Das könnte Ihnen auch gefallen
- Operation and Maintenance Manual FOR Winch TYPE: 07.02.08: (Acc. To MSC.1/Circ.1206)Dokument12 SeitenOperation and Maintenance Manual FOR Winch TYPE: 07.02.08: (Acc. To MSC.1/Circ.1206)GogaNoch keine Bewertungen
- Heuristic Design of Pressure Swing Adsorption: A Preliminary StudyDokument19 SeitenHeuristic Design of Pressure Swing Adsorption: A Preliminary StudyAntonio Lopez PerezNoch keine Bewertungen
- Oxygen Separation From Air by PSA Modelling and Experimental ResultsDokument16 SeitenOxygen Separation From Air by PSA Modelling and Experimental Resultshamidrezaee008100% (1)
- ANSYS Stress Analysis of Impeller Blade at Various RPMDokument13 SeitenANSYS Stress Analysis of Impeller Blade at Various RPMcena3135Noch keine Bewertungen
- ValveDokument26 SeitenValvetiantaufik100% (1)
- Chemical Engineering Science: Milad Yavary, Habib Ale-Ebrahim, Cavus FalamakiDokument9 SeitenChemical Engineering Science: Milad Yavary, Habib Ale-Ebrahim, Cavus FalamakiSalman AliNoch keine Bewertungen
- Cruz, AIChE 2005Dokument19 SeitenCruz, AIChE 2005TanmayiNoch keine Bewertungen
- Pressure Swing Adsorption in The Unit Operations LaboratoryDokument8 SeitenPressure Swing Adsorption in The Unit Operations Laboratorydilip matalNoch keine Bewertungen
- The Experimental Study of A New Pressure Equalization Step in The Pressure Swing Adsorption Cycle of A Portable Oxygen ConcentratorDokument10 SeitenThe Experimental Study of A New Pressure Equalization Step in The Pressure Swing Adsorption Cycle of A Portable Oxygen Concentratorرنا حركاتيNoch keine Bewertungen
- Fu 2017Dokument11 SeitenFu 2017Nikhil IngleNoch keine Bewertungen
- Heuristic Design of Pressure Swing AdsorptionDokument19 SeitenHeuristic Design of Pressure Swing AdsorptionGenoa SweatersNoch keine Bewertungen
- 1 s2.0 0009250989852261 MainDokument8 Seiten1 s2.0 0009250989852261 MainJoshNoch keine Bewertungen
- 1989 Pressure Swing Adsorption Development of An Equilibrium Theory For Binary Gas Mixtures With Nonlinear IsothermsDokument8 Seiten1989 Pressure Swing Adsorption Development of An Equilibrium Theory For Binary Gas Mixtures With Nonlinear IsothermsChristianNoch keine Bewertungen
- Plantwide Control Study of A Vinyl Acetate Monomer Process DesignDokument16 SeitenPlantwide Control Study of A Vinyl Acetate Monomer Process DesignudayNoch keine Bewertungen
- Experimental Studies of A New Compact Design Four-Bed PSA Equipment For Producing OxygenDokument7 SeitenExperimental Studies of A New Compact Design Four-Bed PSA Equipment For Producing OxygenRobert Solano MontoyaNoch keine Bewertungen
- Oslen, Svrcek & Young 2005 - Plantwide Control Study of A Vinyl Acetate Monomer Process DesignDokument16 SeitenOslen, Svrcek & Young 2005 - Plantwide Control Study of A Vinyl Acetate Monomer Process DesignBenedict LimNoch keine Bewertungen
- Dynamical Model Development and Parameter Identification For An Anaerobic Wastewater Treatment ProcessDokument15 SeitenDynamical Model Development and Parameter Identification For An Anaerobic Wastewater Treatment Processaldemar reyes alvisNoch keine Bewertungen
- Development and Experimental Verification of A Time-Optimal Startup Strategy For A High Purity Distillation ColumnDokument5 SeitenDevelopment and Experimental Verification of A Time-Optimal Startup Strategy For A High Purity Distillation ColumnAndrew TanNoch keine Bewertungen
