Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- FlangesDokument5 SeitenFlangesNisarg PandyaNoch keine Bewertungen
- WIC Role of InspectorDokument19 SeitenWIC Role of InspectorNisarg PandyaNoch keine Bewertungen
- Buoyancy Per Unit LengthDokument4 SeitenBuoyancy Per Unit LengthNisarg PandyaNoch keine Bewertungen
- BS137991974 PDFDokument1 SeiteBS137991974 PDFNisarg PandyaNoch keine Bewertungen
- BS137991974 PDFDokument1 SeiteBS137991974 PDFNisarg PandyaNoch keine Bewertungen
- Asme ptc2 4Dokument1 SeiteAsme ptc2 4Nisarg PandyaNoch keine Bewertungen
- Asme ptc2 7Dokument1 SeiteAsme ptc2 7Nisarg PandyaNoch keine Bewertungen
- QW 482 Suggested Format For Welding ProcedureDokument1 SeiteQW 482 Suggested Format For Welding ProcedureNisarg PandyaNoch keine Bewertungen
- Asme ptc2 5Dokument1 SeiteAsme ptc2 5Nisarg PandyaNoch keine Bewertungen
- Asme mfc-1m PDFDokument37 SeitenAsme mfc-1m PDFNisarg PandyaNoch keine Bewertungen
- Asme Fap-1 PDFDokument34 SeitenAsme Fap-1 PDFNisarg PandyaNoch keine Bewertungen
- 6 Designation: Parallel Pipe Thread ISO 7/1-Rp 1 Taper Pipe Thread ISO 711-Rc 1 Always Taper Pipe Thread ISO 7/ L-R 1Dokument1 Seite6 Designation: Parallel Pipe Thread ISO 7/1-Rp 1 Taper Pipe Thread ISO 711-Rc 1 Always Taper Pipe Thread ISO 7/ L-R 1Nisarg PandyaNoch keine Bewertungen
- QW 482 Suggested Format For Welding ProcedureDokument1 SeiteQW 482 Suggested Format For Welding ProcedureNisarg PandyaNoch keine Bewertungen
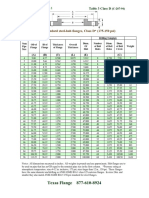
- AWWA Standard Steel-Hub Flanges, Class D (175-150 Psi) : Texas Flange 877-610-8924Dokument1 SeiteAWWA Standard Steel-Hub Flanges, Class D (175-150 Psi) : Texas Flange 877-610-8924Nisarg PandyaNoch keine Bewertungen
- AWWA Standard Steel-Ring Flanges, Class B (86 Psi)Dokument1 SeiteAWWA Standard Steel-Ring Flanges, Class B (86 Psi)Nisarg PandyaNoch keine Bewertungen
- Evaluating UT E 317 94Dokument1 SeiteEvaluating UT E 317 94Nisarg PandyaNoch keine Bewertungen
- Evaluating UT E 317 94Dokument1 SeiteEvaluating UT E 317 94Nisarg PandyaNoch keine Bewertungen
- GST15!16!17-Bad Debt Relief RecoverDokument10 SeitenGST15!16!17-Bad Debt Relief RecoverDaud Farook IINoch keine Bewertungen
- Modeling, Control and Simulation of A Chain Link Statcom in Emtp-RvDokument8 SeitenModeling, Control and Simulation of A Chain Link Statcom in Emtp-RvBožidar Filipović-GrčićNoch keine Bewertungen
- Chapter 1 Section 6 Spoon Feeding BasicsDokument9 SeitenChapter 1 Section 6 Spoon Feeding Basicskenneth mayaoNoch keine Bewertungen
- 19.-Solid Waste TreatmentDokument108 Seiten19.-Solid Waste TreatmentShaira Dale100% (1)
- Di SilvioDokument47 SeitenDi SilviomaryroseengNoch keine Bewertungen
- Turbo Lab 1Dokument10 SeitenTurbo Lab 1Seng SoonNoch keine Bewertungen
- Peritoneal Dialysis Unit Renal Department SGH PD WPI 097 Workplace InstructionDokument10 SeitenPeritoneal Dialysis Unit Renal Department SGH PD WPI 097 Workplace InstructionAjeng SuparwiNoch keine Bewertungen
