Das könnte Ihnen auch gefallen
- Toyota BT Reflex RRE200 Reach Forklift Reach Trucks Service Repair Manual PDFDokument26 SeitenToyota BT Reflex RRE200 Reach Forklift Reach Trucks Service Repair Manual PDFfkmemmme17% (6)
- Toyota BT Reflex RRE200 Reach Forklift Reach Trucks Service Repair Manual PDFDokument26 SeitenToyota BT Reflex RRE200 Reach Forklift Reach Trucks Service Repair Manual PDFfkmemmme17% (6)
- CLAAS JAGUAR 980-930 (Type 494) FORAGE HARVESTERS Service Repair Manual SN49400011 and Up PDFDokument29 SeitenCLAAS JAGUAR 980-930 (Type 494) FORAGE HARVESTERS Service Repair Manual SN49400011 and Up PDFfkdmma50% (2)
- CLAAS JAGUAR 880-830 (Type 496) FORAGE HARVESTERS Service Repair Manual SN 49600011 AND UP PDFDokument29 SeitenCLAAS JAGUAR 880-830 (Type 496) FORAGE HARVESTERS Service Repair Manual SN 49600011 AND UP PDFfkdmmaNoch keine Bewertungen
- 906 & 908 Electrical System Compact Wheel Loader: Electrical Schematic Symbols and DefinitionsDokument2 Seiten906 & 908 Electrical System Compact Wheel Loader: Electrical Schematic Symbols and Definitionsait mimouneNoch keine Bewertungen
- Caterpillar Cat M318D MH Wheeled Excavator (Prefix P9M) Service Repair Manual (P9M00001 and Up) PDFDokument21 SeitenCaterpillar Cat M318D MH Wheeled Excavator (Prefix P9M) Service Repair Manual (P9M00001 and Up) PDFfkdmma100% (2)
- 1995 - 1998 Years Wiring Diagram FH12, FH16 LHDDokument132 Seiten1995 - 1998 Years Wiring Diagram FH12, FH16 LHDvik_md67% (3)
- Caterpillar Cat M318F Wheeled Excavator (Prefix F8B) Service Repair Manual (F8B00001 and Up) PDFDokument24 SeitenCaterpillar Cat M318F Wheeled Excavator (Prefix F8B) Service Repair Manual (F8B00001 and Up) PDFfkdmmaNoch keine Bewertungen
- Caterpillar Cat M322D MH Wheeled Excavator (Prefix P3W) Service Repair Manual (P3W00001 and Up) PDFDokument28 SeitenCaterpillar Cat M322D MH Wheeled Excavator (Prefix P3W) Service Repair Manual (P3W00001 and Up) PDFfkdmmaNoch keine Bewertungen
- Caterpillar Cat M318C WHEELED Excavator (Prefix H2D) Service Repair Manual (H2D00001 and Up) PDFDokument27 SeitenCaterpillar Cat M318C WHEELED Excavator (Prefix H2D) Service Repair Manual (H2D00001 and Up) PDFfkdmmaNoch keine Bewertungen
- Engine Controller Is Abnormal - Troubleshoot - 590: Testing and AdjustingDokument5 SeitenEngine Controller Is Abnormal - Troubleshoot - 590: Testing and AdjustingMehdi ChakrouneNoch keine Bewertungen
- Caterpillar Cat 245 EXCAVATOR (Prefix 95V) Service Repair Manual (95V00001-00470)Dokument25 SeitenCaterpillar Cat 245 EXCAVATOR (Prefix 95V) Service Repair Manual (95V00001-00470)rpoy9396615100% (1)
- Caterpillar Cat M322D Wheeled Excavator (Prefix W2S) Service Repair Manual (W2S00001 and Up) PDFDokument22 SeitenCaterpillar Cat M322D Wheeled Excavator (Prefix W2S) Service Repair Manual (W2S00001 and Up) PDFfkdmma100% (1)
- Aprilia RS250 1998-2001 Parts Catalogue PDFDokument62 SeitenAprilia RS250 1998-2001 Parts Catalogue PDFOliverNoch keine Bewertungen
