Das könnte Ihnen auch gefallen
- 10 11648 J Ajche 20130103 11 PDFDokument6 Seiten10 11648 J Ajche 20130103 11 PDFCandraNoch keine Bewertungen
- Ammonia Simulation PaperDokument11 SeitenAmmonia Simulation Paperjainrakeshj4987Noch keine Bewertungen
- Ammonia and Urea Production.Dokument10 SeitenAmmonia and Urea Production.180190105084rabadiyahenilNoch keine Bewertungen
- Ammonia Plant Material BalanceDokument66 SeitenAmmonia Plant Material Balancesagar dasgupta100% (1)
- Urea Plant DesignDokument70 SeitenUrea Plant DesignAamli Agarwal91% (11)
- Ammonia and Urea ProductionDokument10 SeitenAmmonia and Urea Productionwaheed_bhattiNoch keine Bewertungen
- Nirbhay Urea Final PDFDokument99 SeitenNirbhay Urea Final PDFHimanshu vikram100% (1)
- Downtream Processes of Syn GasDokument11 SeitenDowntream Processes of Syn GasragilpriyantoNoch keine Bewertungen
- Ammonia PlantDokument28 SeitenAmmonia PlantHumayun Rashid Khan100% (1)
- Haber Bosch ProcessDokument44 SeitenHaber Bosch ProcessyudiapnNoch keine Bewertungen
- Tayyeba Kanwal: Internship Report byDokument10 SeitenTayyeba Kanwal: Internship Report byAqib KhanNoch keine Bewertungen
- Full Report UreaDokument103 SeitenFull Report Ureanisasoberi100% (1)
- Gilbert 2010Dokument9 SeitenGilbert 2010Maria PaulaNoch keine Bewertungen
- Urea Plant DesignDokument70 SeitenUrea Plant Designravichem823Noch keine Bewertungen
- Chemical Technology Production of Ammonia: Dr. Abhi Mukherjee Department of Chemical Engineering Contai PolytechnicDokument3 SeitenChemical Technology Production of Ammonia: Dr. Abhi Mukherjee Department of Chemical Engineering Contai PolytechnicSk jahidul IslamNoch keine Bewertungen
- Cothu 123Dokument34 SeitenCothu 123nguyenvietphuoc22Noch keine Bewertungen
- Ammonia and Derivatives - Trans & Gas UsageDokument17 SeitenAmmonia and Derivatives - Trans & Gas UsageragilpriyantoNoch keine Bewertungen
- UreaDokument18 SeitenUreaDian Anggraini PurbaNoch keine Bewertungen
- Ammonia Urea ProductionDokument10 SeitenAmmonia Urea ProductionSameer PanditaNoch keine Bewertungen
- Haber ProcessDokument10 SeitenHaber ProcessTon5698Noch keine Bewertungen
- Nitric Acid Production PDFDokument87 SeitenNitric Acid Production PDFmohamedNoch keine Bewertungen
- Synthesis Gas Preparation First Methane Is Cleaned To Remove Impurities That Would Poison The CatalystsDokument44 SeitenSynthesis Gas Preparation First Methane Is Cleaned To Remove Impurities That Would Poison The CatalystsabdoNoch keine Bewertungen
- Phan-Bon - Urea-Production - (Cuuduongthancong - Com)Dokument10 SeitenPhan-Bon - Urea-Production - (Cuuduongthancong - Com)Hòa HuyNoch keine Bewertungen
- Problem, Failure and Safety Analysis of Ammonia Plant-A ReviewDokument16 SeitenProblem, Failure and Safety Analysis of Ammonia Plant-A ReviewATUL SONAWANE67% (3)
- IGCSE Chemistry Section 5 Lesson 4Dokument66 SeitenIGCSE Chemistry Section 5 Lesson 4Minh MeoNoch keine Bewertungen
- Chapter 3: Synthesis Gas Production and Derived ChemicalsDokument78 SeitenChapter 3: Synthesis Gas Production and Derived ChemicalsFadhli JapryNoch keine Bewertungen
- CPT PresentationDokument15 SeitenCPT PresentationNavket JhaNoch keine Bewertungen
- Year - MS, Term - I, ACCE 5103, Chapter 3Dokument11 SeitenYear - MS, Term - I, ACCE 5103, Chapter 3Istihad EmonNoch keine Bewertungen
- CUFLDokument9 SeitenCUFLSourav SutradharNoch keine Bewertungen
- Application of SyngasDokument10 SeitenApplication of SyngasJaydeep Patel100% (1)
- Production of AmmoniaDokument4 SeitenProduction of AmmoniaadeelrehmanNoch keine Bewertungen
- UreaDokument86 SeitenUreaAdi Ahmad100% (1)
