Das könnte Ihnen auch gefallen
- C1277-15 Standard Specification For Shielded Couplings Joining Hubless Cast Iron Soil Pipe and Fittings PDFDokument9 SeitenC1277-15 Standard Specification For Shielded Couplings Joining Hubless Cast Iron Soil Pipe and Fittings PDFCarlos Guillermo Somoza AlvarengaNoch keine Bewertungen
- Cast Iron Couplings Used For Joining Hubless Cast Iron Soil Pipe and FittingsDokument8 SeitenCast Iron Couplings Used For Joining Hubless Cast Iron Soil Pipe and FittingsNeeraj kumarNoch keine Bewertungen
- Heavy Duty Shielded Couplings Joining Hubless Cast Iron Soil Pipe and FittingsDokument8 SeitenHeavy Duty Shielded Couplings Joining Hubless Cast Iron Soil Pipe and FittingsFernando Da RosNoch keine Bewertungen
- C 1460 - 04 - Qze0njaDokument4 SeitenC 1460 - 04 - Qze0njaSamuel EduardoNoch keine Bewertungen
- Shielded Transition Couplings For Use With Dissimilar DWV Pipe and Fittings Above GroundDokument4 SeitenShielded Transition Couplings For Use With Dissimilar DWV Pipe and Fittings Above GroundPaulo GalvãoNoch keine Bewertungen
- Astm C 1063Dokument9 SeitenAstm C 1063Eng-TaYsEeRNoch keine Bewertungen
- Shielded Transition Couplings For Use With Dissimilar DWV Pipe and Fittings Above GroundDokument4 SeitenShielded Transition Couplings For Use With Dissimilar DWV Pipe and Fittings Above GroundFernando Da RosNoch keine Bewertungen
- C 1461 - 00 - Qze0njetukveDokument4 SeitenC 1461 - 00 - Qze0njetukveSamuel EduardoNoch keine Bewertungen
- C 1277 - 97 Qzeynzctotc - PDFDokument4 SeitenC 1277 - 97 Qzeynzctotc - PDFwahyudiNoch keine Bewertungen
- Astm C 1227 - (Med To Heavy Traffic)Dokument5 SeitenAstm C 1227 - (Med To Heavy Traffic)HaniAminNoch keine Bewertungen
- Astm A574 1998Dokument7 SeitenAstm A574 1998Jesse ChenNoch keine Bewertungen
- Concrete Pavements and Linings Installed in Corrugated Steel Structures in The FieldDokument4 SeitenConcrete Pavements and Linings Installed in Corrugated Steel Structures in The Fieldvuqar0979Noch keine Bewertungen
- A 972 - A 972M - 00 Qtk3mi9botcytq - PDFDokument4 SeitenA 972 - A 972M - 00 Qtk3mi9botcytq - PDFSaad AyubNoch keine Bewertungen
- Astm C1063Dokument9 SeitenAstm C1063Hiroshi TsuyukiNoch keine Bewertungen
- Astm C875-2003Dokument4 SeitenAstm C875-2003Elizabete NakanishiNoch keine Bewertungen
- Gaskets For Use in Connection With Hub and Spigot Cast Iron Soil Pipe and Fittings For Sanitary Drain, Waste, Vent, and Storm Piping ApplicationsDokument4 SeitenGaskets For Use in Connection With Hub and Spigot Cast Iron Soil Pipe and Fittings For Sanitary Drain, Waste, Vent, and Storm Piping Applicationsjeffrey obregonNoch keine Bewertungen
- Heavy-Duty Shielded Couplings Joining Hubless Cast Iron Soil Pipe and FittingsDokument7 SeitenHeavy-Duty Shielded Couplings Joining Hubless Cast Iron Soil Pipe and FittingsgauravNoch keine Bewertungen
- Astm c1461Dokument4 SeitenAstm c1461Júlio RosaNoch keine Bewertungen
- C 508 - 00Dokument3 SeitenC 508 - 00Lemir Lopez100% (1)
- Designation B 828 - 002Dokument11 SeitenDesignation B 828 - 002Raron1Noch keine Bewertungen
- Application of Gypsum Base To Receive Gypsum Veneer Plaster: Standard Specification ForDokument9 SeitenApplication of Gypsum Base To Receive Gypsum Veneer Plaster: Standard Specification ForINARQ1979Noch keine Bewertungen
