered Screw-In Spigot Form C According To DIN 3852-1 and DIN 3852-2Er.Amritpal SinghNoch keine Bewertungen
- Poster Corona Ad Eng PDFDokument1 SeitePoster Corona Ad Eng PDFSubhasis SarkarNoch keine Bewertungen
- 2d Checklist PDFDokument1 Seite2d Checklist PDFEr.Amritpal SinghNoch keine Bewertungen
- Self 3D Checklist For Designer/EngineerDokument1 SeiteSelf 3D Checklist For Designer/EngineerEr.Amritpal SinghNoch keine Bewertungen
- Self 3D Checklist For Designer/EngineerDokument1 SeiteSelf 3D Checklist For Designer/EngineerEr.Amritpal SinghNoch keine Bewertungen
- 2d Checklist PDFDokument1 Seite2d Checklist PDFEr.Amritpal SinghNoch keine Bewertungen
- Do - 026 - s2023 (Item 624 Roadway Lighting)Dokument13 SeitenDo - 026 - s2023 (Item 624 Roadway Lighting)QWERTY YUYUPNoch keine Bewertungen
- Panasonic TC-P42X5 Service ManualDokument74 SeitenPanasonic TC-P42X5 Service ManualManager iDClaimNoch keine Bewertungen
- ITmk3 TechnologyDokument8 SeitenITmk3 Technologyferozcan100% (1)
- Knan, Knaf, Onan, OnafDokument2 SeitenKnan, Knaf, Onan, Onafponnarasu8250% (2)
- Monthly ReportDokument15 SeitenMonthly ReportMae Ann GonzalesNoch keine Bewertungen
- Sub Sec 1 To 9Dokument7 SeitenSub Sec 1 To 9khan4luvNoch keine Bewertungen
- Dr. Fixit RaincoatDokument2 SeitenDr. Fixit RaincoatnivasshaanNoch keine Bewertungen
- Cat Casseforme UKDokument12 SeitenCat Casseforme UKMilan UljarevicNoch keine Bewertungen
- Printing On Proteinic FabricsDokument10 SeitenPrinting On Proteinic FabricsDÃljït Sīñgh100% (1)
- Clay Treatment of Fuel White PaperDokument3 SeitenClay Treatment of Fuel White PaperGiuliano Castellani CiodaroNoch keine Bewertungen
- Arinc 600 Series: Rack & Panel Rectangular ConnectorsDokument48 SeitenArinc 600 Series: Rack & Panel Rectangular Connectorstousif111Noch keine Bewertungen
- Alulight Datasheets En2006Dokument8 SeitenAlulight Datasheets En2006DaniNoch keine Bewertungen
- Crown Cork & SealDokument8 SeitenCrown Cork & Sealtconn8276100% (1)
- Energies 13 00610 v2 PDFDokument25 SeitenEnergies 13 00610 v2 PDFIsmail ŞahbazNoch keine Bewertungen
- 1.ehs Hydro Unit Eu Ib Db68-07003a-03 en 20181219Dokument62 Seiten1.ehs Hydro Unit Eu Ib Db68-07003a-03 en 20181219ion tNoch keine Bewertungen
- "Strength and Analysis of Basalt Fibre in Concrete": Project Seminar OnDokument29 Seiten"Strength and Analysis of Basalt Fibre in Concrete": Project Seminar OnArsam Haq100% (1)
- Tripura University (A Central University) : Material Science & Engineering M. Tech 2 Semester Session-2020-2021Dokument16 SeitenTripura University (A Central University) : Material Science & Engineering M. Tech 2 Semester Session-2020-2021Abhijit RoyNoch keine Bewertungen
- JDokument36 SeitenJmaizansofiaNoch keine Bewertungen
- FlorosparticDokument3 SeitenFlorosparticCarlos Rojas HandalNoch keine Bewertungen
- RT3 Straight BladeDokument34 SeitenRT3 Straight Bladecamohunter71Noch keine Bewertungen
- Bosch Catalog - Edition 2014Dokument456 SeitenBosch Catalog - Edition 2014longtrandang5867Noch keine Bewertungen
- Caleb Catalogue DiscspringDokument5 SeitenCaleb Catalogue DiscspringsantoshNoch keine Bewertungen
- Operation & Maintenance of Plug Valves PDFDokument5 SeitenOperation & Maintenance of Plug Valves PDFعزت عبد المنعمNoch keine Bewertungen
- PV 1303Dokument10 SeitenPV 1303tufantasma100% (2)
- Elective Course (2) - Composite Materials MET 443Dokument16 SeitenElective Course (2) - Composite Materials MET 443يوسف عادل حسانينNoch keine Bewertungen
- Material Reconciliation - PDF REVISEDDokument32 SeitenMaterial Reconciliation - PDF REVISEDSrinivasan RanganathanNoch keine Bewertungen
- Clg855h (Gcic t2) Service Manual 202007002-EnDokument642 SeitenClg855h (Gcic t2) Service Manual 202007002-EnRicky Safira zahiraNoch keine Bewertungen
- Oxidation ChemGuideDokument17 SeitenOxidation ChemGuideShopneel MHNoch keine Bewertungen
- What Really Happens To The Plastic You Throw Away?: Emma Bryce - TED-EdDokument1 SeiteWhat Really Happens To The Plastic You Throw Away?: Emma Bryce - TED-EdJennefer Gudao AranillaNoch keine Bewertungen
- Finish Machine Presentation - July12-1Dokument28 SeitenFinish Machine Presentation - July12-1MehtaMilanNoch keine Bewertungen