- Chemistry Lesson 21Dokument5 SeitenChemistry Lesson 21Ali HaidarNoch keine Bewertungen
- 1.1 Ammonia: 1.1.1 Some Important Properties of AmmoniaDokument79 Seiten1.1 Ammonia: 1.1.1 Some Important Properties of AmmoniaNoman AslamNoch keine Bewertungen
- POT Trinidad Fact SheetDokument8 SeitenPOT Trinidad Fact SheetLok Chen ChuangNoch keine Bewertungen
- Fertiliser Manufacturing Processes and Its Environmental ProblemsDokument69 SeitenFertiliser Manufacturing Processes and Its Environmental ProblemsAulizar MarioNoch keine Bewertungen
- Control of Evaporator in The Production of UreaDokument15 SeitenControl of Evaporator in The Production of Ureatariq fareedNoch keine Bewertungen
- Control of Evaporator in The Production of UreaDokument15 SeitenControl of Evaporator in The Production of Ureatariq fareedNoch keine Bewertungen
- The Ammonia Manufacturing ProcessDokument85 SeitenThe Ammonia Manufacturing Processdabit imageNoch keine Bewertungen
- Recovery of CO From Units Of: Steam Methane Reforming at Sines RefineryDokument8 SeitenRecovery of CO From Units Of: Steam Methane Reforming at Sines RefineryShubhalaxmi SwainNoch keine Bewertungen
- New Microsoft Office Word DocumentDokument5 SeitenNew Microsoft Office Word DocumentSangam GuptaNoch keine Bewertungen
- Survey of Industrial Chemestry - Philip J. ChenierDokument13 SeitenSurvey of Industrial Chemestry - Philip J. ChenierBiain A SecasNoch keine Bewertungen
- The Process of Manufacture of Urea in A Naphtha Based PlantDokument4 SeitenThe Process of Manufacture of Urea in A Naphtha Based PlantahmedkhidryagoubNoch keine Bewertungen
- Design ProjectDokument26 SeitenDesign ProjectAamli AgarwalNoch keine Bewertungen
- Production of UreaDokument2 SeitenProduction of UreaSk jahidul IslamNoch keine Bewertungen
- Urea Project Report 1Dokument9 SeitenUrea Project Report 1Virendra RathvaNoch keine Bewertungen
- Urea Project Report 1 PDFDokument9 SeitenUrea Project Report 1 PDFVirendra RathvaNoch keine Bewertungen
- AmmoniaDokument49 SeitenAmmoniaAnonymous fhKOhG6Noch keine Bewertungen
- The Urea Manufacturing ProcessDokument5 SeitenThe Urea Manufacturing ProcessJhonny Huanca ChampiriNoch keine Bewertungen
- Simulation of Methanol Synthesis in Packed Bed Reactor Based On Gas From Biomass GasificationDokument9 SeitenSimulation of Methanol Synthesis in Packed Bed Reactor Based On Gas From Biomass GasificationHaris Surya HidayatNoch keine Bewertungen
- By - Hari - Om - Pandey - Roll - No. - 210003005 - B.Tech - (Final - Year) (Intern)Dokument31 SeitenBy - Hari - Om - Pandey - Roll - No. - 210003005 - B.Tech - (Final - Year) (Intern)hariompandey27051Noch keine Bewertungen
- Thermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerVon EverandThermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerNoch keine Bewertungen
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsVon EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerNoch keine Bewertungen
- Iridium Complexes in Organic SynthesisVon EverandIridium Complexes in Organic SynthesisLuis A. OroNoch keine Bewertungen
- Atmospheric Chemical Compounds: Sources, Occurrence and BioassayVon EverandAtmospheric Chemical Compounds: Sources, Occurrence and BioassayNoch keine Bewertungen
- Bio-Based SolventsVon EverandBio-Based SolventsFrançois JérômeNoch keine Bewertungen
- TransformerDokument21 SeitenTransformerVinayKumarNoch keine Bewertungen
- Secrad HartDokument1 SeiteSecrad HartVinayKumarNoch keine Bewertungen
- Secondary CellDokument12 SeitenSecondary CellVinayKumarNoch keine Bewertungen