- Mass Transfer Performance in Pulsed Disc and Doughnut Extraction ColumnsDokument10 SeitenMass Transfer Performance in Pulsed Disc and Doughnut Extraction ColumnsSatria PNoch keine Bewertungen
- Numerical Simulation of A Pressure Swing Adsorption PDFDokument12 SeitenNumerical Simulation of A Pressure Swing Adsorption PDFGustavo PalaciosNoch keine Bewertungen
- The Optimal Design of Pressure Swing Adsorption SystemsDokument27 SeitenThe Optimal Design of Pressure Swing Adsorption SystemsBich Lien PhamNoch keine Bewertungen
- The Optimal Design of Pressure Swing Adsorption SystemsDokument27 SeitenThe Optimal Design of Pressure Swing Adsorption SystemsEljon OrillosaNoch keine Bewertungen
- Modeling, Simulation and Control of Liquid-Liquid Extraction ColumnsDokument16 SeitenModeling, Simulation and Control of Liquid-Liquid Extraction ColumnsAnonymous 20VAruNoch keine Bewertungen
- Oxygen Separation From Air Using Zeolite Type 5ADokument6 SeitenOxygen Separation From Air Using Zeolite Type 5Aalfredo_mqiNoch keine Bewertungen
- A Parametric Study of Layered Bed PSA For Hydrogen PurificationDokument16 SeitenA Parametric Study of Layered Bed PSA For Hydrogen PurificationMateo PosadaNoch keine Bewertungen
- Aspen Dynamics Simulation of A Middle-Vessel BatchDokument11 SeitenAspen Dynamics Simulation of A Middle-Vessel BatchabramsNoch keine Bewertungen
- Pressure Transient Analysis For Wells Wi PDFDokument11 SeitenPressure Transient Analysis For Wells Wi PDFmanish.7417Noch keine Bewertungen
- A Pilot-Scale Study of The Design and Operation Parameters of A Pulse-Jet BaghouseDokument16 SeitenA Pilot-Scale Study of The Design and Operation Parameters of A Pulse-Jet Baghousereza100% (1)
- 1 s2.0 0009250985851393 MainDokument10 Seiten1 s2.0 0009250985851393 MainJoshNoch keine Bewertungen
- A Review of Research On Pulse Detonation EnginesDokument4 SeitenA Review of Research On Pulse Detonation EnginescanarlliNoch keine Bewertungen
- Startup of Homogeneous Azeotropic DistilDokument13 SeitenStartup of Homogeneous Azeotropic DistilBansi TumbadiaNoch keine Bewertungen
- 4.cao Et Al. - 2016 - Duty Cycle Effect On Jet Control Based On A Single Unsteady Minijet (2) - AnnotatedDokument5 Seiten4.cao Et Al. - 2016 - Duty Cycle Effect On Jet Control Based On A Single Unsteady Minijet (2) - Annotatedjinuchandran09Noch keine Bewertungen
- BasicsDokument106 SeitenBasicsraghukkkNoch keine Bewertungen
- Equilibrio L-V A Alta PresionDokument70 SeitenEquilibrio L-V A Alta PresionDaniel SolarNoch keine Bewertungen
- 1 s2.0 S000925090500432X MainDokument11 Seiten1 s2.0 S000925090500432X MainLuisa Salgado PachecoNoch keine Bewertungen
- Arti Cial Neural Network Based Optimization For Hydrogen Puri Cation Performance of Pressure Swing AdsorptionDokument11 SeitenArti Cial Neural Network Based Optimization For Hydrogen Puri Cation Performance of Pressure Swing AdsorptionAmir HosseinNoch keine Bewertungen
- An Industrial Design Control Study For VAC Monomer Process PDFDokument11 SeitenAn Industrial Design Control Study For VAC Monomer Process PDFPY YouNoch keine Bewertungen
- Design of A Two-Step Pulsed Pressure-SwiDokument17 SeitenDesign of A Two-Step Pulsed Pressure-SwiJAy RastaNoch keine Bewertungen
- Messner1982 PDFDokument18 SeitenMessner1982 PDFanderlethNoch keine Bewertungen
- NASA Tandem CylinderDokument22 SeitenNASA Tandem CylinderPaoloPivettaNoch keine Bewertungen
- Modified UCT Chemo SphereDokument7 SeitenModified UCT Chemo SpherevaiopoulouNoch keine Bewertungen
