Das könnte Ihnen auch gefallen
- Cib1808 PDFDokument3.076 SeitenCib1808 PDFf_dbdominguesNoch keine Bewertungen
- Autogenous Shrinkage of ConcreteDokument197 SeitenAutogenous Shrinkage of ConcreteraviupparNoch keine Bewertungen
- 05 - Soil StabilizationDokument23 Seiten05 - Soil StabilizationJonathan MamburamNoch keine Bewertungen
- Probabilistic service life model of RC structures subjected to the combined effect of chloride-induced corrosion and cyclic loadingVon EverandProbabilistic service life model of RC structures subjected to the combined effect of chloride-induced corrosion and cyclic loadingNoch keine Bewertungen
- Concrete from Grey to Green: Gammon's Sustainable SolutionsDokument12 SeitenConcrete from Grey to Green: Gammon's Sustainable SolutionsOmar Marghani SalmaNoch keine Bewertungen
- 1st Building Material Congress in Serbia focuses on sustainable constructionDokument28 Seiten1st Building Material Congress in Serbia focuses on sustainable constructionAleksej Daniel GermanovichNoch keine Bewertungen
- Report of Investigation: National Institute of Standards & TechnologyDokument10 SeitenReport of Investigation: National Institute of Standards & Technology박만진Noch keine Bewertungen
- 7 - The Consultants View On Service Life DesignDokument18 Seiten7 - The Consultants View On Service Life Designjs tiNoch keine Bewertungen
- From The Science of Materials To The Engineering of Materials: Cements and ConcretesDokument3 SeitenFrom The Science of Materials To The Engineering of Materials: Cements and ConcretesTarek ChikerNoch keine Bewertungen
- Life Cycle ConcreteDokument32 SeitenLife Cycle ConcreteWilliam BaileyNoch keine Bewertungen
- Service Life Prediction of Concrete StructuresDokument18 SeitenService Life Prediction of Concrete Structuresstructure123Noch keine Bewertungen
- Greening the Concrete Industry for Sustainable DevelopmentDokument6 SeitenGreening the Concrete Industry for Sustainable DevelopmentsuranjanacNoch keine Bewertungen
- An Overview of the Properties of Self Compacting ConcreteDokument9 SeitenAn Overview of the Properties of Self Compacting ConcreteMohamedRaahimNoch keine Bewertungen
- Concrete Durability in Persian Gulf PDFDokument14 SeitenConcrete Durability in Persian Gulf PDFMahmood MuftiNoch keine Bewertungen
- TVBM 3104Dokument257 SeitenTVBM 3104Bianca CalderónNoch keine Bewertungen
- Gfrpworkshop 2016 Aci c440 PDFDokument25 SeitenGfrpworkshop 2016 Aci c440 PDFromoexNoch keine Bewertungen
- Silica FumeDokument24 SeitenSilica FumeRatna Sai0% (1)
- Fabrication Guidelines for Reinforcement CagesDokument21 SeitenFabrication Guidelines for Reinforcement Cagesfruitplus.epalNoch keine Bewertungen
- Service Life Prediction of R.C Structure Incorporated With GGBS & Silicafume Subjected To Chloride Ion PenetrationDokument8 SeitenService Life Prediction of R.C Structure Incorporated With GGBS & Silicafume Subjected To Chloride Ion PenetrationnagarajuNoch keine Bewertungen
- WHITE BOOK Revision 2016 ExternalDokument74 SeitenWHITE BOOK Revision 2016 ExternalfabcarranzaNoch keine Bewertungen
- Engineering Materials: CementDokument26 SeitenEngineering Materials: CementSathvika KodimyalaNoch keine Bewertungen
- 234r - 96 Silica Fume PDFDokument51 Seiten234r - 96 Silica Fume PDFRonaldo HertezNoch keine Bewertungen
- Corrosion Evaluation of Geopolymer Concrete Made With Fly Ash and Bottom AshDokument16 SeitenCorrosion Evaluation of Geopolymer Concrete Made With Fly Ash and Bottom Ashaboodalshouha1998Noch keine Bewertungen
- Polymers in ConcreteDokument8 SeitenPolymers in Concretezacoeb_a1669Noch keine Bewertungen