- Recruitment and Selection COCA-COLA Finnalll Donnne FinallllDokument72 SeitenRecruitment and Selection COCA-COLA Finnalll Donnne FinallllVinayKumarNoch keine Bewertungen
- Vandegraff GeneratorDokument24 SeitenVandegraff GeneratorVinayKumarNoch keine Bewertungen
- Office ManagementDokument7 SeitenOffice ManagementVinayKumarNoch keine Bewertungen
- Nephroprotective Plants: Project ON AT DR - Apj Abdul Kalam Technical UniversityDokument40 SeitenNephroprotective Plants: Project ON AT DR - Apj Abdul Kalam Technical UniversityVinayKumarNoch keine Bewertungen
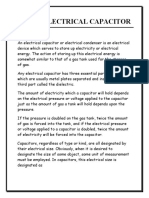
- Electrical CapacitorsDokument20 SeitenElectrical CapacitorsVinayKumarNoch keine Bewertungen
- Optical InstrumentDokument15 SeitenOptical InstrumentVinayKumar100% (1)
- Ai ProjectDokument27 SeitenAi ProjectVinayKumarNoch keine Bewertungen
- Cells PhotoDokument4 SeitenCells PhotoVinayKumarNoch keine Bewertungen
- Customer Expectations and Satisfaction With Online Food Apps-A Case of Bareilly CityDokument77 SeitenCustomer Expectations and Satisfaction With Online Food Apps-A Case of Bareilly CityVinayKumarNoch keine Bewertungen
- Magnetism 3Dokument18 SeitenMagnetism 3VinayKumarNoch keine Bewertungen
- Formulation and Development of Dental Gel Containing Clove Oil The Treatment Periodontal DiseasesDokument28 SeitenFormulation and Development of Dental Gel Containing Clove Oil The Treatment Periodontal DiseasesVinayKumarNoch keine Bewertungen
- Magnetic FieldDokument20 SeitenMagnetic FieldVinayKumarNoch keine Bewertungen
- Sr. PagesDokument62 SeitenSr. PagesVinayKumarNoch keine Bewertungen
- Project ReportDokument19 SeitenProject ReportVinayKumarNoch keine Bewertungen
- Vandegraff GeneratorDokument24 SeitenVandegraff GeneratorVinayKumarNoch keine Bewertungen
- Primary and Secondary CellsDokument20 SeitenPrimary and Secondary CellsVinayKumarNoch keine Bewertungen
- Primary and Secondary CellsDokument20 SeitenPrimary and Secondary CellsVinayKumarNoch keine Bewertungen
- Diffraction of LightDokument16 SeitenDiffraction of LightVinayKumarNoch keine Bewertungen
- Semiconductor Devices2Dokument5 SeitenSemiconductor Devices2VinayKumarNoch keine Bewertungen
- ElectricityDokument21 SeitenElectricityVinayKumarNoch keine Bewertungen
- Primary and Secondary CellsDokument20 SeitenPrimary and Secondary CellsVinayKumarNoch keine Bewertungen
- To Study Common Base Characteristic of PNP Junction TransistorDokument11 SeitenTo Study Common Base Characteristic of PNP Junction TransistorVinayKumarNoch keine Bewertungen
- Snappy Style SalonDokument1 SeiteSnappy Style SalonVinayKumarNoch keine Bewertungen
- Dissertation Report: M.J.P. Rohilkhand University, BareillyDokument1 SeiteDissertation Report: M.J.P. Rohilkhand University, BareillyVinayKumarNoch keine Bewertungen
- Crime Against To Indian Women From Ancient To Time in IndiaDokument12 SeitenCrime Against To Indian Women From Ancient To Time in IndiaVinayKumarNoch keine Bewertungen
- Mobile Purcaseing Project ReportDokument68 SeitenMobile Purcaseing Project ReportVinayKumarNoch keine Bewertungen
- Crime Against To Indian Women From Ancient To Time in IndiaDokument12 SeitenCrime Against To Indian Women From Ancient To Time in IndiaVinayKumarNoch keine Bewertungen
- EMKADE EDi Inventory-2016Dokument31 SeitenEMKADE EDi Inventory-2016Renato BarbozaNoch keine Bewertungen
- Tablet Count TestDokument42 SeitenTablet Count TestmevanditaNoch keine Bewertungen
- CIS Technical CatalogueDokument36 SeitenCIS Technical CatalogueHanumanthu GollaNoch keine Bewertungen