- Reactor TechnologyDokument11 SeitenReactor TechnologyChandraSekaranBmNoch keine Bewertungen
- Zenith2015 PDFDokument11 SeitenZenith2015 PDFTheNourEldenNoch keine Bewertungen
- Advances in PSADokument14 SeitenAdvances in PSAmichaelpardoNoch keine Bewertungen
- A vibration cavitation sensitivity parameter based on spectralDokument12 SeitenA vibration cavitation sensitivity parameter based on spectrallingxia yangNoch keine Bewertungen
- Duct Leakage Theory ExplainedDokument13 SeitenDuct Leakage Theory ExplainedomarNoch keine Bewertungen
- Chemical Engineering Laboratory CHEG 237 Bubble-Cap Distillation ColumnDokument14 SeitenChemical Engineering Laboratory CHEG 237 Bubble-Cap Distillation ColumnWisnu WardanaNoch keine Bewertungen
- Predictive Dynamic Model of Single-Stage Ultra-Rapid Pressure Swing AdsorptionDokument10 SeitenPredictive Dynamic Model of Single-Stage Ultra-Rapid Pressure Swing AdsorptionRobert Solano MontoyaNoch keine Bewertungen
- Venturi Ref 1Dokument12 SeitenVenturi Ref 1Bharat MahajanNoch keine Bewertungen
- Venturimodeling Aiche 1998Dokument13 SeitenVenturimodeling Aiche 1998Gerardo Agurto LescanoNoch keine Bewertungen
- 1982 - Garcia, C. - Internal Model Control (IMC) - A Unifying Review and Some New ResultsDokument16 Seiten1982 - Garcia, C. - Internal Model Control (IMC) - A Unifying Review and Some New ResultsMatheus RangelNoch keine Bewertungen
- Air Separation by Carbon Molecular SievesDokument9 SeitenAir Separation by Carbon Molecular SievesRonak PanchalNoch keine Bewertungen
- Collect Accurate HP/HT Reservoir Samples: Production OptimizationDokument2 SeitenCollect Accurate HP/HT Reservoir Samples: Production OptimizationAngel GuamánNoch keine Bewertungen
- Kwauk1956 PDFDokument9 SeitenKwauk1956 PDFDaniel Moreno CabreraNoch keine Bewertungen
- 10 1021@ie0107643Dokument7 Seiten10 1021@ie0107643noviNoch keine Bewertungen
- Design of Reactive Distillations For Acetic Acid EsterificationDokument17 SeitenDesign of Reactive Distillations For Acetic Acid Esterificationehsan zeraatkarNoch keine Bewertungen
- In situ plasma cleaning optimizationDokument16 SeitenIn situ plasma cleaning optimizationXyNoch keine Bewertungen
- Dynamic Simulation For Internally Heat-Integrated Distillation Columns (HIDiC) For Propylene-Propane SystemDokument15 SeitenDynamic Simulation For Internally Heat-Integrated Distillation Columns (HIDiC) For Propylene-Propane SystemOscar CordobaNoch keine Bewertungen
- A Method For Systematic Multicomp Distillation Systems With Less Than N-1 ColumnsDokument14 SeitenA Method For Systematic Multicomp Distillation Systems With Less Than N-1 ColumnsKevin SalvatierraNoch keine Bewertungen
- Plant Wide Tenesee Eastman PrblemDokument11 SeitenPlant Wide Tenesee Eastman PrblemConstantino Seixas FilhoNoch keine Bewertungen
- Adaptive Control of Chemical Processes 1985: Proceedings of the IFAC Workshop, Frankfurt/Main, 21-22 October 1985Von EverandAdaptive Control of Chemical Processes 1985: Proceedings of the IFAC Workshop, Frankfurt/Main, 21-22 October 1985Noch keine Bewertungen
- Pressure Transient Formation and Well Testing: Convolution, Deconvolution and Nonlinear EstimationVon EverandPressure Transient Formation and Well Testing: Convolution, Deconvolution and Nonlinear EstimationBewertung: 2 von 5 Sternen2/5 (1)
- Heat-Exchange Pressure Swing Adsorption Process For Hydrogen SeparationDokument11 SeitenHeat-Exchange Pressure Swing Adsorption Process For Hydrogen SeparationRobert Solano MontoyaNoch keine Bewertungen