- Hydration of Quaternary Portland Cement Blends Containing Blast-Furnace Slag, Siliceous Fly Ash and Limestone PowderDokument9 SeitenHydration of Quaternary Portland Cement Blends Containing Blast-Furnace Slag, Siliceous Fly Ash and Limestone PowderyinglvNoch keine Bewertungen
- Case Study The Italcementi TX ActiveDokument59 SeitenCase Study The Italcementi TX ActiveMixalis ApostolouNoch keine Bewertungen
- Technical Scope of Works For SAR-PFAP RCC Vehicle Bridge Reconstruction WorksDokument17 SeitenTechnical Scope of Works For SAR-PFAP RCC Vehicle Bridge Reconstruction WorksxonstanceNoch keine Bewertungen
- Advanced Concrete Durability (Assignment-01)Dokument5 SeitenAdvanced Concrete Durability (Assignment-01)Suzon IkramNoch keine Bewertungen
- Experimental Tests On Tunnel Precast Segmental Lining With Fiber Reinforced ConcreteDokument8 SeitenExperimental Tests On Tunnel Precast Segmental Lining With Fiber Reinforced ConcretemetropodikasNoch keine Bewertungen
- 10 XI November 2022Dokument12 Seiten10 XI November 2022IJRASETPublicationsNoch keine Bewertungen
- ECO CELL PresentationDokument12 SeitenECO CELL Presentationyuva_86Noch keine Bewertungen
- Assessing Sustainability of Concrete SystemsDokument75 SeitenAssessing Sustainability of Concrete Systemsanandhan boobalan100% (1)
- Physical and mechanical properties of pumice as coarse aggregate in concreteDokument11 SeitenPhysical and mechanical properties of pumice as coarse aggregate in concreteDelicate BantuNoch keine Bewertungen
- Super Plasticizers: Classification and Uses - Concrete TechnologyDokument8 SeitenSuper Plasticizers: Classification and Uses - Concrete TechnologyLASA VADODARANoch keine Bewertungen
- Behaviour On Geopolymer Mortar Using Granulated Blast Furnace SlagDokument5 SeitenBehaviour On Geopolymer Mortar Using Granulated Blast Furnace SlagMauricio David Ruiz OdarNoch keine Bewertungen
- Reactive Powder Concrete Done By, C.Sugashini, B. Kanchana, RA. AkshayaDokument35 SeitenReactive Powder Concrete Done By, C.Sugashini, B. Kanchana, RA. AkshayaAkshaya RohiniNoch keine Bewertungen
- Sustainable Concrete by Mehta ArticleDokument10 SeitenSustainable Concrete by Mehta ArticleAnonymous LcR6ykPBT100% (1)
- Time To Failure For Concrete Exposed To Severe Sulfate AttackDokument7 SeitenTime To Failure For Concrete Exposed To Severe Sulfate AttackTomás Venegas PardoNoch keine Bewertungen
- Code of Practice For Concrete Road Bridges Irc:112: ULS For Linear ElementsDokument6 SeitenCode of Practice For Concrete Road Bridges Irc:112: ULS For Linear ElementsSony JsdNoch keine Bewertungen
- Earthquake isolation method with variable natural frequencyVon EverandEarthquake isolation method with variable natural frequencyNoch keine Bewertungen
- Tyco UhpDokument6 SeitenTyco UhpalokNoch keine Bewertungen
- Application of Geopolymer Concrete AppliDokument5 SeitenApplication of Geopolymer Concrete AppliTrúc LyNoch keine Bewertungen
- Article 3 - Applications and Properties of Fibre Reinforced ConcreteDokument9 SeitenArticle 3 - Applications and Properties of Fibre Reinforced Concretesara.marrok17Noch keine Bewertungen
- CarbonCure Whitepaper Impact of CO2 Utilization in Fresh Concrete On Corrosion of Steel ReinforcementDokument6 SeitenCarbonCure Whitepaper Impact of CO2 Utilization in Fresh Concrete On Corrosion of Steel ReinforcementSakineNoch keine Bewertungen
- Silica Fume 5 PDFDokument14 SeitenSilica Fume 5 PDFNour KottiNoch keine Bewertungen