- Field Study 1-Act 5.1Dokument5 SeitenField Study 1-Act 5.1Mariya QuedzNoch keine Bewertungen
- Mechanical Interview Questions and Answers - Fluid MechanicsDokument2 SeitenMechanical Interview Questions and Answers - Fluid MechanicsannukiitNoch keine Bewertungen
- ЗОШИТ для ДЗ №2 Microsoft WordDokument44 SeitenЗОШИТ для ДЗ №2 Microsoft WordдимаNoch keine Bewertungen
- Pulse Oximetry CircuitDokument19 SeitenPulse Oximetry Circuitنواف الجهنيNoch keine Bewertungen
- Principles in Biochemistry (SBK3013)Dokument3 SeitenPrinciples in Biochemistry (SBK3013)Leena MuniandyNoch keine Bewertungen
- Reviewer Crim 3 FinalsDokument6 SeitenReviewer Crim 3 FinalsMaria Rafaella P. DadoNoch keine Bewertungen
- Security Officer Part Time in Orange County CA Resume Robert TalleyDokument2 SeitenSecurity Officer Part Time in Orange County CA Resume Robert TalleyRobertTalleyNoch keine Bewertungen
- DIABETES MELLITUS BensonDokument14 SeitenDIABETES MELLITUS BensonNixon KeyaNoch keine Bewertungen
- Achai, Sydney Jill S. GE 15 - SIM - ULOcDokument13 SeitenAchai, Sydney Jill S. GE 15 - SIM - ULOcSydney AchaiNoch keine Bewertungen
- XII Biology Practicals 2020-21 Without ReadingDokument32 SeitenXII Biology Practicals 2020-21 Without ReadingStylish HeroNoch keine Bewertungen
- Kidney Diet DelightsDokument20 SeitenKidney Diet DelightsArturo Treviño MedinaNoch keine Bewertungen
- Doppler EffectDokument47 SeitenDoppler EffectLouies UngriaNoch keine Bewertungen
- Myasthenia Gravis DiseaseDokument14 SeitenMyasthenia Gravis Diseaseapi-482100632Noch keine Bewertungen
- General Method For Cable Sizing - Electrical Installation GuideDokument10 SeitenGeneral Method For Cable Sizing - Electrical Installation Guidebhaskar_dandapathakNoch keine Bewertungen
- TOCDokument14 SeitenTOCAthirah HattaNoch keine Bewertungen
- Life Everlasting 2021001Dokument11 SeitenLife Everlasting 2021001realangelinemylee2020721001Noch keine Bewertungen
- MCQ Questions For Class 10 Science Periodic Classification of Elements With AnswersDokument30 SeitenMCQ Questions For Class 10 Science Periodic Classification of Elements With AnswersAymen WaelNoch keine Bewertungen
- Switchyard Equipments, Switching Schmes & LayoutsDokument66 SeitenSwitchyard Equipments, Switching Schmes & LayoutsPraveen Kumar88% (17)
- Solar Grass Cutter MachDokument21 SeitenSolar Grass Cutter MachAnonymous I13s99Noch keine Bewertungen
- Plumbing Design Calculation - North - Molino - PH1 - 5jun2017Dokument5 SeitenPlumbing Design Calculation - North - Molino - PH1 - 5jun2017Jazent Anthony RamosNoch keine Bewertungen
- CV TemplateDokument5 SeitenCV TemplateLopezDistrict FarmersHospitalNoch keine Bewertungen
- Medical-Surgical Nursing Assessment and Management of Clinical Problems 9e Chapter 23Dokument5 SeitenMedical-Surgical Nursing Assessment and Management of Clinical Problems 9e Chapter 23sarasjunkNoch keine Bewertungen
- Real Time EvaluationDokument3 SeitenReal Time Evaluationأيوب علاءNoch keine Bewertungen