- Caterpillar Cat M322D MH WHEELED EXCAVATOR (Prefix D3X) Service Repair Manual (D3X00001 and Up) PDFDokument28 SeitenCaterpillar Cat M322D MH WHEELED EXCAVATOR (Prefix D3X) Service Repair Manual (D3X00001 and Up) PDFfkdmmaNoch keine Bewertungen
- Caterpillar Cat M318C WHEELED Excavator (Prefix BCZ) Service Repair Manual (BCZ00001-02000) PDFDokument29 SeitenCaterpillar Cat M318C WHEELED Excavator (Prefix BCZ) Service Repair Manual (BCZ00001-02000) PDFfkdmma0% (1)
- 140M Motor Grader B9D00001-UP (MACHINE) (SEBP4976 - 111) - DocumentaciónDokument11 Seiten140M Motor Grader B9D00001-UP (MACHINE) (SEBP4976 - 111) - Documentaciónpierre zuñigaNoch keine Bewertungen
- Parts Manual 622B TimberiteDokument18 SeitenParts Manual 622B TimberitemiguelNoch keine Bewertungen
- Sistema Hdco Generador M322Dokument2 SeitenSistema Hdco Generador M322Eblyn Arlete Flores HernandezNoch keine Bewertungen
- d6t Track-Type Tractor STD, XL Differential Steering Gct00001-Up (Machine) Powered by c9 Engine (Sebp4963 - 45) - Armação Dos Roletes Da EsteiraDokument3 Seitend6t Track-Type Tractor STD, XL Differential Steering Gct00001-Up (Machine) Powered by c9 Engine (Sebp4963 - 45) - Armação Dos Roletes Da EsteiraDouglas FernandesNoch keine Bewertungen
- D8R II Plano Electrico PDFDokument2 SeitenD8R II Plano Electrico PDFDarío Ache EmeNoch keine Bewertungen
- Diagrama Hidraulico PDFDokument12 SeitenDiagrama Hidraulico PDFRimbert100% (1)
- JCB Vibromax - Compaction Equipment Self-Propelled Vibratory Roller Vm115D/Vm115Pd Tier 3Dokument2 SeitenJCB Vibromax - Compaction Equipment Self-Propelled Vibratory Roller Vm115D/Vm115Pd Tier 3greicel marianjas sihombingNoch keine Bewertungen
- Kenr1302 PDFDokument2 SeitenKenr1302 PDFalfonso pachecoNoch keine Bewertungen
- Valve pv98 EngDokument2 SeitenValve pv98 EngGerald Leon Flores100% (1)
- 325 and 325 L Excavator Electrical SystemDokument2 Seiten325 and 325 L Excavator Electrical SystemRichard Savina100% (1)
- Cd700 Accugrade For 320D, 322D, Electrical System 323D, 324D, 325D and 330D ExcavatorDokument2 SeitenCd700 Accugrade For 320D, 322D, Electrical System 323D, 324D, 325D and 330D ExcavatorFranklin Beaumont100% (1)
- Cat 315 GiroDokument4 SeitenCat 315 GiroFranciscoOliveira100% (1)
- 960F Wheel Loader 9ZJ00001-UP (MACHINE) POWERED BY 3116 Engine (SEBP2249 - 53) - DocumentationDokument6 Seiten960F Wheel Loader 9ZJ00001-UP (MACHINE) POWERED BY 3116 Engine (SEBP2249 - 53) - Documentationjulio cesarNoch keine Bewertungen
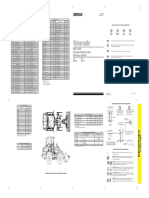
- 14h-Renr1427 01Dokument2 Seiten14h-Renr1427 01VictorDjChiqueCastillo100% (1)
- Kenr3619kenr3619 06 Sis Diag Cb534dDokument2 SeitenKenr3619kenr3619 06 Sis Diag Cb534djulio cesar100% (2)
- Interactive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768Dokument42 SeitenInteractive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768WARLEY MORAES100% (1)
- 202 Mecalac 12 MXT Wheeled Excavator CatalogueDokument3 Seiten202 Mecalac 12 MXT Wheeled Excavator CatalogueСергій XрестикNoch keine Bewertungen
- 980F 3HK, 8CJ, 5XJ1-587Dokument2 Seiten980F 3HK, 8CJ, 5XJ1-587Rafa GarciaNoch keine Bewertungen
