Das könnte Ihnen auch gefallen
- I) Le Choix: Conversion Des Pouce / Millimètres en Pouce en MM 1/4 3/8 9,52 1/2 12,7 5/8 15,9 3/4 19Dokument6 SeitenI) Le Choix: Conversion Des Pouce / Millimètres en Pouce en MM 1/4 3/8 9,52 1/2 12,7 5/8 15,9 3/4 19HoussemTunisinoNoch keine Bewertungen
- 4 Mano-DetendeurDokument9 Seiten4 Mano-DetendeurdiarraNoch keine Bewertungen
- Baionnette CuivreDokument1 SeiteBaionnette CuivreAlexandre Alain100% (1)
- La BaionnetteDokument10 SeitenLa BaionnetteLiesHandNoch keine Bewertungen
- Corrigee TD8 GM1Dokument6 SeitenCorrigee TD8 GM1Amin's Lifestyle100% (1)
- Fascicule TP Cuivre 1Dokument34 SeitenFascicule TP Cuivre 1Ben MoussaNoch keine Bewertungen
- Ntits Tube Acier BaionnettesDokument12 SeitenNtits Tube Acier BaionnettesAlexandre AlainNoch keine Bewertungen
- Cintrage AcierDokument2 SeitenCintrage AcierAlexandre Alain0% (1)
- Fiche Methode CintrerDokument2 SeitenFiche Methode CintrerMaestro Abdellah100% (2)
- 01 SertissageDokument1 Seite01 SertissageBernard FLEURYNoch keine Bewertungen
- Travail Du CuivreDokument1 SeiteTravail Du CuivreN'GUESSANNoch keine Bewertungen
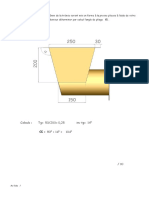
- Le Chapeau de Gendarme Acier - CompressedDokument3 SeitenLe Chapeau de Gendarme Acier - CompressedAlexandre Alain25% (4)
- TD1 Mretrologie Fichier EleveDokument4 SeitenTD1 Mretrologie Fichier EleveKouam kamguaing100% (1)
- Retreinte Forgee CentreDokument1 SeiteRetreinte Forgee Centremohamed8383Noch keine Bewertungen
- Fiches 09 16Dokument11 SeitenFiches 09 16fdgfdgdfgdgsNoch keine Bewertungen
- Hvac TH - Piquage-Droit@bord-Relevé - AcierDokument1 SeiteHvac TH - Piquage-Droit@bord-Relevé - AciermanonpomNoch keine Bewertungen
- Cintreuse A TubeDokument4 SeitenCintreuse A TubeSoufyane KhadeirNoch keine Bewertungen
- Tube Cuivre 2Dokument8 SeitenTube Cuivre 2moussaNoch keine Bewertungen
- 3 7 Cours Trigonometrie PDFDokument7 Seiten3 7 Cours Trigonometrie PDFmatmatijamelNoch keine Bewertungen
- Les JOINTS de SoudureDokument7 SeitenLes JOINTS de SoudureBoumissaNoch keine Bewertungen
- Exercice 1Dokument3 SeitenExercice 1Môn Dhèr Abdâlláh100% (1)
- 8758 E4 U42 Bts Crci 2017 Sujet PDFDokument17 Seiten8758 E4 U42 Bts Crci 2017 Sujet PDFThierry Gnasiri Godwe Hinsou100% (1)
- GJHGDokument15 SeitenGJHGAtef EljerryNoch keine Bewertungen
- Cap MBC 2020 Ep1 Elements CorrectionDokument12 SeitenCap MBC 2020 Ep1 Elements CorrectionOloufadé hafizNoch keine Bewertungen
- Type D'arc Électrique Utilisé en Soudage TIG de L'aluminium Et AlliagesDokument8 SeitenType D'arc Électrique Utilisé en Soudage TIG de L'aluminium Et AlliagesH_DEBIANENoch keine Bewertungen
- Raccord Cuivre Et GCU Informations Techniques - Inconnu (E)Dokument6 SeitenRaccord Cuivre Et GCU Informations Techniques - Inconnu (E)aretireNoch keine Bewertungen
- Cuivre AtelierDokument21 SeitenCuivre AtelierGaetan Lngn100% (1)
- Cintrage ProfDokument7 SeitenCintrage Profameg15Noch keine Bewertungen
- Le Tube Multicouche-12Dokument55 SeitenLe Tube Multicouche-12Bassime Zak100% (1)
- Les Charpentes IndustriellesDokument9 SeitenLes Charpentes IndustriellesDon Yassine100% (1)
- 2bep Ep1 td01Dokument49 Seiten2bep Ep1 td01zangoNoch keine Bewertungen