- Experimental Studies of A New Compact Design Four-Bed PSA Equipment For Producing OxygenDokument7 SeitenExperimental Studies of A New Compact Design Four-Bed PSA Equipment For Producing OxygenRobert Solano MontoyaNoch keine Bewertungen
- Selectivity Effects On Series Reactions by Reactant Storage and PSA OperationDokument10 SeitenSelectivity Effects On Series Reactions by Reactant Storage and PSA OperationRobert Solano MontoyaNoch keine Bewertungen
- Effects of Carbon-to-Zeolite Ratio On Layered Bed H PSA For Coke Oven GasDokument11 SeitenEffects of Carbon-to-Zeolite Ratio On Layered Bed H PSA For Coke Oven GasRobert Solano MontoyaNoch keine Bewertungen
- Mixed-Cation Lica-Lsx Zeolite With Minimum Lithium For Air SeparationDokument10 SeitenMixed-Cation Lica-Lsx Zeolite With Minimum Lithium For Air SeparationRobert Solano MontoyaNoch keine Bewertungen
- Novel Design and Performance of A Medical Oxygen Concentrator Using A Rapid Pressure Swing Adsorption ConceptDokument6 SeitenNovel Design and Performance of A Medical Oxygen Concentrator Using A Rapid Pressure Swing Adsorption ConceptRobert Solano MontoyaNoch keine Bewertungen
- Performance Analysis of Four-Bed H PSA Process Using Layered BedsDokument13 SeitenPerformance Analysis of Four-Bed H PSA Process Using Layered BedsRobert Solano MontoyaNoch keine Bewertungen
- A Superstructure-Based Optimal Synthesis of PSA Cycles For Post-Combustion CO CaptureDokument16 SeitenA Superstructure-Based Optimal Synthesis of PSA Cycles For Post-Combustion CO CaptureRobert Solano MontoyaNoch keine Bewertungen
- Perovskite Oxide Absorbents for Efficient Oxygen SeparationDokument9 SeitenPerovskite Oxide Absorbents for Efficient Oxygen SeparationRobert Solano MontoyaNoch keine Bewertungen
- Continuous Countercurrent Flow Model for Bulk PSA Separation ProcessesDokument5 SeitenContinuous Countercurrent Flow Model for Bulk PSA Separation ProcessesRobert Solano MontoyaNoch keine Bewertungen
- Design of A Two-Step Pulsed Pressure-SwiDokument17 SeitenDesign of A Two-Step Pulsed Pressure-SwiJAy RastaNoch keine Bewertungen
- PSA Performance Densely Packed Adsorbent Beds: SeparationsDokument6 SeitenPSA Performance Densely Packed Adsorbent Beds: SeparationsRobert Solano MontoyaNoch keine Bewertungen
- Production of Argon Free Oxygen by Adsorptive Air Separation On Ag-ETS-10Dokument6 SeitenProduction of Argon Free Oxygen by Adsorptive Air Separation On Ag-ETS-10Robert Solano MontoyaNoch keine Bewertungen
- Of In: Diffusion Oxygen, Nitrogen and Their Mixtures Carbon Molecular SieveDokument9 SeitenOf In: Diffusion Oxygen, Nitrogen and Their Mixtures Carbon Molecular SieveRobert Solano MontoyaNoch keine Bewertungen
- Efficiency of Nitrogen Desorption From Lix Zeolite by Rapid Oxygen Purge in A Pancake AdsorberDokument4 SeitenEfficiency of Nitrogen Desorption From Lix Zeolite by Rapid Oxygen Purge in A Pancake AdsorberRobert Solano MontoyaNoch keine Bewertungen
- Equilibria of Nitrogen, Oxygen, Argon, and Air in Molecular SieveDokument8 SeitenEquilibria of Nitrogen, Oxygen, Argon, and Air in Molecular SieveRobert Solano MontoyaNoch keine Bewertungen
- Predictive Dynamic Model of Single-Stage Ultra-Rapid Pressure Swing AdsorptionDokument10 SeitenPredictive Dynamic Model of Single-Stage Ultra-Rapid Pressure Swing AdsorptionRobert Solano MontoyaNoch keine Bewertungen