- Earthquake Resistant Design and Risk ReductionVon EverandEarthquake Resistant Design and Risk ReductionBewertung: 4 von 5 Sternen4/5 (1)
- Research Paper On Optimum Addition of Glass Powder in For Replacement of CementDokument5 SeitenResearch Paper On Optimum Addition of Glass Powder in For Replacement of CementJain SourabhNoch keine Bewertungen
- Novel magnesium phosphate cements with high early strength and antibacterial propertiesDokument9 SeitenNovel magnesium phosphate cements with high early strength and antibacterial propertiesma greNoch keine Bewertungen
- Precast Elements Made of UHPC: - From Research To ApplicationDokument54 SeitenPrecast Elements Made of UHPC: - From Research To ApplicationMohamed Yousuf100% (1)
- Pengaruh Penambahan Serat Roving Terhada PDFDokument13 SeitenPengaruh Penambahan Serat Roving Terhada PDFRifki RizalNoch keine Bewertungen
- Spin Tanzania Rajzer 2012Dokument64 SeitenSpin Tanzania Rajzer 2012Cassio MarquesNoch keine Bewertungen
- Concrete CorrosionDokument4 SeitenConcrete CorrosionAhmadYossryMuham'madNoch keine Bewertungen
- Chloride Ingress Seminar P 01 6Dokument357 SeitenChloride Ingress Seminar P 01 6cap300050% (2)
- DamsDokument54 SeitenDamsNirmal PonnambalamNoch keine Bewertungen
- Aerated Concrete Production Using Various Raw MaterialsDokument5 SeitenAerated Concrete Production Using Various Raw Materialskinley dorjee100% (1)
- Advanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionVon EverandAdvanced Opensees Algorithms, Volume 1: Probability Analysis Of High Pier Cable-Stayed Bridge Under Multiple-Support Excitations, And LiquefactionNoch keine Bewertungen
- Properties of Fresh ConcreteDokument32 SeitenProperties of Fresh ConcreteJorgeBravoG.Noch keine Bewertungen
- A Short Guide to the Types and Details of Constructing a Suspension Bridge - Including Various Arrangements of Suspension Spans, Methods of Vertical Stiffening and Wire Cables Versus Eyebar ChainsVon EverandA Short Guide to the Types and Details of Constructing a Suspension Bridge - Including Various Arrangements of Suspension Spans, Methods of Vertical Stiffening and Wire Cables Versus Eyebar ChainsNoch keine Bewertungen
- PT Voided Slab Reduces Concrete Weight By 30Dokument11 SeitenPT Voided Slab Reduces Concrete Weight By 30Saibal SahaNoch keine Bewertungen
- Acschemneuro 0c00609Dokument3 SeitenAcschemneuro 0c00609AnujKumarVermaNoch keine Bewertungen
- Graphene-Based Antibacterial PaperDokument7 SeitenGraphene-Based Antibacterial PaperAnujKumarVermaNoch keine Bewertungen
- Junior Technician (Civil Engineering)Dokument1 SeiteJunior Technician (Civil Engineering)Murali KrishnaNoch keine Bewertungen
- La CélulaDokument169 SeitenLa CélulaMarco OlguínNoch keine Bewertungen
- Dental Biomedical Waste Management: A ReviewDokument3 SeitenDental Biomedical Waste Management: A ReviewAnujKumarVermaNoch keine Bewertungen
- Bentonite Adsorption Coagulation Treatment of RecyDokument7 SeitenBentonite Adsorption Coagulation Treatment of RecyAnujKumarVermaNoch keine Bewertungen
- Bentonite Adsorption Coagulation Treatment of RecyDokument7 SeitenBentonite Adsorption Coagulation Treatment of RecyAnujKumarVermaNoch keine Bewertungen
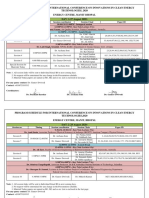
- Program Schedule For International Conference On Innovations in Clean Energy Technologies, 2020 Energy Centre, Manit Bhopal DAY 1 (27 August 2020)Dokument3 SeitenProgram Schedule For International Conference On Innovations in Clean Energy Technologies, 2020 Energy Centre, Manit Bhopal DAY 1 (27 August 2020)AnujKumarVermaNoch keine Bewertungen