- Application of Gypsum Sheathing: Standard Specification ForDokument3 SeitenApplication of Gypsum Sheathing: Standard Specification ForOMER ELFADILNoch keine Bewertungen
- ASTM A574-98aDokument7 SeitenASTM A574-98aNadhiraNoch keine Bewertungen
- Application of Gypsum Sheathing: Standard Specification ForDokument3 SeitenApplication of Gypsum Sheathing: Standard Specification ForAlejandroNoch keine Bewertungen
- Expanded Welded and Silver Brazed Socket Joints For Pipe and TubeDokument5 SeitenExpanded Welded and Silver Brazed Socket Joints For Pipe and TubeLeonardo Gonçalves GomideNoch keine Bewertungen
- Astm f1554 Grade 36Dokument9 SeitenAstm f1554 Grade 36AngelicaNoch keine Bewertungen
- Astm F1554Dokument9 SeitenAstm F1554Mariela MurilloNoch keine Bewertungen
- Restrained Expansion of Expansive Cement Mortar: Standard Test Method ForDokument4 SeitenRestrained Expansion of Expansive Cement Mortar: Standard Test Method ForINARQ1979Noch keine Bewertungen
- C 844 - 99 PDFDokument9 SeitenC 844 - 99 PDFTarek FennicheNoch keine Bewertungen
- C 1173 Coupling StandardDokument4 SeitenC 1173 Coupling StandardFernando GonçalvesNoch keine Bewertungen
- Astm 443-98Dokument4 SeitenAstm 443-98Bugoy VouyNoch keine Bewertungen
- Nonstructural Steel Framing Members: Standard Specification ForDokument6 SeitenNonstructural Steel Framing Members: Standard Specification ForJesús Luis Arce GuillermoNoch keine Bewertungen
- Reinforced Concrete Culvert, Storm Drain, and Sewer Pipe (Metric)Dokument11 SeitenReinforced Concrete Culvert, Storm Drain, and Sewer Pipe (Metric)Cris BandaNoch keine Bewertungen
- Astm F984Dokument9 SeitenAstm F984ashu23283Noch keine Bewertungen
- ASTM B-280, Seamless Copper Tube For Air Conditioning and Ref Rig RationDokument9 SeitenASTM B-280, Seamless Copper Tube For Air Conditioning and Ref Rig RationSandm MhNoch keine Bewertungen
- Fusion Bonded Epoxy-Coated Pipe Piles: Standard Specification ForDokument4 SeitenFusion Bonded Epoxy-Coated Pipe Piles: Standard Specification ForRamzi BEN AHMEDNoch keine Bewertungen
- C1063 15a Standard Specification PDFDokument10 SeitenC1063 15a Standard Specification PDFRemi KernNoch keine Bewertungen
- Concrete Pavements and Linings Installed in Corrugated Steel Structures in The FieldDokument4 SeitenConcrete Pavements and Linings Installed in Corrugated Steel Structures in The FieldAli Saleh Saad AL-isawiNoch keine Bewertungen
- Installation of Load Bearing (Transverse and Axial) Steel Studs and Related AccessoriesDokument4 SeitenInstallation of Load Bearing (Transverse and Axial) Steel Studs and Related AccessoriesMikoNoch keine Bewertungen
- Astm b280 1997 PDFDokument10 SeitenAstm b280 1997 PDFvaradha184100% (1)
- C1479Dokument8 SeitenC1479Jesús Ernesto Flores RamírezNoch keine Bewertungen
- ASTM D3963 & D3963M-01 - Epoxy Coated Steel Reinforcing BarsDokument5 SeitenASTM D3963 & D3963M-01 - Epoxy Coated Steel Reinforcing BarsKitNoch keine Bewertungen
- Astm A501 01Dokument3 SeitenAstm A501 01baezjair2135Noch keine Bewertungen
- Astm C-645Dokument7 SeitenAstm C-645sabbirNoch keine Bewertungen
- A 950 - A 950M - 99 (Reapproved 2003) PDFDokument5 SeitenA 950 - A 950M - 99 (Reapproved 2003) PDFhectoriturbeNoch keine Bewertungen
- Astm C 754Dokument15 SeitenAstm C 754Camilo Orozco100% (5)
- Manhole Cover Assembly, Bolted, Semi-Flush, Oiltight and WatertightDokument6 SeitenManhole Cover Assembly, Bolted, Semi-Flush, Oiltight and WatertightSaif Ullah KhanNoch keine Bewertungen