- Anulador Del NeutralizadorDokument3 SeitenAnulador Del NeutralizadormartinaguilarespinoNoch keine Bewertungen
- Diagrama Hidraulico Motoniveladora 140k Serie Szl00001upDokument33 SeitenDiagrama Hidraulico Motoniveladora 140k Serie Szl00001upRoke LlamocaNoch keine Bewertungen
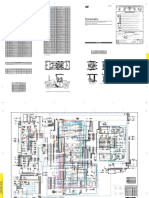
- 966H Electrical Schematic RENR6332Dokument6 Seiten966H Electrical Schematic RENR6332cristian dela nuezNoch keine Bewertungen
- Datasheet Kleemann Mco9 EVO enDokument4 SeitenDatasheet Kleemann Mco9 EVO enGemma KemalNoch keine Bewertungen
- Patriot 3330Dokument1.120 SeitenPatriot 3330Oscar Duran100% (1)
- cdd124674-PLANO ELECTRICO D6N XLDokument4 Seitencdd124674-PLANO ELECTRICO D6N XLPaola MuñozNoch keine Bewertungen
- Plano ElectricoDokument25 SeitenPlano ElectricoJoseAntonioQuintanillaPoncedeLeon100% (1)
- 320A Hydraulic System OperationDokument135 Seiten320A Hydraulic System OperationZawminhtunNoch keine Bewertungen
- Unit 2: Intermediate Hydraulics - 950G Wheel LoaderDokument45 SeitenUnit 2: Intermediate Hydraulics - 950G Wheel LoaderAlha DNoch keine Bewertungen
- Daewoo S225LCV Hydraulic ExcavatorDokument3 SeitenDaewoo S225LCV Hydraulic Excavatordidikhartadi100% (1)
- 966G Ii & 972G Ii Pilot Implement/Steering Metering Pump Hydraulic SchematicDokument2 Seiten966G Ii & 972G Ii Pilot Implement/Steering Metering Pump Hydraulic SchematicMahmoud SaudyNoch keine Bewertungen
- 350 and 350 L Excavators Electrical System: 8HK1-UP 2ZL1-UP 3ML1-UP 9FL1-UPDokument2 Seiten350 and 350 L Excavators Electrical System: 8HK1-UP 2ZL1-UP 3ML1-UP 9FL1-UPGolbert GolbiNoch keine Bewertungen
- Plano Hidraulico Cat - Dcs.sis - Controller Wheel Dozer PDFDokument16 SeitenPlano Hidraulico Cat - Dcs.sis - Controller Wheel Dozer PDFSandRo ChavezNoch keine Bewertungen
- Volvo L220F HybridDokument7 SeitenVolvo L220F HybridForomaquinas100% (1)
- Challeger Testeo y AjusteDokument304 SeitenChalleger Testeo y AjusteCarlos Irabedra100% (1)
- Caterpillar Cat 329DL Excavator (Prefix TPM) Service Repair Manual (TPM00001 and Up) PDFDokument25 SeitenCaterpillar Cat 329DL Excavator (Prefix TPM) Service Repair Manual (TPM00001 and Up) PDFfkdmmaNoch keine Bewertungen
- 330D and 336D Excavator Electrical SystemDokument7 Seiten330D and 336D Excavator Electrical SystemMaquinaria Pesada ServisNoch keine Bewertungen
- Disassemble Parking Brake Valve 988bDokument5 SeitenDisassemble Parking Brake Valve 988bAristi Omar Fandiño GomezNoch keine Bewertungen
- (CLM076) Cat 432E & 442E Product BuletinDokument32 Seiten(CLM076) Cat 432E & 442E Product BuletinSabito KunnNoch keine Bewertungen
- Relief Valve (Load Sensing Signal) 950 GC Wheel Loader M5K00001-UP (MACHINE) POWERED BY C7.1 Engine (SEBP6716 - 29) - DocumentaciónDokument6 SeitenRelief Valve (Load Sensing Signal) 950 GC Wheel Loader M5K00001-UP (MACHINE) POWERED BY C7.1 Engine (SEBP6716 - 29) - DocumentaciónPablo Cesar Poma ArrateaNoch keine Bewertungen
- Diagrama Electrico PDFDokument9 SeitenDiagrama Electrico PDFhenotharenas100% (1)
- Plano Hidraulico EXCAVADORA 345DDokument2 SeitenPlano Hidraulico EXCAVADORA 345DJaime Basquez Pacco100% (2)