- Arenes - Benzene Chemistry 1 QP AnsweredDokument11 SeitenArenes - Benzene Chemistry 1 QP AnsweredmilanaNoch keine Bewertungen
- Characterization of INCONEL Alloy 740H For Tube, Pipe and Fittings For Advanced Supercritical CO SystemsDokument15 SeitenCharacterization of INCONEL Alloy 740H For Tube, Pipe and Fittings For Advanced Supercritical CO SystemsAnonymous lmCR3SkPrKNoch keine Bewertungen
- PI - Premium Blue GEO M 74 15W 40 - 138 03Dokument2 SeitenPI - Premium Blue GEO M 74 15W 40 - 138 03emezibNoch keine Bewertungen
- Coal Fly Ash and Raw or Calcined Natural Pozzolan For Use in ConcreteDokument3 SeitenCoal Fly Ash and Raw or Calcined Natural Pozzolan For Use in ConcreteJose Francisco Villarreal CanalesNoch keine Bewertungen
- AB-3P Technical Reference ManualDokument67 SeitenAB-3P Technical Reference ManualTeh NicoleNoch keine Bewertungen
- JC30 Datos TecnicosDokument1 SeiteJC30 Datos TecnicosGregorio Mata MartínezNoch keine Bewertungen
- ch19 Thermal PropertiesDokument15 Seitench19 Thermal PropertiesSary KilanyNoch keine Bewertungen
- White and Yellow Reflective Thermoplastic Striping Material (Solid Form)Dokument6 SeitenWhite and Yellow Reflective Thermoplastic Striping Material (Solid Form)RB SinghNoch keine Bewertungen
- FloatingDokument12 SeitenFloatingrobson2015Noch keine Bewertungen
- Cniai 34686 0004Dokument83 SeitenCniai 34686 0004Nirosha Dilrangi PereraNoch keine Bewertungen
- White and Colour WashingDokument2 SeitenWhite and Colour WashingAnonymous Qm0zbNkNoch keine Bewertungen
- Basic Paraffin Wax Candle Making InstructionsDokument1 SeiteBasic Paraffin Wax Candle Making InstructionsgabhanbradleyNoch keine Bewertungen
- Total Price Totavoucher Deductions Total ExpencesDokument3 SeitenTotal Price Totavoucher Deductions Total Expenceskiara maeNoch keine Bewertungen
- 17AD100 Nexgear Tango Fabrication GuideDokument32 Seiten17AD100 Nexgear Tango Fabrication Guidekh9d676k6jNoch keine Bewertungen
- Interconection Pipe RackDokument16 SeitenInterconection Pipe RackPhucChuVanNoch keine Bewertungen
- Lesson Plan in Science 10 Chemistry: John Glenn E. Labrador Bsed - IvDokument20 SeitenLesson Plan in Science 10 Chemistry: John Glenn E. Labrador Bsed - IvJohn Glenn E. L.Noch keine Bewertungen
- FMP-102 Lecture 8 & 9 Fuels & ClassificationDokument39 SeitenFMP-102 Lecture 8 & 9 Fuels & ClassificationTalha AshrafNoch keine Bewertungen
- 5 6328058020534158232Dokument148 Seiten5 6328058020534158232AnishaNoch keine Bewertungen
- CIBA EfkaDokument2 SeitenCIBA EfkaImran AhmadNoch keine Bewertungen
- Sylobloc® 44 - GraceDokument2 SeitenSylobloc® 44 - Gracewhatever39100% (1)
- 9 Notes For Use in Qualitative Analysis Test For Anions: © UCLES 2017 0620/05/SP/20Dokument2 Seiten9 Notes For Use in Qualitative Analysis Test For Anions: © UCLES 2017 0620/05/SP/20Mayur VanjaniNoch keine Bewertungen
- Uk Pigs Hillary BookletDokument7 SeitenUk Pigs Hillary BookletNiken SusantiNoch keine Bewertungen
- JJB308Dokument20 SeitenJJB308Pablo AllosiaNoch keine Bewertungen
- En-Gravs 2009 Main CatalogDokument62 SeitenEn-Gravs 2009 Main Catalogand227Noch keine Bewertungen
- 1975 - GILLOTT - AAR in ConcreteDokument24 Seiten1975 - GILLOTT - AAR in ConcreteclanardinoNoch keine Bewertungen
- Iron (Fe) - Cementite (Fe C) Phase Diagram: Asst. Prof. Sandeep Parida Dept. of Mechanical Engineering CUTM, ParlakhemundiDokument41 SeitenIron (Fe) - Cementite (Fe C) Phase Diagram: Asst. Prof. Sandeep Parida Dept. of Mechanical Engineering CUTM, ParlakhemundiAmrit MallickNoch keine Bewertungen
- Elements and Compounds PowerPointDokument19 SeitenElements and Compounds PowerPointRelayer 66Noch keine Bewertungen