- C1513 PDFDokument4 SeitenC1513 PDFByron Paiz AragonNoch keine Bewertungen
- Sans 677Dokument23 SeitenSans 677eddy currentNoch keine Bewertungen
- C428Dokument4 SeitenC428Rufo CascoNoch keine Bewertungen
- Astm C76MDokument11 SeitenAstm C76MPedro Henrry Marza ColqueNoch keine Bewertungen
- A885A885Dokument4 SeitenA885A885Thiago Lins CostaNoch keine Bewertungen
- D 2751 - 96 - Rdi3nte - PDFDokument6 SeitenD 2751 - 96 - Rdi3nte - PDFEnrike GarciaNoch keine Bewertungen
- Astm b280 1997Dokument10 SeitenAstm b280 1997George GeorgeNoch keine Bewertungen
- Anchor Bolts, Steel, 36, 55, and 105-Ksi Yield Strength: Standard Specification ForDokument9 SeitenAnchor Bolts, Steel, 36, 55, and 105-Ksi Yield Strength: Standard Specification ForDarwin DarmawanNoch keine Bewertungen
- Seamless Carbon Steel Pipe For Atmospheric and Lower TemperaturesDokument8 SeitenSeamless Carbon Steel Pipe For Atmospheric and Lower TemperaturesAlejandro GonzálezNoch keine Bewertungen
- A716-08 (2014) Standard Specification For Ductile Iron Culvert PipeDokument5 SeitenA716-08 (2014) Standard Specification For Ductile Iron Culvert PipejuegyiNoch keine Bewertungen
- Pocket Guide to Flanges, Fittings, and Piping DataVon EverandPocket Guide to Flanges, Fittings, and Piping DataBewertung: 3.5 von 5 Sternen3.5/5 (22)
- Cathodic Corrosion Protection Systems: A Guide for Oil and Gas IndustriesVon EverandCathodic Corrosion Protection Systems: A Guide for Oil and Gas IndustriesBewertung: 4.5 von 5 Sternen4.5/5 (5)
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsVon Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsBewertung: 4 von 5 Sternen4/5 (1)
- Corrugated Steel Box Culverts: Standard Specification ForDokument13 SeitenCorrugated Steel Box Culverts: Standard Specification ForJerry BeanNoch keine Bewertungen
- Steel Wire, Oil-Tempered For Mechanical SpringsDokument4 SeitenSteel Wire, Oil-Tempered For Mechanical SpringsJerry BeanNoch keine Bewertungen
- Steel Forgings, Austenitic, For Pressure and High Temperature PartsDokument7 SeitenSteel Forgings, Austenitic, For Pressure and High Temperature PartsJerry BeanNoch keine Bewertungen
- Biko 12 Pag. GBDokument12 SeitenBiko 12 Pag. GBMUFİTNoch keine Bewertungen
- Common Requirements For Steel Fasteners or Fastener Materials, or Both, Intended For Use at Any Temperature From Cryogenic To The Creep RangeDokument8 SeitenCommon Requirements For Steel Fasteners or Fastener Materials, or Both, Intended For Use at Any Temperature From Cryogenic To The Creep RangeJerry BeanNoch keine Bewertungen
- Common Requirements For Steel Flanges, Forged Fittings, Valves, and Parts For Piping ApplicationsDokument8 SeitenCommon Requirements For Steel Flanges, Forged Fittings, Valves, and Parts For Piping ApplicationsJerry BeanNoch keine Bewertungen
- Steel Castings, High Strength, For Structural PurposesDokument4 SeitenSteel Castings, High Strength, For Structural PurposesJerry BeanNoch keine Bewertungen
- A 276Dokument7 SeitenA 276OluwachidiNoch keine Bewertungen
- Welded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesDokument10 SeitenWelded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesJerry BeanNoch keine Bewertungen
- Astm 269Dokument6 SeitenAstm 269Willy SastraleksanaNoch keine Bewertungen