- Plano de La Excavadora 324DDokument12 SeitenPlano de La Excavadora 324Dedwin100% (1)
- 432d Signal Resolver Network - CheckDokument6 Seiten432d Signal Resolver Network - CheckDiego CatariNoch keine Bewertungen
- CONTENTS Hyundai Excavator R55 9 Service 414pagesDokument14 SeitenCONTENTS Hyundai Excavator R55 9 Service 414pagesJagmohan VydjaiNoch keine Bewertungen
- Specifications: KID Teer OaderDokument4 SeitenSpecifications: KID Teer OaderAbdullo BaxritdinovNoch keine Bewertungen
- Minicargador 246D3Dokument15 SeitenMinicargador 246D3Carlos U. CallirgosNoch keine Bewertungen
- S42SXG - Parts Book - 03 - 09 - 07Dokument265 SeitenS42SXG - Parts Book - 03 - 09 - 07Emad M. NaguibNoch keine Bewertungen
- AP-555E Diagrama ElectricoDokument10 SeitenAP-555E Diagrama ElectricoCEVegaONoch keine Bewertungen
- Manual Instructivo CO 407Dokument34 SeitenManual Instructivo CO 407Juan RafaelNoch keine Bewertungen
- TransmisionDokument8 SeitenTransmisionMarianne Jones100% (1)
- Diagrama Electrico 325d A3rDokument15 SeitenDiagrama Electrico 325d A3rManuel BarronNoch keine Bewertungen
- Material Caterpillar 24h Motorgrader Brakes Components Layout Operation Testing Adjusting DiagramsDokument9 SeitenMaterial Caterpillar 24h Motorgrader Brakes Components Layout Operation Testing Adjusting Diagramsmedopasha86Noch keine Bewertungen
- Final-Hydraulic Schematic Standalone From 9803-4180Dokument40 SeitenFinal-Hydraulic Schematic Standalone From 9803-4180Marindustrial ServiceNoch keine Bewertungen
- Dynapac CA 250 Operation: Box 504, SE-371 23 Karlskrona, Sweden Phone: +46 455 30 60 00, Fax: +46 455 30 60 30Dokument28 SeitenDynapac CA 250 Operation: Box 504, SE-371 23 Karlskrona, Sweden Phone: +46 455 30 60 00, Fax: +46 455 30 60 30ErmiasNoch keine Bewertungen
- Bevel and Transfer Gears - AssembleDokument14 SeitenBevel and Transfer Gears - AssembleIginio Malaver VargasNoch keine Bewertungen
- TOYOTA BT Reflex RRE180HECC High Performance Reach Truck Service Repair Manual PDFDokument24 SeitenTOYOTA BT Reflex RRE180HECC High Performance Reach Truck Service Repair Manual PDFfkmemmme50% (2)
- Caterpillar Cat M322F Wheeled Excavator (Prefix F2Z) Service Repair Manual (F2Z00001 and Up) PDFDokument23 SeitenCaterpillar Cat M322F Wheeled Excavator (Prefix F2Z) Service Repair Manual (F2Z00001 and Up) PDFfkdmmaNoch keine Bewertungen
- Caterpillar Cat M322F Wheeled Excavator (Prefix FBW) Service Repair Manual (FBW00001 and Up) PDFDokument21 SeitenCaterpillar Cat M322F Wheeled Excavator (Prefix FBW) Service Repair Manual (FBW00001 and Up) PDFfkdmmaNoch keine Bewertungen
- Caterpillar Cat M322D Wheeled Excavator (Prefix P2T) Service Repair Manual (P2T00001 and Up) PDFDokument22 SeitenCaterpillar Cat M322D Wheeled Excavator (Prefix P2T) Service Repair Manual (P2T00001 and Up) PDFfkdmmaNoch keine Bewertungen
- Caterpillar Cat M318C WHEELED Excavator (Prefix H2F) Service Repair Manual (H2F00001 and Up) PDFDokument27 SeitenCaterpillar Cat M318C WHEELED Excavator (Prefix H2F) Service Repair Manual (H2F00001 and Up) PDFfkdmmaNoch keine Bewertungen