- Der Pharmacia Lettre 2018Dokument14 SeitenDer Pharmacia Lettre 2018AnujKumarVermaNoch keine Bewertungen
- B Tech C T - III toVIIIDokument54 SeitenB Tech C T - III toVIIIAnujKumarVermaNoch keine Bewertungen
- Reminder Notice - Maulana Azad ScholarshipDokument4 SeitenReminder Notice - Maulana Azad ScholarshipAnujKumarVermaNoch keine Bewertungen
- Kandi - 502 285, Sangareddy, Telangana, INDIA: Indian Institute of Technology HyderabadDokument1 SeiteKandi - 502 285, Sangareddy, Telangana, INDIA: Indian Institute of Technology HyderabadAnujKumarVermaNoch keine Bewertungen
- Dry Process Kiln SystemDokument20 SeitenDry Process Kiln Systemayman11111100% (3)
- A Review On Utilization of Coconut Shell As Coarse Aggregate in ConcreteDokument3 SeitenA Review On Utilization of Coconut Shell As Coarse Aggregate in ConcreteAnujKumarVermaNoch keine Bewertungen
- Atal PDFDokument1 SeiteAtal PDFGupta S KumarNoch keine Bewertungen
- Ordinance and Syllabus: M.Sc. Biomedical ScienceDokument26 SeitenOrdinance and Syllabus: M.Sc. Biomedical ScienceAnujKumarVermaNoch keine Bewertungen
- PGP July 2020 Batch Fee Structure Wef 11 05Dokument1 SeitePGP July 2020 Batch Fee Structure Wef 11 05AnujKumarVermaNoch keine Bewertungen
- Wang2013 PDFDokument10 SeitenWang2013 PDFAnujKumarVermaNoch keine Bewertungen
- 110820final Combine Brochure With List of ExpertsDokument4 Seiten110820final Combine Brochure With List of ExpertsAnujKumarVermaNoch keine Bewertungen
- Winnefeld-2016-Phase Equilibria in The System - (Published Version)Dokument7 SeitenWinnefeld-2016-Phase Equilibria in The System - (Published Version)AnujKumarVermaNoch keine Bewertungen
- Reminder Notice - Maulana Azad ScholarshipDokument4 SeitenReminder Notice - Maulana Azad ScholarshipAnujKumarVermaNoch keine Bewertungen
- Application Guidelines for International Students Spring 2021Dokument104 SeitenApplication Guidelines for International Students Spring 2021AnujKumarVermaNoch keine Bewertungen
- UGC-CARE Indian Journals Indexed in Scopus (Source List) 14 2019Dokument19 SeitenUGC-CARE Indian Journals Indexed in Scopus (Source List) 14 2019saminaNoch keine Bewertungen
- Problems in The Cement Industry PDFDokument35 SeitenProblems in The Cement Industry PDFAnujKumarVermaNoch keine Bewertungen
- Apjee 3.4 PDFDokument9 SeitenApjee 3.4 PDFravisankarNoch keine Bewertungen
- AKTU Recruitment for Centre for Advanced Studies PositionsDokument21 SeitenAKTU Recruitment for Centre for Advanced Studies Positionskonga121Noch keine Bewertungen
- Atal PDFDokument1 SeiteAtal PDFGupta S KumarNoch keine Bewertungen
- Havan,: F - E - 2 ST IDokument3 SeitenHavan,: F - E - 2 ST IAnujKumarVermaNoch keine Bewertungen
- HARCOURT BUTLER TECHNICAL UNIVERSITY (HBTU) Job 6Dokument2 SeitenHARCOURT BUTLER TECHNICAL UNIVERSITY (HBTU) Job 6AnujKumarVermaNoch keine Bewertungen
- Test Iv (Questions Vibrant)Dokument7 SeitenTest Iv (Questions Vibrant)Manish GuptaNoch keine Bewertungen
- Clinical Chemistry Quality Control GuideDokument32 SeitenClinical Chemistry Quality Control GuideAnya Ignacio100% (1)
- Module4 AromaticsDokument6 SeitenModule4 AromaticsClaire Jean PasiaNoch keine Bewertungen
- 8 PDFDokument84 Seiten8 PDFElijah PunzalanNoch keine Bewertungen
- The D - Block ElementsDokument30 SeitenThe D - Block ElementsNandya AristaNoch keine Bewertungen
- Column Chromatography of Leaf PigmentsDokument7 SeitenColumn Chromatography of Leaf PigmentsfatevilcowNoch keine Bewertungen
- 10 1016@j Jece 2020 104205Dokument25 Seiten10 1016@j Jece 2020 104205Vignesh WarNoch keine Bewertungen