- Steel Castings Suitable For Pressure ServiceDokument6 SeitenSteel Castings Suitable For Pressure ServiceJerry BeanNoch keine Bewertungen
- Chromium Metal: Standard Specification ForDokument2 SeitenChromium Metal: Standard Specification ForJerry Bean100% (1)
- Steel Castings, Stainless, Precipitation Hardening: Standard Specification ForDokument4 SeitenSteel Castings, Stainless, Precipitation Hardening: Standard Specification ForJerry BeanNoch keine Bewertungen
- A 743 - A 743M - 98 Qtc0my05oeffmqDokument6 SeitenA 743 - A 743M - 98 Qtc0my05oeffmqdelta lab sangliNoch keine Bewertungen
- Astm A 159 - 83 R01Dokument5 SeitenAstm A 159 - 83 R01Er WidodoNoch keine Bewertungen
- Steel Castings, Alloy, Specially Heat-Treated, For Pressure-Containing Parts, Suitable For High-Temperature ServiceDokument3 SeitenSteel Castings, Alloy, Specially Heat-Treated, For Pressure-Containing Parts, Suitable For High-Temperature ServiceJerry BeanNoch keine Bewertungen
- Astm A 126 - 04Dokument3 SeitenAstm A 126 - 04Er WidodoNoch keine Bewertungen
- Ferroboron: Standard Specification ForDokument2 SeitenFerroboron: Standard Specification ForJerry BeanNoch keine Bewertungen
- Castings, Iron-Chromium-Nickel, Corrosion Resistant, For Severe ServiceDokument5 SeitenCastings, Iron-Chromium-Nickel, Corrosion Resistant, For Severe ServiceJerry BeanNoch keine Bewertungen
- ASTM A247-10 Standard Test Method For Evaluating The Microstructure of Graphite in Iron CastingsDokument3 SeitenASTM A247-10 Standard Test Method For Evaluating The Microstructure of Graphite in Iron CastingsJesus Talledo Bermudez75% (4)
- ASTM A 220 - A 220M - 99Dokument5 SeitenASTM A 220 - A 220M - 99Er WidodoNoch keine Bewertungen
- Impact Testing of Cast Irons (Metric) : Standard Test Methods ForDokument3 SeitenImpact Testing of Cast Irons (Metric) : Standard Test Methods ForJerry BeanNoch keine Bewertungen
- Steel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceDokument5 SeitenSteel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceJerry BeanNoch keine Bewertungen
- Evaluating The Microstructure of Graphite in Iron Castings: Standard Test Method ForDokument2 SeitenEvaluating The Microstructure of Graphite in Iron Castings: Standard Test Method ForJerry BeanNoch keine Bewertungen
- Steel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceDokument4 SeitenSteel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceJerry BeanNoch keine Bewertungen
- Steel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceDokument3 SeitenSteel Castings, Martensitic Stainless and Alloy, For Pressure-Containing Parts, Suitable For High-Temperature ServiceJerry BeanNoch keine Bewertungen
- A 47 - A 47M - 99 Qtq3l0e0n00Dokument2 SeitenA 47 - A 47M - 99 Qtq3l0e0n00Marko's Brazon'Noch keine Bewertungen
- A 674 - 00 - Qty3naDokument7 SeitenA 674 - 00 - Qty3naNatt SalazarNoch keine Bewertungen
- Sampling and Testing Ferroalloys For Determination of Size: Standard Test Methods ForDokument2 SeitenSampling and Testing Ferroalloys For Determination of Size: Standard Test Methods ForJerry BeanNoch keine Bewertungen
- Steel Castings, General Requirements, For Pressure-Containing PartsDokument14 SeitenSteel Castings, General Requirements, For Pressure-Containing PartsJerry BeanNoch keine Bewertungen
- Site Observation ReportDokument8 SeitenSite Observation ReportLUKE HUNGWENoch keine Bewertungen