- Caterpillar Cat M322D MH WHEELED EXCAVATOR (Prefix W2T) Service Repair Manual (W2T00001 and Up) PDFDokument20 SeitenCaterpillar Cat M322D MH WHEELED EXCAVATOR (Prefix W2T) Service Repair Manual (W2T00001 and Up) PDFfkdmmaNoch keine Bewertungen
- Caterpillar Cat M322D WHEELED EXCAVATOR (Prefix D2W) Service Repair Manual (D2W00001 and Up) PDFDokument27 SeitenCaterpillar Cat M322D WHEELED EXCAVATOR (Prefix D2W) Service Repair Manual (D2W00001 and Up) PDFfkdmmaNoch keine Bewertungen
- Caterpillar Cat M318C WHEELED Excavator (Prefix BCZ) Service Repair Manual (BCZ02001 and Up) PDFDokument26 SeitenCaterpillar Cat M318C WHEELED Excavator (Prefix BCZ) Service Repair Manual (BCZ02001 and Up) PDFfkdmmaNoch keine Bewertungen
- TOYOTA BT Reflex RRE180HECC High Performance Reach Truck Service Repair Manual PDFDokument24 SeitenTOYOTA BT Reflex RRE180HECC High Performance Reach Truck Service Repair Manual PDFfkmemmme50% (2)
- TOYOTA BT Reflex RRE180HECC High Performance Reach Truck Service Repair Manual PDFDokument24 SeitenTOYOTA BT Reflex RRE180HECC High Performance Reach Truck Service Repair Manual PDFfkmemmme50% (2)
- TOYOTA BT Reflex RRE180HECC High Performance Reach Truck Service Repair Manual PDFDokument24 SeitenTOYOTA BT Reflex RRE180HECC High Performance Reach Truck Service Repair Manual PDFfkmemmme50% (2)
- TOYOTA BT Reflex RRE180HECC High Performance Reach Truck Service Repair Manual PDFDokument24 SeitenTOYOTA BT Reflex RRE180HECC High Performance Reach Truck Service Repair Manual PDFfkmemmme50% (2)
- TOYOTA BT Reflex RRE180HECC High Performance Reach Truck Service Repair Manual PDFDokument24 SeitenTOYOTA BT Reflex RRE180HECC High Performance Reach Truck Service Repair Manual PDFfkmemmme50% (2)
- TOYOTA BT Reflex RRE180HECC High Performance Reach Truck Service Repair Manual PDFDokument24 SeitenTOYOTA BT Reflex RRE180HECC High Performance Reach Truck Service Repair Manual PDFfkmemmme50% (2)
- TOYOTA BT Reflex RRE180HECC High Performance Reach Truck Service Repair Manual PDFDokument24 SeitenTOYOTA BT Reflex RRE180HECC High Performance Reach Truck Service Repair Manual PDFfkmemmme50% (2)
- TOYOTA BT Reflex RRE180HECC High Performance Reach Truck Service Repair Manual PDFDokument24 SeitenTOYOTA BT Reflex RRE180HECC High Performance Reach Truck Service Repair Manual PDFfkmemmme50% (2)
- TOYOTA BT Reflex RRE180HECC High Performance Reach Truck Service Repair Manual PDFDokument24 SeitenTOYOTA BT Reflex RRE180HECC High Performance Reach Truck Service Repair Manual PDFfkmemmme50% (2)
- TOYOTA BT Reflex RRE180HECC High Performance Reach Truck Service Repair Manual PDFDokument24 SeitenTOYOTA BT Reflex RRE180HECC High Performance Reach Truck Service Repair Manual PDFfkmemmme50% (2)
- TOYOTA BT Reflex RRE180HECC High Performance Reach Truck Service Repair Manual PDFDokument24 SeitenTOYOTA BT Reflex RRE180HECC High Performance Reach Truck Service Repair Manual PDFfkmemmme50% (2)
- VW Passat Brake SystemsDokument100 SeitenVW Passat Brake SystemsMihai Ioan100% (6)
