Das könnte Ihnen auch gefallen
- Greenhouse ManagementDokument49 SeitenGreenhouse ManagementAnouer Belkadi43% (14)
- Bond Strength of Ceramic Tile To Portland Cement Paste: Standard Test Method ForDokument5 SeitenBond Strength of Ceramic Tile To Portland Cement Paste: Standard Test Method ForAquino100% (2)
- Praxair HVOF Coating BrochureDokument12 SeitenPraxair HVOF Coating BrochureGary McKayNoch keine Bewertungen
- A New Approach To The Calculation of Bond Work Index For Finer SamplesDokument5 SeitenA New Approach To The Calculation of Bond Work Index For Finer SamplesNataniel Linares GutiérrezNoch keine Bewertungen
- Extreme Wear Resistance and ToughnessDokument4 SeitenExtreme Wear Resistance and Toughnesssrinivas rao rayuduNoch keine Bewertungen
- PBS Stephen Miranda May2014 S Jet ArticleDokument4 SeitenPBS Stephen Miranda May2014 S Jet ArticlejojibaNoch keine Bewertungen
- Antiwashout Admixtures For Underwater ConcreteDokument2 SeitenAntiwashout Admixtures For Underwater Concretemanil_5Noch keine Bewertungen
- Data Sheet Bomba de Vacio Tuthill Klrc300Dokument4 SeitenData Sheet Bomba de Vacio Tuthill Klrc300JosueNoch keine Bewertungen
- Water Tank GuidelinesDokument11 SeitenWater Tank GuidelinesSivanesan KupusamyNoch keine Bewertungen
- 30 African Malawi Cichlids PDFDokument2 Seiten30 African Malawi Cichlids PDFshachoujosephNoch keine Bewertungen
- GGBS BrochureDokument5 SeitenGGBS BrochureVVIT VVITNoch keine Bewertungen
- Typicals Pezu Clinker - 07.12.2018Dokument56 SeitenTypicals Pezu Clinker - 07.12.2018Rao HamzaNoch keine Bewertungen
- E12536-0000-9002-01-07 Consumer List PDFDokument29 SeitenE12536-0000-9002-01-07 Consumer List PDFDwi RatnoNoch keine Bewertungen
- Fresh Air Flap: Machine Manual En-21017.831-FDokument21 SeitenFresh Air Flap: Machine Manual En-21017.831-FRahmat YusufNoch keine Bewertungen
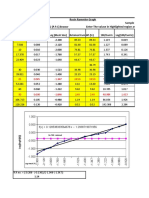
- Sample Name & Location - : CM - 2 (P.P.C) BeawarDokument5 SeitenSample Name & Location - : CM - 2 (P.P.C) BeawarDeepanshu ShrivastavaNoch keine Bewertungen
- Test Report 10034-1 Raw Material Grasim Rawan IndiaDokument6 SeitenTest Report 10034-1 Raw Material Grasim Rawan IndiaKenny RuizNoch keine Bewertungen
- 5min Plant Expert PDFDokument27 Seiten5min Plant Expert PDFAnonymous 8eSqHSfzNoch keine Bewertungen
- DOPOL® 90 Cyclone Stage Type B-CCDokument35 SeitenDOPOL® 90 Cyclone Stage Type B-CCRahmat HidayatNoch keine Bewertungen
- No. 11.7 HBI - Hot Briquetting of Direct Reduced Iron Technology and Status of Industrial ApplicationDokument16 SeitenNo. 11.7 HBI - Hot Briquetting of Direct Reduced Iron Technology and Status of Industrial Applicationravi00098Noch keine Bewertungen
- Comminution Energy Efficiency Understanding Next Steps - 2016 PDFDokument24 SeitenComminution Energy Efficiency Understanding Next Steps - 2016 PDFArturNoch keine Bewertungen
- Chapter-1 Intro & Properties of Particulate SolidsDokument11 SeitenChapter-1 Intro & Properties of Particulate SolidsKartik DesaiNoch keine Bewertungen
- Determination of The Nip Zone Angle in High-Pressure Grinding RollsDokument12 SeitenDetermination of The Nip Zone Angle in High-Pressure Grinding RollsKroya HunNoch keine Bewertungen
