Das könnte Ihnen auch gefallen
- Method Statement For Piping InstallationDokument9 SeitenMethod Statement For Piping Installationคุณพ่อน้อง บิ๊กบอส100% (12)
- Method Statement - Roof Installation 06.01.22Dokument24 SeitenMethod Statement - Roof Installation 06.01.22Md Reyazuddin100% (3)
- Flexible Hose DatasheetDokument7 SeitenFlexible Hose DatasheetchintanNoch keine Bewertungen
- Piping Fabrication and Erection ProcedureDokument15 SeitenPiping Fabrication and Erection ProcedureMuhammadChabibi83% (6)
- 000-A-Ee-0190470 Rev1 Painting Repair ProcedureDokument34 Seiten000-A-Ee-0190470 Rev1 Painting Repair Procedureonur gunes100% (2)
- Computer NetworksDokument10 SeitenComputer NetworksThe GodfatherNoch keine Bewertungen
- 4635-5-SPC-102 - 000 250 50130 Rev0 (Installation and Fusi 9D9Dokument9 Seiten4635-5-SPC-102 - 000 250 50130 Rev0 (Installation and Fusi 9D9Anonymous NupAudbjjNoch keine Bewertungen
- XG32-130-001 - Rev 1 - REV1 - SIGNED - AG PIPING ISOMETRIC DRAWING FOR WBS 130 PDFDokument606 SeitenXG32-130-001 - Rev 1 - REV1 - SIGNED - AG PIPING ISOMETRIC DRAWING FOR WBS 130 PDFjosejohn1Noch keine Bewertungen
- Methode Statement Weld & Fitup of PipeDokument14 SeitenMethode Statement Weld & Fitup of PipeRio Cristovan MantiriNoch keine Bewertungen
- B-57.481 - B - Plumbing Design CalculationDokument14 SeitenB-57.481 - B - Plumbing Design CalculationChimex KenNoch keine Bewertungen
- At DatashtDokument12 SeitenAt DatashtZhaira MhaeNoch keine Bewertungen
- S-00-1360-001 Rev.0 - FC (General Specification For Piping)Dokument11 SeitenS-00-1360-001 Rev.0 - FC (General Specification For Piping)ajmainNoch keine Bewertungen
- S-00-1390-001 Rev 0 (Hot Insulation Specifications For BOP)Dokument20 SeitenS-00-1390-001 Rev 0 (Hot Insulation Specifications For BOP)ajmain100% (1)
- INCO-MS-PIP-0005-Method Statement For (MT) Specification For The Installation of Underground Piping 2Dokument13 SeitenINCO-MS-PIP-0005-Method Statement For (MT) Specification For The Installation of Underground Piping 2Hichem BklNoch keine Bewertungen
- TUS-EQM-1931-DZ-0001-012 - 01 - Electrical Drawing HPU PDFDokument15 SeitenTUS-EQM-1931-DZ-0001-012 - 01 - Electrical Drawing HPU PDFrenzomcuevaNoch keine Bewertungen
- Inst Hook Up PDFDokument18 SeitenInst Hook Up PDFRinaBhattacharya50% (2)
- COLOR CODING FOR PIPING MATERIAL 10318-00-131-ES-0009 - Rev02Dokument11 SeitenCOLOR CODING FOR PIPING MATERIAL 10318-00-131-ES-0009 - Rev02Ananthakrishnan VNoch keine Bewertungen
- Design F PSC Pier ArmDokument34 SeitenDesign F PSC Pier ArmAmit Rawat100% (1)
- Method Statement For Inst Cable LayingDokument24 SeitenMethod Statement For Inst Cable LayingMallikarjun DevarapalliNoch keine Bewertungen
- Material Approval Submission: Jazz City KulimDokument13 SeitenMaterial Approval Submission: Jazz City KulimMuhamad Yazid Bin Md YatinNoch keine Bewertungen
- ds-06 Painting ProcedureDokument7 Seitends-06 Painting Proceduremuhammad BabarNoch keine Bewertungen
- Identification For Plumbing Piping and EquipmentDokument5 SeitenIdentification For Plumbing Piping and EquipmentEN LeedNoch keine Bewertungen