- Master FIR NewDokument88 SeitenMaster FIR NewVikas KashyapNoch keine Bewertungen
- Ser 200 IMDokument5 SeitenSer 200 IMshadialameddinNoch keine Bewertungen
- Motor CaterpillarDokument48 SeitenMotor Caterpillar80310541100% (5)
- Fact Sheet: Engine D9A260, EM-EC01Dokument2 SeitenFact Sheet: Engine D9A260, EM-EC01AnbarasanNoch keine Bewertungen
- Parts ListDokument3 SeitenParts Listfrancisco1938Noch keine Bewertungen
- Table 4d4aDokument2 SeitenTable 4d4aZunnur ZamzamNoch keine Bewertungen
- 4stock DieselDokument87 Seiten4stock DieselAdnan AliNoch keine Bewertungen
- BearingsDokument52 SeitenBearingsrahul singhNoch keine Bewertungen
- Installation Instructions For RCM Eccentric Adjustable Idler Set Subaru EJ20/22/25Dokument4 SeitenInstallation Instructions For RCM Eccentric Adjustable Idler Set Subaru EJ20/22/25николай дехтярNoch keine Bewertungen
- 3.5 Core Al Xlpe ArmdDokument1 Seite3.5 Core Al Xlpe ArmdRavindra JadhavNoch keine Bewertungen
- American Machinist Gear BookDokument374 SeitenAmerican Machinist Gear BooknamerandomNoch keine Bewertungen
- Auto Service Cost Break Down FinalDokument2 SeitenAuto Service Cost Break Down FinalAmarech NimaniNoch keine Bewertungen
- SAC 11 KV Line (5280')Dokument9 SeitenSAC 11 KV Line (5280')John Nash TunNoch keine Bewertungen
- Caterpillar 3306 Engine Service Manual SN 7y1 7y290Dokument6 SeitenCaterpillar 3306 Engine Service Manual SN 7y1 7y290serkancanli-1Noch keine Bewertungen
- DESHIDRATADOR Exc10elDokument1 SeiteDESHIDRATADOR Exc10elVictor Hugo Quiñonez QuintanaNoch keine Bewertungen
- Wheel Model 6 CatalogDokument40 SeitenWheel Model 6 CatalogHernan LopezNoch keine Bewertungen
- QT5 Roc 104 PDFDokument20 SeitenQT5 Roc 104 PDFCarlos RamirezNoch keine Bewertungen
- Kinematics of Machinery (ME-224) : Sajan KapilDokument22 SeitenKinematics of Machinery (ME-224) : Sajan KapilgyanNoch keine Bewertungen
- Iefcl-Return Material: SL - No Item Code Oracle Description Uom QuantityDokument10 SeitenIefcl-Return Material: SL - No Item Code Oracle Description Uom QuantityEZEMANoch keine Bewertungen
- Catalogo de Peças EHB25Dokument26 SeitenCatalogo de Peças EHB25andré Guilherme100% (1)
- Astralux: Model H20ADokument22 SeitenAstralux: Model H20AAstraluxNoch keine Bewertungen
- Common Rail System (CRS) SERVICE MANUAL: Operation: Toyota AvensisDokument55 SeitenCommon Rail System (CRS) SERVICE MANUAL: Operation: Toyota AvensisAntony ColonnaNoch keine Bewertungen
- HARDWARE2Dokument102 SeitenHARDWARE2Benedict CarandangNoch keine Bewertungen
- Spare Parts Catalog: APL-B 755 Material Number: 4472.077.090 Current Date: 13.04.2017Dokument30 SeitenSpare Parts Catalog: APL-B 755 Material Number: 4472.077.090 Current Date: 13.04.2017ИлиянВасилевNoch keine Bewertungen
- Catalogue CST PDFDokument29 SeitenCatalogue CST PDFTEIUSANUNoch keine Bewertungen
- Ls Installation InstructionsDokument14 SeitenLs Installation Instructionsdalekilgore84Noch keine Bewertungen
- Proton Waja 1.6L 4G18 Engine Service ManualDokument144 SeitenProton Waja 1.6L 4G18 Engine Service ManualyusufNoch keine Bewertungen