- Optimization of Facility Layout For Improvement in ProductivityDokument7 SeitenOptimization of Facility Layout For Improvement in ProductivityTania MajumderNoch keine Bewertungen
- Supplement 1Dokument11 SeitenSupplement 1Tabish IslamNoch keine Bewertungen
- RUD Industrial ChainsDokument12 SeitenRUD Industrial ChainsBenjamin ČakićNoch keine Bewertungen
- DDC SVC Man 0189Dokument180 SeitenDDC SVC Man 0189gicuNoch keine Bewertungen
- Bouwpaco Powder Dosing & PackingDokument33 SeitenBouwpaco Powder Dosing & PackingAlexander AeromodelistaNoch keine Bewertungen
- Catalogue For Sublimation Mugs From Kelsey MecolourDokument92 SeitenCatalogue For Sublimation Mugs From Kelsey Mecolourallan salazarNoch keine Bewertungen
- Fabricated Bridge Products: CatalogDokument24 SeitenFabricated Bridge Products: CatalogMuhammad TobiNoch keine Bewertungen
- Transmission Control Valve: Operación de SistemasDokument11 SeitenTransmission Control Valve: Operación de Sistemasgalvis1020100% (1)
- Commscope Trunk & Distribution Cable ProductsDokument51 SeitenCommscope Trunk & Distribution Cable ProductsMauro Barragan SanchezNoch keine Bewertungen
- ISO 1459 Hots Dip GalvanizingDokument4 SeitenISO 1459 Hots Dip GalvanizingLe Van TamNoch keine Bewertungen
- B&M Series 1000 SwitchesDokument12 SeitenB&M Series 1000 SwitchesscribdkhatnNoch keine Bewertungen
- 09 Counter CellDokument3 Seiten09 Counter CellTana AzeezNoch keine Bewertungen
- Bible Saintgobain PamDokument742 SeitenBible Saintgobain PamfrankytgNoch keine Bewertungen
- 2-1393774-1 - P1 Relay V23026Dokument5 Seiten2-1393774-1 - P1 Relay V2302606111981Noch keine Bewertungen
- Anugrah Raya: Shear ConnectorDokument6 SeitenAnugrah Raya: Shear ConnectordedeNoch keine Bewertungen
- DVET Amravati Govt ITIDokument32 SeitenDVET Amravati Govt ITIVaibhav KaleNoch keine Bewertungen
- NSL Monobl EngDokument27 SeitenNSL Monobl EngLuis Quintana GodoyNoch keine Bewertungen
- A Presentation On PumpsDokument34 SeitenA Presentation On PumpsSajjad Rasool ChaudhryNoch keine Bewertungen
- NPCP Chapter 2 PDFDokument12 SeitenNPCP Chapter 2 PDFbenNoch keine Bewertungen
- Acc Gearbox ManualDokument47 SeitenAcc Gearbox ManualShivakumar100% (1)
- Adritz Aqua-Guard Self-Washing Continuous Fine ScreenDokument2 SeitenAdritz Aqua-Guard Self-Washing Continuous Fine Screentarek555Noch keine Bewertungen
- Rate Book - 2011-NCP Building DPTDokument244 SeitenRate Book - 2011-NCP Building DPTthak_raj84Noch keine Bewertungen
- 2016good and ImportantDokument4 Seiten2016good and ImportantMahdi koolivandNoch keine Bewertungen
- Transmission Towers & Lines: Download Brochure PDFDokument2 SeitenTransmission Towers & Lines: Download Brochure PDFGhayas Ud-din DarNoch keine Bewertungen
- Impact TestDokument5 SeitenImpact TestGolden ChanNoch keine Bewertungen
- XLIGHT Revestimientos InterioresDokument4 SeitenXLIGHT Revestimientos InterioresdandragutescuNoch keine Bewertungen
- DPF CeramicDokument11 SeitenDPF Ceramicelliott_wolfNoch keine Bewertungen
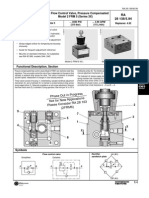
- 2-Way Flow Control Valve, Pressure Compensated Model 2 FRM 5 (Series 3X)Dokument4 Seiten2-Way Flow Control Valve, Pressure Compensated Model 2 FRM 5 (Series 3X)Dias EliNoch keine Bewertungen
- Datasheet of ESPSHC 410-450 (166x166)Dokument2 SeitenDatasheet of ESPSHC 410-450 (166x166)Engetaic engenhariaNoch keine Bewertungen