- Note Calcule CO2Dokument12 SeitenNote Calcule CO2Rachid1983Noch keine Bewertungen
- Catalogo - Rociador Nozzle - ContraincendioDokument10 SeitenCatalogo - Rociador Nozzle - ContraincendiopedroNoch keine Bewertungen
- Model E Spray Nozzles VikingDokument10 SeitenModel E Spray Nozzles VikingDeniNoch keine Bewertungen
- Tws SovDokument5 SeitenTws SovKalaivani MurugesanNoch keine Bewertungen
- Stress Basics PDFDokument67 SeitenStress Basics PDFprabu2001Noch keine Bewertungen
- Ds-Me-0018 - Mechanical Data Sheet For Overfill Prevention Valve (Rev.0)Dokument2 SeitenDs-Me-0018 - Mechanical Data Sheet For Overfill Prevention Valve (Rev.0)Panisa BanimaNoch keine Bewertungen
- NGP-000-TEL-15.04-0003!06!00 Telecom MTO For Loading AreaDokument3 SeitenNGP-000-TEL-15.04-0003!06!00 Telecom MTO For Loading Areawqs_19Noch keine Bewertungen
- 2020 1910 Embedment Tests Nail Screws 3253RPTDokument8 Seiten2020 1910 Embedment Tests Nail Screws 3253RPTMiguel SaNoch keine Bewertungen
- ANEXO B ToberaDokument13 SeitenANEXO B Toberaernesto garciaNoch keine Bewertungen
- Skh3-Ds-60-022-A4 Rev-4 11des2015Dokument15 SeitenSkh3-Ds-60-022-A4 Rev-4 11des2015sugeng wahyudiNoch keine Bewertungen
- Vendor Front Sheet: Sao Vang and Dai Nguyet Development ProjectDokument4 SeitenVendor Front Sheet: Sao Vang and Dai Nguyet Development ProjectjfdlksaNoch keine Bewertungen
- Viking Solid Cone NozzleDokument13 SeitenViking Solid Cone NozzleFurkan KadıNoch keine Bewertungen
- Plant: Tan Thang Cement Plant: Status: Issued ForDokument11 SeitenPlant: Tan Thang Cement Plant: Status: Issued ForgacongnghiepNoch keine Bewertungen
- 3 - Bid Forms For Technical ProposalDokument16 Seiten3 - Bid Forms For Technical ProposalMuhammad sajid HayatNoch keine Bewertungen
- Work Method Statement For Piping PrefabricationDokument11 SeitenWork Method Statement For Piping Prefabricationsoumaya yahyaoui100% (3)
- TQ DtttttaDokument11 SeitenTQ DtttttabecpavanNoch keine Bewertungen
- Q1Co 3000 Q1Co 3620 3620-AIT - 114: 8/7/2020 Printed: TEMPLATE REV - 1.01.01 - 16-Apr-2015 Form: 1332Dokument2 SeitenQ1Co 3000 Q1Co 3620 3620-AIT - 114: 8/7/2020 Printed: TEMPLATE REV - 1.01.01 - 16-Apr-2015 Form: 1332JHONATAN RODRIGUEZ VENTONoch keine Bewertungen
- NPT10111-PE-V-DS-621101-033 - R1 - Dial Type Level GaugeDokument5 SeitenNPT10111-PE-V-DS-621101-033 - R1 - Dial Type Level Gaugekkumar_717405Noch keine Bewertungen
- DRP001 Puc Hyo A60 160P 014a 0001 Com R6 - Te 9586 - 87 - 90 - 91Dokument16 SeitenDRP001 Puc Hyo A60 160P 014a 0001 Com R6 - Te 9586 - 87 - 90 - 91John AlmasNoch keine Bewertungen
- 10 Ultrasonic Testing Rev - 0 21.06.2019Dokument8 Seiten10 Ultrasonic Testing Rev - 0 21.06.2019Priya Kumari100% (1)
- Document Transmittal: SAW-CWCO-TR149 15 January 2013Dokument8 SeitenDocument Transmittal: SAW-CWCO-TR149 15 January 2013Budi IndraNoch keine Bewertungen
- 1520-Dtx-110-3 - Boq - CPVC Pipes Fittings Tender r2Dokument5 Seiten1520-Dtx-110-3 - Boq - CPVC Pipes Fittings Tender r2Smit BhivgadeNoch keine Bewertungen
- Hav HKN 219001 Gas Me DS 0017Dokument5 SeitenHav HKN 219001 Gas Me DS 0017bkm dizaynNoch keine Bewertungen
