Das könnte Ihnen auch gefallen
- Jeb Im 1043741Dokument22 SeitenJeb Im 1043741Healthcare Pro LearningNoch keine Bewertungen
- Damit 2022 (KRAS)Dokument10 SeitenDamit 2022 (KRAS)Healthcare Pro LearningNoch keine Bewertungen
- Fphar-11-552453 Snowdrop 2021 PublishedDokument16 SeitenFphar-11-552453 Snowdrop 2021 PublishedHealthcare Pro LearningNoch keine Bewertungen
- TCRM 284171 How Safe Are Fluoroquinolones For Diabetic Patients A SysteDokument8 SeitenTCRM 284171 How Safe Are Fluoroquinolones For Diabetic Patients A SysteHealthcare Pro LearningNoch keine Bewertungen
- Fpubh 08 567395Dokument17 SeitenFpubh 08 567395Healthcare Pro LearningNoch keine Bewertungen
- Yun2022 Article EffectivenessAndSafetyOfEarlyVDokument9 SeitenYun2022 Article EffectivenessAndSafetyOfEarlyVHealthcare Pro LearningNoch keine Bewertungen
- Licorice ReviewDokument8 SeitenLicorice ReviewHealthcare Pro LearningNoch keine Bewertungen
- Anticoagulation Control in Different Ethnic Groups Receiving Vitamin K Antagonist For Stroke Prevention in Atrial Fibrillation 2021Dokument9 SeitenAnticoagulation Control in Different Ethnic Groups Receiving Vitamin K Antagonist For Stroke Prevention in Atrial Fibrillation 2021Healthcare Pro LearningNoch keine Bewertungen
- Tan Et Al-2021-Journal of Pharmaceutical Policy and PracticeDokument4 SeitenTan Et Al-2021-Journal of Pharmaceutical Policy and PracticeHealthcare Pro LearningNoch keine Bewertungen
- A Review On The Solubility Enhancement Technique For Pharmaceutical Formulations 2021Dokument14 SeitenA Review On The Solubility Enhancement Technique For Pharmaceutical Formulations 2021Healthcare Pro LearningNoch keine Bewertungen
- 2021 Published Medicina 57 00189Dokument10 Seiten2021 Published Medicina 57 00189Healthcare Pro LearningNoch keine Bewertungen
- Students' Perceptions About Social Constructivist 2020 IJPER PDFDokument8 SeitenStudents' Perceptions About Social Constructivist 2020 IJPER PDFHealthcare Pro LearningNoch keine Bewertungen
- Vaccines 09 01348Dokument12 SeitenVaccines 09 01348Healthcare Pro LearningNoch keine Bewertungen
- Adverse Reactions of COVID-19 Vaccine Among Frontline Workers in Fujairah, UAEDokument6 SeitenAdverse Reactions of COVID-19 Vaccine Among Frontline Workers in Fujairah, UAEHealthcare Pro LearningNoch keine Bewertungen
- Rsap Letter (Cost of Medicine)Dokument2 SeitenRsap Letter (Cost of Medicine)Healthcare Pro LearningNoch keine Bewertungen
- Rsap Review of Data Exclusivity Provisions PDFDokument3 SeitenRsap Review of Data Exclusivity Provisions PDFHealthcare Pro LearningNoch keine Bewertungen
- 2016 CMRP Can The New Pharmacy Bill Safeguard Patient's Right in Healthcare PUBLISHEDDokument2 Seiten2016 CMRP Can The New Pharmacy Bill Safeguard Patient's Right in Healthcare PUBLISHEDHealthcare Pro LearningNoch keine Bewertungen
- New Pharmacy Law RsapDokument4 SeitenNew Pharmacy Law RsapHealthcare Pro LearningNoch keine Bewertungen
- Medical Tourism Ethics Risks and Benefits IJPERDokument10 SeitenMedical Tourism Ethics Risks and Benefits IJPERHealthcare Pro LearningNoch keine Bewertungen
- Rsap Letter (Cost of Medicine)Dokument2 SeitenRsap Letter (Cost of Medicine)Healthcare Pro LearningNoch keine Bewertungen
- Medical Tourism Ethics Risks and Benefits IJPERDokument10 SeitenMedical Tourism Ethics Risks and Benefits IJPERHealthcare Pro LearningNoch keine Bewertungen
- New Pharmacy Law RsapDokument4 SeitenNew Pharmacy Law RsapHealthcare Pro LearningNoch keine Bewertungen
- Polio Vaccine 2020 Globalization BMC PDFDokument3 SeitenPolio Vaccine 2020 Globalization BMC PDFHealthcare Pro LearningNoch keine Bewertungen
- Towards A Sustainable Dispensing Separation Model PDFDokument3 SeitenTowards A Sustainable Dispensing Separation Model PDFHealthcare Pro LearningNoch keine Bewertungen
- Rsap Review of Data Exclusivity Provisions PDFDokument3 SeitenRsap Review of Data Exclusivity Provisions PDFHealthcare Pro LearningNoch keine Bewertungen
- Ching Siang Covid Angiotensin-7 PDFDokument3 SeitenChing Siang Covid Angiotensin-7 PDFHealthcare Pro LearningNoch keine Bewertungen