- G Effect On Gravity ConcentrationDokument3 SeitenG Effect On Gravity Concentrationboanerges wino pattyNoch keine Bewertungen
- MAV Comminution TestsDokument16 SeitenMAV Comminution TestsNilson Ariel Gálvez OlguinNoch keine Bewertungen
- SikaGrind For Vertical Roller Mills PDFDokument8 SeitenSikaGrind For Vertical Roller Mills PDFEduardo RojasNoch keine Bewertungen
- Ball Mill GrindingDokument6 SeitenBall Mill GrindingShyanu Udeshika WijerathnaNoch keine Bewertungen
- Ball Mill OperatingDokument14 SeitenBall Mill OperatingCao Ngoc AnhNoch keine Bewertungen
- Determining The Bond Efficiency of Industrial Grinding CircuitsDokument23 SeitenDetermining The Bond Efficiency of Industrial Grinding CircuitsLuis Wes MolesNoch keine Bewertungen
- Pacific Booker - Morrison HPGR Polycom Test ReportDokument20 SeitenPacific Booker - Morrison HPGR Polycom Test ReportMeghshyam Karkera100% (1)
- Energy and Cost Comparisons Wang Et AlDokument17 SeitenEnergy and Cost Comparisons Wang Et AlJD FCNoch keine Bewertungen
- Plasma SprayDokument5 SeitenPlasma SprayZahid AnwerNoch keine Bewertungen
- Raw Material HandlingDokument15 SeitenRaw Material HandlingThibaut LeconteNoch keine Bewertungen
- The Cement Grinding Office: Blaine Specific Surface Area (Cement Density)Dokument5 SeitenThe Cement Grinding Office: Blaine Specific Surface Area (Cement Density)Anonymous XX9Om322lNoch keine Bewertungen
- The Rhodax® Process For Dry Mix Preparation in Anodes PlantsDokument37 SeitenThe Rhodax® Process For Dry Mix Preparation in Anodes PlantsGupta AnacoolzNoch keine Bewertungen
- Transformations E.12Dokument36 SeitenTransformations E.12Dilnesa EjiguNoch keine Bewertungen
- Throttle Valve in The Tertiary Air DuctDokument23 SeitenThrottle Valve in The Tertiary Air DuctRahmat HidayatNoch keine Bewertungen
- Cast Central Pipe For CyclonesDokument2 SeitenCast Central Pipe For CyclonesAnonymous Cxriyx9HIXNoch keine Bewertungen
- Corpare Bond Work Index and Hard GroveDokument15 SeitenCorpare Bond Work Index and Hard GroveWaterdrop' 'DewNoch keine Bewertungen
- 1 s2.0 S2772275922000144 MainDokument14 Seiten1 s2.0 S2772275922000144 Mainfaty hdez100% (1)
- 76 Mbar - 91 Mbar: CO - InertizationDokument1 Seite76 Mbar - 91 Mbar: CO - InertizationKenny RuizNoch keine Bewertungen
- 1286 Sme Mining Engineering Handbook: Figure 12.8-14 Ore-Handling System at Olympic Dam MineDokument1 Seite1286 Sme Mining Engineering Handbook: Figure 12.8-14 Ore-Handling System at Olympic Dam MineYeimsNoch keine Bewertungen
- A Meaningful Expression Between Bond Work Index, Grindability Index and Friability ValueDokument3 SeitenA Meaningful Expression Between Bond Work Index, Grindability Index and Friability ValueVerónica CharresNoch keine Bewertungen
- Procemin 2015 Sizing Stages of Weir High Pressure Grinding Rolls Mills, Based On Pilot TestsDokument25 SeitenProcemin 2015 Sizing Stages of Weir High Pressure Grinding Rolls Mills, Based On Pilot TestsNereo SpenglerNoch keine Bewertungen
- Crushers: Wills' Mineral Processing Technology. © 2016 Elsevier Ltd. All Rights ReservedDokument24 SeitenCrushers: Wills' Mineral Processing Technology. © 2016 Elsevier Ltd. All Rights ReservedDanny Joaquin Flores CruzNoch keine Bewertungen
- Power Drawn by Grinding MediaDokument5 SeitenPower Drawn by Grinding MediaanruloNoch keine Bewertungen