- Cuso4: Benedict'S Test Is Used To Test For Simple Carbohydrates. The Benedict'S Test Identifies Reducing SugarsDokument10 SeitenCuso4: Benedict'S Test Is Used To Test For Simple Carbohydrates. The Benedict'S Test Identifies Reducing SugarsPooja ParmarNoch keine Bewertungen
- Module 19 - Routine and Special Tissue Processing in HistopathologyDokument100 SeitenModule 19 - Routine and Special Tissue Processing in Histopathologyhot silogNoch keine Bewertungen
- Recoating Swimming Pools GuideDokument3 SeitenRecoating Swimming Pools GuideMartin huntNoch keine Bewertungen
- Cambridge Assessment International Education: Co-Ordinated Sciences 0654/42 May/June 2019Dokument12 SeitenCambridge Assessment International Education: Co-Ordinated Sciences 0654/42 May/June 2019Alex ScienceNoch keine Bewertungen
- Hexamminenickel(II) Chloride Synthesis and CharacterizationDokument2 SeitenHexamminenickel(II) Chloride Synthesis and CharacterizationHarshilGarg100% (5)
- Research ArticleDokument88 SeitenResearch ArticleManigeeNoch keine Bewertungen
- Science 9: The Variety of Carbon CompoundsDokument10 SeitenScience 9: The Variety of Carbon Compoundsrussel castilloNoch keine Bewertungen
- 11-Section 11A Roles and ResponsibilitiesDokument88 Seiten11-Section 11A Roles and ResponsibilitiesLazharNoch keine Bewertungen
- 2012 Hkdse Chem Mock 1aDokument10 Seiten2012 Hkdse Chem Mock 1aSiming Huang (。。。。。。)Noch keine Bewertungen
- Study On Partial Replacement of Coarse Aggregate With Steel SlagDokument9 SeitenStudy On Partial Replacement of Coarse Aggregate With Steel SlagIJRASETPublicationsNoch keine Bewertungen
- 2022 SAJC H2 Chem SolutionsDokument36 Seiten2022 SAJC H2 Chem SolutionsBooNoch keine Bewertungen
- General Chemistry Q4 M5Dokument16 SeitenGeneral Chemistry Q4 M5roxan clabria0% (1)
- MANAS VIDYALAYA Practical Exams 2021-22Dokument9 SeitenMANAS VIDYALAYA Practical Exams 2021-22Aditya RajNoch keine Bewertungen
- TUTORIAL 1 (Additional Questions)Dokument2 SeitenTUTORIAL 1 (Additional Questions)fatinNoch keine Bewertungen
- Study On A New Synthesis Approach of GlyphosateDokument7 SeitenStudy On A New Synthesis Approach of GlyphosateJoana AlvesNoch keine Bewertungen
- CHemistry TEST 2 Mole Concept 4ADokument3 SeitenCHemistry TEST 2 Mole Concept 4AMinorNoch keine Bewertungen
- Ajp Module-2Dokument75 SeitenAjp Module-2Naveen S BasandiNoch keine Bewertungen
- Biomolecules Research Project Acknowledgement and SummaryDokument15 SeitenBiomolecules Research Project Acknowledgement and SummaryPrajjwal Siddharth100% (5)
- Building Macromolecules - Teacher Notes and Review Questions Answer Key - Updated 2020Dokument3 SeitenBuilding Macromolecules - Teacher Notes and Review Questions Answer Key - Updated 2020Jean Filet ScipioniNoch keine Bewertungen
- Dibutyl Pthalate. DBP: Technical Data SheetDokument1 SeiteDibutyl Pthalate. DBP: Technical Data SheetYASHICA VAITTIANATHANNoch keine Bewertungen
- Quiz: Explain Critically The Production of Pig Iron From Blast Furnace (With The Aids of Diagram)Dokument2 SeitenQuiz: Explain Critically The Production of Pig Iron From Blast Furnace (With The Aids of Diagram)Alan ShelengNoch keine Bewertungen
- Lower-Sized Chitosan Nanocapsules For Transcutaneous Antigen DeliveryDokument14 SeitenLower-Sized Chitosan Nanocapsules For Transcutaneous Antigen DeliveryprivateNoch keine Bewertungen
- Semiconductor Diodes: Reference Book: Electronic Devices and Circuit Theory by Robert F. BoylestadDokument19 SeitenSemiconductor Diodes: Reference Book: Electronic Devices and Circuit Theory by Robert F. BoylestadNadim HossainNoch keine Bewertungen