- Les Colliers Et FixationsDokument13 SeitenLes Colliers Et FixationsLiesHandNoch keine Bewertungen
- Extrait Du Livre PDFDokument10 SeitenExtrait Du Livre PDFSido BouhalNoch keine Bewertungen
- S7.8.2 Canalisation D'assainissement Et Drains CoursDokument11 SeitenS7.8.2 Canalisation D'assainissement Et Drains Coursnino100% (1)
- BTP 111-TD 4Dokument6 SeitenBTP 111-TD 4AbdelaliJlioui100% (1)
- Charp Cour M08 CM - EXDokument10 SeitenCharp Cour M08 CM - EXchaudronnierNoch keine Bewertungen
- Installateur Thermique PDFDokument16 SeitenInstallateur Thermique PDFabdsabourNoch keine Bewertungen
- Le Soudage O-ADokument7 SeitenLe Soudage O-AlachhelNoch keine Bewertungen
- Plombier Guide Pour ImmoDokument116 SeitenPlombier Guide Pour Immodoublea.archiNoch keine Bewertungen
- Compte Rendu Soudage ZDokument13 SeitenCompte Rendu Soudage ZOumayma BoudaboussNoch keine Bewertungen
- Intallation Electrique+ Installation ChauffageDokument10 SeitenIntallation Electrique+ Installation ChauffageSoror SoussouNoch keine Bewertungen
- ManuelDokument92 SeitenManuelBoualem LaichaouiNoch keine Bewertungen
- Soudage À La Flamme OxyacétyléniqueDokument9 SeitenSoudage À La Flamme Oxyacétyléniquebey100% (1)
- Correction D'examen Final CMDokument2 SeitenCorrection D'examen Final CMCara mellaNoch keine Bewertungen
- Charpentier Cap Ep1 CDokument6 SeitenCharpentier Cap Ep1 Crenaud LNoch keine Bewertungen
- TECHNO 6a (2.7 Les Escaliers Et Les Rampes) PDFDokument45 SeitenTECHNO 6a (2.7 Les Escaliers Et Les Rampes) PDFnabil100% (1)
- M16 - Chap 01 - Representation Orthogonale en Tuyauterie - ProfDokument32 SeitenM16 - Chap 01 - Representation Orthogonale en Tuyauterie - Profchaudronnier100% (1)
- Vraies Grandeurs Elèves PDFDokument10 SeitenVraies Grandeurs Elèves PDFBelangeNgafeletNoch keine Bewertungen
- Choissir Un DisconnecteurDokument6 SeitenChoissir Un DisconnecteurPascalORIO100% (1)
- Hvac TH Piquage Gueule-De-loup AcierDokument1 SeiteHvac TH Piquage Gueule-De-loup AciermanonpomNoch keine Bewertungen
- Guide-Preparation-36 CHAUDRONNERIEDokument13 SeitenGuide-Preparation-36 CHAUDRONNERIENeo PacifistaNoch keine Bewertungen
- TD N°2 Igc3Dokument10 SeitenTD N°2 Igc3BEMY MABOUHOU Wean-SimonNoch keine Bewertungen
- Soudage Oxy AcetDokument12 SeitenSoudage Oxy AcetBouraoui Ben AyedNoch keine Bewertungen
- QCM Calcul LD FN DocprofDokument1 SeiteQCM Calcul LD FN DocprofThibtouch les michelsNoch keine Bewertungen
- 0018 Plaque Signaletique PDFDokument1 Seite0018 Plaque Signaletique PDFAbdelmadjid BatirNoch keine Bewertungen
- RC Chauffage Central Actualisé - Version Corrigée LarbaouiDokument21 SeitenRC Chauffage Central Actualisé - Version Corrigée Larbaouiaggoun abdeslemNoch keine Bewertungen
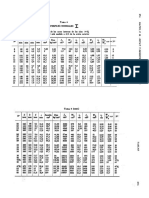
- TablasDokument4 SeitenTablasAna Lisa GamelNoch keine Bewertungen
- Brandenburg Bach ScoreDokument8 SeitenBrandenburg Bach ScoreHiNoch keine Bewertungen
- Dossier Réponse Quest 1 2Dokument3 SeitenDossier Réponse Quest 1 2Bouraoui Ben AyedNoch keine Bewertungen
- PML Er234Dokument1 SeitePML Er234Bouraoui Ben AyedNoch keine Bewertungen
- TP CisaillageDokument9 SeitenTP CisaillageSadiki OmarNoch keine Bewertungen
- Dev Mélangeur Rep2 Et PénétrationDokument1 SeiteDev Mélangeur Rep2 Et PénétrationBouraoui Ben AyedNoch keine Bewertungen