- Effect of GA On Model Parameters of A Cement Ball Mill and An Air ClassifierDokument51 SeitenEffect of GA On Model Parameters of A Cement Ball Mill and An Air ClassifierNam HuynhNoch keine Bewertungen
- FEECO Seal OptionsDokument1 SeiteFEECO Seal OptionsFernando MilmanNoch keine Bewertungen
- 2022-04-08 - HPGR Adantages in Ore GrindingDokument24 Seiten2022-04-08 - HPGR Adantages in Ore Grindingpanchada.srinivasuNoch keine Bewertungen
- Rawang Kk4 Process FlowDokument1 SeiteRawang Kk4 Process FlowRishwin Singh SindaNoch keine Bewertungen
- AG and SAG Mill Circuit Selection and Design by SimulationDokument22 SeitenAG and SAG Mill Circuit Selection and Design by Simulationbob2341Noch keine Bewertungen
- Better Grinding Systems: Figure 1: DeglomeratorDokument5 SeitenBetter Grinding Systems: Figure 1: DeglomeratorGerman Gabriel Anaya VegaNoch keine Bewertungen
- 3 3 Euragglo Komarek Roller Presses Presentation Pascal Hervieu PDFDokument55 Seiten3 3 Euragglo Komarek Roller Presses Presentation Pascal Hervieu PDFssmith2007100% (1)
- NQCC Ovent en PDFDokument3 SeitenNQCC Ovent en PDFShahnam GhasediNoch keine Bewertungen
- 102-41260 HPGR Chapitre A Introduction AnglaisDokument17 Seiten102-41260 HPGR Chapitre A Introduction AnglaismahdieNoch keine Bewertungen
- Partial Report - RawanDokument23 SeitenPartial Report - RawanKenny Ruiz100% (1)
- EN - VRM For Raw Material - 320 TPHDokument24 SeitenEN - VRM For Raw Material - 320 TPHneroc69581Noch keine Bewertungen
- Manual Operacion QSXDokument79 SeitenManual Operacion QSXjavier gelvezNoch keine Bewertungen
- Nelson Machinery Int'l Equipment Highlights 2019-04Dokument64 SeitenNelson Machinery Int'l Equipment Highlights 2019-04Andy GNoch keine Bewertungen
- Paper # 153 - The Appropriateness of The Transfer Size in Ag and Sag Mill Circuit DesignDokument13 SeitenPaper # 153 - The Appropriateness of The Transfer Size in Ag and Sag Mill Circuit Designcuberbill1980Noch keine Bewertungen
- Impact of Process Parameters On QualityDokument25 SeitenImpact of Process Parameters On QualityDineshNoch keine Bewertungen
- Power-Based Comminution Calculations Using AusgrindDokument12 SeitenPower-Based Comminution Calculations Using AusgrindW ZuoNoch keine Bewertungen
- Outlet Apparatus: Machine Manual En-23122.102-ADokument16 SeitenOutlet Apparatus: Machine Manual En-23122.102-ARahmat YusufNoch keine Bewertungen
- 2016 PreCut PowerLine FineCut EnglishDokument16 Seiten2016 PreCut PowerLine FineCut Englishrcaleta0% (1)
- Grindability of Commercial Clinkers With High MgO LevelDokument7 SeitenGrindability of Commercial Clinkers With High MgO LevelAnonymous NxpnI6jCNoch keine Bewertungen
- FICEM Christian-Pfeiffer 2017Dokument37 SeitenFICEM Christian-Pfeiffer 2017M A GallegosNoch keine Bewertungen
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementVon EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNoch keine Bewertungen
- Petrichor The Smell of Rain PDFDokument1 SeitePetrichor The Smell of Rain PDFEstefanía Gómez RodríguezNoch keine Bewertungen
- Petrichor The Smell of RainDokument1 SeitePetrichor The Smell of RainEstefanía Gómez RodríguezNoch keine Bewertungen