- Cliente / Customer Commessa N. / Job No. Impianto / Plant Water Treatment Plant - Sand Filters - Disegno N. / DWG NoDokument8 SeitenCliente / Customer Commessa N. / Job No. Impianto / Plant Water Treatment Plant - Sand Filters - Disegno N. / DWG NoSonNguyenNoch keine Bewertungen
- FOR Construction: Specifications For Identification of Piping MaterialDokument12 SeitenFOR Construction: Specifications For Identification of Piping MaterialajmainNoch keine Bewertungen
- Customer Al Khaleej Sugar Refinery Company, Jebel Ali, DubaiDokument6 SeitenCustomer Al Khaleej Sugar Refinery Company, Jebel Ali, DubaiRoshan aravinthNoch keine Bewertungen
- TDS 38Dokument3 SeitenTDS 38Vlas BogdănNoch keine Bewertungen
- Modification Elbow Procedure: Doc. No Rev. No DateDokument29 SeitenModification Elbow Procedure: Doc. No Rev. No DateMechanical Static WRKNoch keine Bewertungen
- Manual Boquillas VikingDokument15 SeitenManual Boquillas VikingCarlos Arturo Porras AbaunzaNoch keine Bewertungen
- Co ., LT D.: ASME A-106/A-106M - 2019 EDITION Material Verification The Original Markings On ProductionDokument2 SeitenCo ., LT D.: ASME A-106/A-106M - 2019 EDITION Material Verification The Original Markings On ProductionBalaji SelvarajNoch keine Bewertungen
- Viking NozzlezDokument10 SeitenViking NozzlezamardonesNoch keine Bewertungen
- MS For DI Pipe WorksDokument34 SeitenMS For DI Pipe WorksWilliam C. PasamonteNoch keine Bewertungen
- Project: Contract No: Aecom Project No.: Engineer'S Submittal No.: Revision Identifier: Contractor'S Submittal No.: Revision Identifier: SubjectDokument25 SeitenProject: Contract No: Aecom Project No.: Engineer'S Submittal No.: Revision Identifier: Contractor'S Submittal No.: Revision Identifier: SubjectalostooraNoch keine Bewertungen
- Drainage NEW Approval CopiesDokument45 SeitenDrainage NEW Approval CopiesIram StoresNoch keine Bewertungen
- RPT-1000483-PL-000-00-00-010 - Rev 1Dokument65 SeitenRPT-1000483-PL-000-00-00-010 - Rev 1process1plecoNoch keine Bewertungen
- 9192-B000-A00000-0009-0903-0001 - 02 (Existing Cable Schedule)Dokument15 Seiten9192-B000-A00000-0009-0903-0001 - 02 (Existing Cable Schedule)Pottem VanithareddyNoch keine Bewertungen
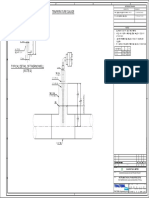
- Typical Details For Metering Skid FoundationDokument1 SeiteTypical Details For Metering Skid FoundationSaravanan SelvamaniNoch keine Bewertungen
- P.014967-D-20949-008 - R0 - 2 of 2-Typical Drawing For Installation of DRS - Above Ground PDFDokument1 SeiteP.014967-D-20949-008 - R0 - 2 of 2-Typical Drawing For Installation of DRS - Above Ground PDFSaravanan SelvamaniNoch keine Bewertungen
- TEMPERATURE GAUGE LINE MOUNTED (TYPICAL) 1 of 2Dokument1 SeiteTEMPERATURE GAUGE LINE MOUNTED (TYPICAL) 1 of 2Saravanan SelvamaniNoch keine Bewertungen
- Pressure Gauge Line MountedDokument1 SeitePressure Gauge Line MountedSaravanan SelvamaniNoch keine Bewertungen
- How To Install and Activate Adp License KeyDokument7 SeitenHow To Install and Activate Adp License KeyEd Estallo100% (1)
- Sharp Lc-32av22u LCD TV SMDokument100 SeitenSharp Lc-32av22u LCD TV SMAnna SantosNoch keine Bewertungen