- QUESTION 1 Et 2 CorrigéDokument2 SeitenQUESTION 1 Et 2 CorrigéBouraoui Ben AyedNoch keine Bewertungen
- PML Er234Dokument1 SeitePML Er234Bouraoui Ben AyedNoch keine Bewertungen
- Dev Mélangeur Rep1A 1BDokument1 SeiteDev Mélangeur Rep1A 1BBouraoui Ben AyedNoch keine Bewertungen
- Soudag OADokument12 SeitenSoudag OABouraoui Ben AyedNoch keine Bewertungen
- LE PERCAGE. Technique - Usinage - C STDokument16 SeitenLE PERCAGE. Technique - Usinage - C STBouraoui Ben AyedNoch keine Bewertungen
- TP Cintra TubeDokument10 SeitenTP Cintra TubeAbdullah AbdullahNoch keine Bewertungen
- DE046Dokument2 SeitenDE046Bouraoui Ben AyedNoch keine Bewertungen
- Exersice Pliage 3 Ep 2Dokument1 SeiteExersice Pliage 3 Ep 2Bouraoui Ben Ayed100% (2)
- Barème de Correction Rond CarréDokument2 SeitenBarème de Correction Rond CarrémohamedNoch keine Bewertungen
- Soudage Oxy AcetDokument12 SeitenSoudage Oxy AcetBouraoui Ben AyedNoch keine Bewertungen
- Atelier Procédés Et Méthodes II TP Rached NciriDokument55 SeitenAtelier Procédés Et Méthodes II TP Rached NciriBouraoui Ben AyedNoch keine Bewertungen
- NF p22 430 - CompressDokument6 SeitenNF p22 430 - CompressBouraoui Ben AyedNoch keine Bewertungen
- Catalogue 2019 PDFDokument35 SeitenCatalogue 2019 PDFchaimaa hadouNoch keine Bewertungen
- Préparation Des BordsDokument3 SeitenPréparation Des BordsBouraoui Ben AyedNoch keine Bewertungen
- Exemple Exo Corrigé PlancherDokument50 SeitenExemple Exo Corrigé PlancherWafa KraiemNoch keine Bewertungen
- Cours N°2 Assemblages Complexes Sous M, N, VDokument105 SeitenCours N°2 Assemblages Complexes Sous M, N, VchouidiNoch keine Bewertungen
- Les Outils de TracageDokument6 SeitenLes Outils de TracageBouraoui Ben AyedNoch keine Bewertungen
- Exemple Exo Corrigé PlancherDokument50 SeitenExemple Exo Corrigé PlancherWafa KraiemNoch keine Bewertungen
- Cours CharpenteDokument69 SeitenCours Charpenteben ayed bouraoui100% (1)
- Guide Robot 2017Dokument78 SeitenGuide Robot 2017Hama Slim100% (2)
- Charpente MétalliqueDokument10 SeitenCharpente MétalliqueIng Nour-Eddine100% (9)
- Correctiondevoirdecontrolen3transmissiondemouvement2at2012 150523230912 Lva1 App6891Dokument2 SeitenCorrectiondevoirdecontrolen3transmissiondemouvement2at2012 150523230912 Lva1 App6891Bouraoui Ben AyedNoch keine Bewertungen
- Cours CharpenteDokument69 SeitenCours Charpenteben ayed bouraoui100% (1)
- TransmissiondumouvementDokument19 SeitenTransmissiondumouvementBouraoui Ben AyedNoch keine Bewertungen
- Chap12 Transmissiondumouvement 140614202630 Phpapp02Dokument19 SeitenChap12 Transmissiondumouvement 140614202630 Phpapp02Mohamed LarbiNoch keine Bewertungen
- PrésentationDokument53 SeitenPrésentationchahrazed gourariNoch keine Bewertungen
- CAP HCR Techniques Liées À La Prestation 3Dokument2 SeitenCAP HCR Techniques Liées À La Prestation 3Laurent ChiarelliNoch keine Bewertungen
- Avantage PDFDokument8 SeitenAvantage PDFIkram El gargatiNoch keine Bewertungen
- Principaux Repères Sur L'hépatite BDokument5 SeitenPrincipaux Repères Sur L'hépatite BHamza WELGONoch keine Bewertungen
- Les VacancesDokument1 SeiteLes VacancesЛара СидельниковаNoch keine Bewertungen
- Fascicule PPCE 2122Dokument29 SeitenFascicule PPCE 2122Amine BoujnahNoch keine Bewertungen