- Guía - Storage Flow Bulk Solids - English VersionDokument1 SeiteGuía - Storage Flow Bulk Solids - English VersionEstefanía Gómez RodríguezNoch keine Bewertungen
- 1 - Text - A Guide To Characterizing Particle Size and Shape - 23AGO2020Dokument11 Seiten1 - Text - A Guide To Characterizing Particle Size and Shape - 23AGO2020Estefanía Gómez RodríguezNoch keine Bewertungen
- ACTIVITY#1Dokument7 SeitenACTIVITY#1Princess Krenzelle BañagaNoch keine Bewertungen
- Motoare LiniareDokument20 SeitenMotoare LiniarePeter SmithNoch keine Bewertungen
- E Ciency Studies of Combination Tube Boilers: Alexandria Engineering JournalDokument10 SeitenE Ciency Studies of Combination Tube Boilers: Alexandria Engineering JournalJuan Sebastian AlarconNoch keine Bewertungen
- Lecture Planner - Inorganic Chemistry - Prayas JEE 2.0 2024Dokument1 SeiteLecture Planner - Inorganic Chemistry - Prayas JEE 2.0 2024Ankit MatthNoch keine Bewertungen
- Act.-3-4-MLS Chem LabDokument6 SeitenAct.-3-4-MLS Chem LabJushelle Anne Tigoy PilareNoch keine Bewertungen
- Research Paper On Hair ColourantsDokument4 SeitenResearch Paper On Hair ColourantsShridhar AnishettyNoch keine Bewertungen
- Exp 1 Chemical Oxygen DemandDokument4 SeitenExp 1 Chemical Oxygen Demandkh!mNoch keine Bewertungen
- Solid State FermentationDokument1 SeiteSolid State Fermentationaditya_32kaNoch keine Bewertungen
- Dust Management PPT 030813 VISHVA KIRANDokument42 SeitenDust Management PPT 030813 VISHVA KIRANVishva KiranNoch keine Bewertungen
- Tarkett Collection For Professionals 2013 2 PartDokument57 SeitenTarkett Collection For Professionals 2013 2 PartDan George IIINoch keine Bewertungen
- Preparation of Extenders and Preservation of Refrigerated Semen and Frozen Semen in LN2Dokument27 SeitenPreparation of Extenders and Preservation of Refrigerated Semen and Frozen Semen in LN2ShamsiNoch keine Bewertungen
- Deep Sea MooringDokument20 SeitenDeep Sea MooringsujitNoch keine Bewertungen
- Farmcares: Organic Pesticide IndustriesDokument12 SeitenFarmcares: Organic Pesticide IndustriesHrìthìk HàrryNoch keine Bewertungen
- Thurmolox PdsDokument3 SeitenThurmolox PdsSinan A AzizNoch keine Bewertungen
- Tolerances To en 10051 For Continuously Rolled HotDokument4 SeitenTolerances To en 10051 For Continuously Rolled HotSorin LescaiNoch keine Bewertungen
- Manual C17 - EN - Site PDFDokument27 SeitenManual C17 - EN - Site PDFCristu CristianNoch keine Bewertungen
- CO2 Liquefaction PlantDokument32 SeitenCO2 Liquefaction Plantmuzammal100% (1)
- Category 2-Bonus PacketDokument9 SeitenCategory 2-Bonus Packetapi-312542882Noch keine Bewertungen
- Business PlanDokument22 SeitenBusiness PlanRanjitha Kalaiselvan100% (2)
- One-Dimensional Swell or Collapse of Soils: Standard Test Methods ForDokument10 SeitenOne-Dimensional Swell or Collapse of Soils: Standard Test Methods ForYarisel Shosha MuñozNoch keine Bewertungen
- Apotek Borneo Sehat: Grand Tota Bayar Kembali Batal Simpan DataDokument98 SeitenApotek Borneo Sehat: Grand Tota Bayar Kembali Batal Simpan DataantonNoch keine Bewertungen
- Inorganic Chemistry For BiologyDokument163 SeitenInorganic Chemistry For BiologyBezabih KeltaNoch keine Bewertungen
- Lesson 1 and 2-1 PDFDokument22 SeitenLesson 1 and 2-1 PDFDenver NieverasNoch keine Bewertungen