- AsianPacJTropMed Convalescent PlasmaDokument11 SeitenAsianPacJTropMed Convalescent PlasmaHealthcare Pro LearningNoch keine Bewertungen
- 2020 Conference PaperDokument2 Seiten2020 Conference PaperHealthcare Pro LearningNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Job Safety Analysis: Date/ Jsa No: Jsa Team Members Job: Location: Project/ Client: SupervisorDokument1 SeiteJob Safety Analysis: Date/ Jsa No: Jsa Team Members Job: Location: Project/ Client: SupervisorMuhammad Akbar Al BardawiNoch keine Bewertungen
- KT PDO Thread Training Stage 1 and 2 OverviewDokument55 SeitenKT PDO Thread Training Stage 1 and 2 OverviewMetin Sabuncu100% (3)
- Factors Influencing Consumers ' Buying Behaviours Towards Ayurvedic Products: A Case Study of Patanjali ProductsDokument16 SeitenFactors Influencing Consumers ' Buying Behaviours Towards Ayurvedic Products: A Case Study of Patanjali ProductsSiladitya MitraNoch keine Bewertungen
- Shaukat Khanum Memorial Cancer Hospital & Research CentreDokument2 SeitenShaukat Khanum Memorial Cancer Hospital & Research CentreMa BeNoch keine Bewertungen
- Medicine List With DosageDokument9 SeitenMedicine List With DosageonovNoch keine Bewertungen
- Skema Modul Skor A+ Bab 5Dokument8 SeitenSkema Modul Skor A+ Bab 5Siti MuslihahNoch keine Bewertungen
- MCFP Catalogue 2016Dokument33 SeitenMCFP Catalogue 2016bader_222_jo50% (2)
- Health Economics: Which of The Following Is Not A Reason For Increased Health Spending?Dokument8 SeitenHealth Economics: Which of The Following Is Not A Reason For Increased Health Spending?Arjun Aryal100% (1)
- Week 3 PATIENTS RIGHTS AND RESPONSIBILITIES 19-20Dokument32 SeitenWeek 3 PATIENTS RIGHTS AND RESPONSIBILITIES 19-20maha abdallahNoch keine Bewertungen
- HSE Covid-19 Doffing CoverallDokument1 SeiteHSE Covid-19 Doffing Coveralliq_dianaNoch keine Bewertungen
- KMC3063 - Unit 3 - Bowenian Family TherapyDokument38 SeitenKMC3063 - Unit 3 - Bowenian Family TherapyJane Rabi TinkaiNoch keine Bewertungen
- Surgical Handicraft Manual For Surgical Residents 2015 PDFDokument295 SeitenSurgical Handicraft Manual For Surgical Residents 2015 PDFNamerahN100% (3)
- ToothpasteDokument6 SeitenToothpasteNelly SuriamahNoch keine Bewertungen
- Drug Study SymbicortDokument3 SeitenDrug Study Symbicortaldwinng100% (3)
- Research Paper FinalDokument12 SeitenResearch Paper Finalapi-582867034Noch keine Bewertungen
- Concept of Health EducationDokument14 SeitenConcept of Health EducationYou PanhamorokotNoch keine Bewertungen
- Impact of Covid-19 On Consumers' Essential Buying Behavior - An Indian PerspectiveDokument12 SeitenImpact of Covid-19 On Consumers' Essential Buying Behavior - An Indian PerspectiveMuhammad bilalNoch keine Bewertungen
- Lung Collapse PDFDokument65 SeitenLung Collapse PDFRibhav GuptaNoch keine Bewertungen
- Rizal's Visit To The United States (1888Dokument23 SeitenRizal's Visit To The United States (1888Dandy Lastimosa Velasquez57% (7)
- Case Presentation 1Dokument18 SeitenCase Presentation 1api-390677852Noch keine Bewertungen
- Innovative Ideas To Reduce Post Covid DifficultiesDokument5 SeitenInnovative Ideas To Reduce Post Covid DifficultiesBrindhaNoch keine Bewertungen
- German Marine Agencies Inc Vs NLRC 142049 JanuaryDokument14 SeitenGerman Marine Agencies Inc Vs NLRC 142049 JanuaryJennyNoch keine Bewertungen
- Triamcinolone AcetonideDokument12 SeitenTriamcinolone Acetonideawais khanNoch keine Bewertungen
- SP - Sindy MilaDokument2 SeitenSP - Sindy MilaSindy MelindaNoch keine Bewertungen
- Lazuli ProfileDokument25 SeitenLazuli ProfileNew Seljuk EmpireNoch keine Bewertungen
- Erbacher Vita 2010Dokument5 SeitenErbacher Vita 2010HuntMNoch keine Bewertungen
- Neuro Lymphatic MassageDokument2 SeitenNeuro Lymphatic Massagewolfgangl70Noch keine Bewertungen
- PLLDokument24 SeitenPLLjagannnathdNoch keine Bewertungen
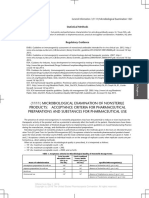
- 1111 - USP Micro Limit Test For Non SterileDokument2 Seiten1111 - USP Micro Limit Test For Non SterileSpectre SpectreNoch keine Bewertungen
- Sistema NervosoDokument1 SeiteSistema NervosoPerisson Dantas100% (2)