- GARDNER DENVER Style PZ10-11 Fluid End Assembly 5000 PSIDokument3 SeitenGARDNER DENVER Style PZ10-11 Fluid End Assembly 5000 PSISebastian ParraNoch keine Bewertungen
- Aermec FCL 32-124 Technical Manual EngDokument84 SeitenAermec FCL 32-124 Technical Manual Enganon_281687165Noch keine Bewertungen
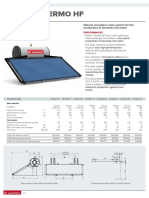
- Kairos Thermo HF Natural Circulation Solar System for Domestic Hot Water ProductionDokument4 SeitenKairos Thermo HF Natural Circulation Solar System for Domestic Hot Water ProductionFILID MADNoch keine Bewertungen
- O&Msec3 CFB Boiler OperationDokument55 SeitenO&Msec3 CFB Boiler Operationbagus efendiNoch keine Bewertungen
- Chapter-1, Simple StressDokument71 SeitenChapter-1, Simple Stresssherlockhisham100% (2)
- Industrial Filters PDFDokument48 SeitenIndustrial Filters PDFhaggNoch keine Bewertungen
- Pegasus EX 3200-5200 Parts ListDokument120 SeitenPegasus EX 3200-5200 Parts ListJanos KornfeldNoch keine Bewertungen
- PAES 303-2000roller Chains and Sprockets For Agricultural Machines - SpecificDokument30 SeitenPAES 303-2000roller Chains and Sprockets For Agricultural Machines - SpecificYanYan CustodioNoch keine Bewertungen
- Don3.0 Software - Proper Assembly of Flange JointDokument3 SeitenDon3.0 Software - Proper Assembly of Flange JointJoshua HobsonNoch keine Bewertungen
- User'S Design Requirements For Single Chamber Pressure VesselsDokument8 SeitenUser'S Design Requirements For Single Chamber Pressure VesselspjsanchezmNoch keine Bewertungen
- Basement Car ParkDokument10 SeitenBasement Car ParkAnjali ParkheNoch keine Bewertungen
- Cessna 172M CHECKLISTDokument3 SeitenCessna 172M CHECKLISTDev ShahNoch keine Bewertungen
- Identification Markings for Fasteners GuideDokument87 SeitenIdentification Markings for Fasteners GuideasdfagNoch keine Bewertungen
- AMP Summer Question Paper (Msbte Study Resources)Dokument4 SeitenAMP Summer Question Paper (Msbte Study Resources)Varad DateNoch keine Bewertungen
- Structural Reliability FrameworkDokument65 SeitenStructural Reliability FrameworkkhairurNoch keine Bewertungen
- Hadeel Al-Kurdi Lab Report 1Dokument10 SeitenHadeel Al-Kurdi Lab Report 1Haidy T. SakrNoch keine Bewertungen
- TorqueDokument5 SeitenTorqueguillemirNoch keine Bewertungen
- Mech 346 Heat TransferDokument2 SeitenMech 346 Heat Transferlava_lifeNoch keine Bewertungen
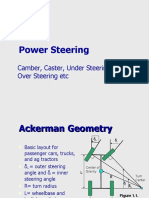
- Power Steering: Camber, Caster, Under Steering, Over Steering EtcDokument63 SeitenPower Steering: Camber, Caster, Under Steering, Over Steering EtcShravan Bunny DuaNoch keine Bewertungen
- STB S19 00 Datenblatt - Scalpac - EN - v01 PDFDokument2 SeitenSTB S19 00 Datenblatt - Scalpac - EN - v01 PDFAnastasia PošaracNoch keine Bewertungen
- CAT 385CLRE ElectricalDokument17 SeitenCAT 385CLRE ElectricalGeorge Zormpas100% (1)
- Practice Problems - Breath Section PDFDokument68 SeitenPractice Problems - Breath Section PDFnickNoch keine Bewertungen
- Module 5.2a: Gas Laws Part 1Dokument26 SeitenModule 5.2a: Gas Laws Part 1Ryan PazonNoch keine Bewertungen
- PPM High-Strength Anchor Bolt Peikko Group 05-2015Dokument36 SeitenPPM High-Strength Anchor Bolt Peikko Group 05-2015Jody Inggil PambudiNoch keine Bewertungen
- Fuel and EmissionsDokument221 SeitenFuel and Emissionsthomas rulduNoch keine Bewertungen
- 200 20 Pi DTS 00008Dokument72 Seiten200 20 Pi DTS 00008ritesh142Noch keine Bewertungen
- XtraVac Multihead Packaging Lines-LRDokument5 SeitenXtraVac Multihead Packaging Lines-LRMohammad SalamaNoch keine Bewertungen