- Fiche Technique 8 Prevention Et Gestion Des Risques Lies Aux Pesticides Chimiques de Synthese Prevention and Management of Risks Associated With Synthetic Chemical PesticidesDokument20 SeitenFiche Technique 8 Prevention Et Gestion Des Risques Lies Aux Pesticides Chimiques de Synthese Prevention and Management of Risks Associated With Synthetic Chemical PesticidesHajar ChakouriNoch keine Bewertungen
- Agrumes tcm9-1865Dokument4 SeitenAgrumes tcm9-1865messaoudihakim49Noch keine Bewertungen
- A25 TP Scie Sauteuse - Doc Eleve A Completer - Les CoupesDokument6 SeitenA25 TP Scie Sauteuse - Doc Eleve A Completer - Les CoupesStef Tfh100% (1)
- L'Évangile Selon Les ProphètesDokument441 SeitenL'Évangile Selon Les ProphètesLuc MARINNoch keine Bewertungen
- Différents Types de Morphèmes - Critères de Classification-3Dokument10 SeitenDifférents Types de Morphèmes - Critères de Classification-3mourad KHF100% (2)
- Analyse Du SiteDokument20 SeitenAnalyse Du Siteyamoussa yattaraNoch keine Bewertungen
- (15,9-17) Évangile de Jésus Christ Selon Saint Jean Je Vous Ai Aimés. Demeurez Dans Mon Amour. Si Vous Gardez MesDokument4 Seiten(15,9-17) Évangile de Jésus Christ Selon Saint Jean Je Vous Ai Aimés. Demeurez Dans Mon Amour. Si Vous Gardez Mesapi-244723200Noch keine Bewertungen
- c4 08 Rodage Soupapes - Mise en Page 1Dokument1 Seitec4 08 Rodage Soupapes - Mise en Page 1swakkNoch keine Bewertungen
- Dictee Du Jour D.schweihtzer PDFDokument2 SeitenDictee Du Jour D.schweihtzer PDFRenndo Cheikh Oumar TallNoch keine Bewertungen
- Droit Bancaire PDFDokument1.056 SeitenDroit Bancaire PDFyaopierre jeanNoch keine Bewertungen
- Les Ordonnateurs 2022Dokument21 SeitenLes Ordonnateurs 2022chemmakh.dhikraNoch keine Bewertungen
- Dami HamdiDokument12 SeitenDami HamdidaminNoch keine Bewertungen
- Kentron 2414Dokument224 SeitenKentron 2414lynnsimhaserfatyhakimNoch keine Bewertungen
- Celerio Anleitung FRDokument376 SeitenCelerio Anleitung FRmohamedNoch keine Bewertungen
- Bupsy 0007-4403 1985 Num 38 372 12775 t1 0967 0000 5Dokument3 SeitenBupsy 0007-4403 1985 Num 38 372 12775 t1 0967 0000 5skn.justiceNoch keine Bewertungen
- Une Année en PSDokument182 SeitenUne Année en PSClara GrdtNoch keine Bewertungen
- Lexique YoseikanDokument4 SeitenLexique YoseikanTeofan Stf Saxo RunNoch keine Bewertungen
- Allain Et Al 1999 - TangvayosaurusDokument8 SeitenAllain Et Al 1999 - TangvayosaurusBruno NavarroNoch keine Bewertungen
- B1 Production Écrite Exemple 1Dokument3 SeitenB1 Production Écrite Exemple 1hoa nguyễnNoch keine Bewertungen
- Securité Travail Habilitation ElectriqueDokument120 SeitenSecurité Travail Habilitation ElectriqueIbrahim Bahloul100% (1)
- Alimentation NinjaDokument2 SeitenAlimentation NinjaAlexandre MacheraNoch keine Bewertungen
- Cours C++ IpiabDokument17 SeitenCours C++ IpiabNaima Mek100% (1)
- LE BUTEUR PDF Du 19/01/2009Dokument33 SeitenLE BUTEUR PDF Du 19/01/2009PDF Journal100% (2)
- Un Milieu Ouvert Sur Ses Écoles (MOÉ)Dokument6 SeitenUn Milieu Ouvert Sur Ses Écoles (MOÉ)CTREQ école-famille-communautéNoch keine Bewertungen
- Cours Quelles Mutations Du Travail Et de L'emploi ?Dokument19 SeitenCours Quelles Mutations Du Travail Et de L'emploi ?5grg8fq6nkNoch keine Bewertungen