- Operator'S Manual For Airprint: Multifunctional Digital Color Systems / Multifunctional Digital SystemsDokument30 SeitenOperator'S Manual For Airprint: Multifunctional Digital Color Systems / Multifunctional Digital SystemsnamNoch keine Bewertungen
- Remote Scan ClientDokument5 SeitenRemote Scan ClientnidoskantNoch keine Bewertungen
- MK 908Dokument14 SeitenMK 908Stefan DumitruNoch keine Bewertungen
- Manual Ntd29 enDokument20 SeitenManual Ntd29 enCucu MotNoch keine Bewertungen
- Data Communications Summary Forouzan PDFDokument27 SeitenData Communications Summary Forouzan PDFerwin rosumanNoch keine Bewertungen
- Thrane & Thrane Explorer 700Dokument2 SeitenThrane & Thrane Explorer 700alamgir77Noch keine Bewertungen
- LG 47LM7600 User GuideDokument176 SeitenLG 47LM7600 User Guidegoki31Noch keine Bewertungen
- TV ReviewsDokument2 SeitenTV ReviewsAsitAgrawalNoch keine Bewertungen
- ARCHOS 70 Internet TabletDokument26 SeitenARCHOS 70 Internet TabletBobapatatasNoch keine Bewertungen
- ElectronicsDokument188 SeitenElectronicsfeski2002869Noch keine Bewertungen
- HP ScannerDokument2 SeitenHP ScannerBushara MahmoudNoch keine Bewertungen
- Isup Call FlowDokument24 SeitenIsup Call Flownitish8102363eceNoch keine Bewertungen
- Mr9200 Mr9400 User ManualDokument54 SeitenMr9200 Mr9400 User ManualaleNoch keine Bewertungen
- Varranger 2 New Version PDFDokument3 SeitenVarranger 2 New Version PDFErwin syahputra Ewin0% (1)
- Explain m13 - 1 Other Technologies Tetra Gprs Edge UmtsDokument30 SeitenExplain m13 - 1 Other Technologies Tetra Gprs Edge UmtsMiguel Andres Vanegas GNoch keine Bewertungen
- Bluetooth Solution Proposed in Control Networking: Silviu PopoviciDokument9 SeitenBluetooth Solution Proposed in Control Networking: Silviu PopoviciJamielyn AmulNoch keine Bewertungen
- Lec 1 - Introduction To Wireless CommunicationDokument60 SeitenLec 1 - Introduction To Wireless CommunicationJameel AhmadNoch keine Bewertungen
- Quiz 3 MultimediaDokument6 SeitenQuiz 3 Multimediachobiipiggy26Noch keine Bewertungen
- Huawei Af23 4g Modem Router Lte Sharing Dock Specifications and ApplicationsDokument17 SeitenHuawei Af23 4g Modem Router Lte Sharing Dock Specifications and ApplicationsYassin MorangoNoch keine Bewertungen
- C7newDokument37 SeitenC7newyrompasNoch keine Bewertungen
- Motherboard - 11Dokument58 SeitenMotherboard - 11jmkcbeNoch keine Bewertungen
- Play Games On PS2 Without ModChipDokument2 SeitenPlay Games On PS2 Without ModChipJagmohan JagguNoch keine Bewertungen
- HDB 2312 ManualDokument12 SeitenHDB 2312 ManualHugo Iván Rivera TrasviñaNoch keine Bewertungen
- Linux+Guide To Linux Certification 3rd Ed PDFDokument42 SeitenLinux+Guide To Linux Certification 3rd Ed PDFJohanNoch keine Bewertungen
- Vivancomanual Ur82Dokument35 SeitenVivancomanual Ur82davidmontoyalopezNoch keine Bewertungen
- 377 Lab Manual 1.01 TDokument8 Seiten377 Lab Manual 1.01 TMohammed FareedNoch keine Bewertungen
- P2P Wireless IP Camera User Manual For PC PDFDokument12 SeitenP2P Wireless IP Camera User Manual For PC PDFArmando MedeirosNoch keine Bewertungen