Das könnte Ihnen auch gefallen
- 2015-T021 - GH466 Hose Summary Test ReportDokument16 Seiten2015-T021 - GH466 Hose Summary Test ReportMohamed ElmakkyNoch keine Bewertungen
- 9 FRS Gaz-Küresel Vana-217296985-08Dokument7 Seiten9 FRS Gaz-Küresel Vana-217296985-08uceskaNoch keine Bewertungen
- Data - Sheet Hora CV Act DetailsDokument2 SeitenData - Sheet Hora CV Act DetailsAnand K. MouryaNoch keine Bewertungen
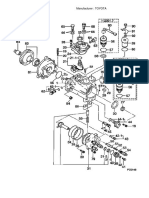
- HiNo DutRo Fuel Injection Pump DiagramDokument8 SeitenHiNo DutRo Fuel Injection Pump Diagramjoe88% (16)
- Attachment-6 TBE ANSI Pump BCUDokument31 SeitenAttachment-6 TBE ANSI Pump BCURanu Januar100% (1)
- Pressure Transmitter Specification Sheet: GeneralDokument2 SeitenPressure Transmitter Specification Sheet: GeneralCesar Santiago Marquez YanezNoch keine Bewertungen
- Hm-01 Tank Cleaning HeaterDokument59 SeitenHm-01 Tank Cleaning HeaterMayan De la CruzNoch keine Bewertungen
- Conductivity sensor-SC4Dokument12 SeitenConductivity sensor-SC4Ziyaur RahmanNoch keine Bewertungen
- CDL138 Test Report QA & QCDokument11 SeitenCDL138 Test Report QA & QCNZNoch keine Bewertungen
- Robinet Clapa Fluture Wafer Centric - DuyarDokument3 SeitenRobinet Clapa Fluture Wafer Centric - DuyarRebecca TerryNoch keine Bewertungen
- BLOCK B - O MON PIPELINE GAS HEATER DATADokument9 SeitenBLOCK B - O MON PIPELINE GAS HEATER DATALuong AnhNoch keine Bewertungen
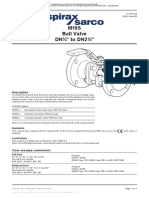
- M10S Ball Valve DN " To DN2 ": DescriptionDokument7 SeitenM10S Ball Valve DN " To DN2 ": DescriptionAlfredo Oro vidalNoch keine Bewertungen
- CTB230110002SX - 泛光灯 - EN 60598-2-5 - CE-LVD - 证书Dokument2 SeitenCTB230110002SX - 泛光灯 - EN 60598-2-5 - CE-LVD - 证书Grupo CardogalNoch keine Bewertungen
- GSL Test Procedure API 598 PDFDokument3 SeitenGSL Test Procedure API 598 PDFParag S. DicholkarNoch keine Bewertungen
- DR-120XA Specs and Repair GuideDokument14 SeitenDR-120XA Specs and Repair GuideJose BerrospiNoch keine Bewertungen
- Min1244a12 - Tag 130-Pu-029Dokument7 SeitenMin1244a12 - Tag 130-Pu-029Monty MathewsNoch keine Bewertungen
- Final Documentation Sungdong SY Hull S3109, S3109 Air Compressor SSM 41010956Dokument23 SeitenFinal Documentation Sungdong SY Hull S3109, S3109 Air Compressor SSM 41010956Raúl Oscar LedesmaNoch keine Bewertungen
- APV Test Procedure API 598Dokument3 SeitenAPV Test Procedure API 598Zain AlwaliNoch keine Bewertungen
- 2100 Rev H English ManualDokument2 Seiten2100 Rev H English ManualJuan HernándezNoch keine Bewertungen
- 0186 MOM DSP 025 062 0030 Valvulas de Control 2Dokument266 Seiten0186 MOM DSP 025 062 0030 Valvulas de Control 2Lukas Ramírez SchiaffinoNoch keine Bewertungen
- Data Sheet Tag 180-Pu-011eDokument8 SeitenData Sheet Tag 180-Pu-011eSarah PerezNoch keine Bewertungen
- Instruction Manual For Air ReservoirDokument52 SeitenInstruction Manual For Air ReservoirFlo MarineNoch keine Bewertungen
- 160.75-RP1 (210) - Yk (G)Dokument92 Seiten160.75-RP1 (210) - Yk (G)JayashtonNoch keine Bewertungen
- Crne Besavne CeviDokument10 SeitenCrne Besavne CeviDragan MarkovicNoch keine Bewertungen
- TS2022 - 012 Electrical Tests Report SofidelDokument8 SeitenTS2022 - 012 Electrical Tests Report SofidelMarudavanan SomasundaramNoch keine Bewertungen
- M-51 Seawage Treatment PlantDokument88 SeitenM-51 Seawage Treatment Plantrajish2014100% (2)
- Uflow Make Angle Seat ValveDokument3 SeitenUflow Make Angle Seat ValveMurtaza BarwaniwalaNoch keine Bewertungen
- GDI DENSO InjectorsDokument19 SeitenGDI DENSO InjectorsPāvels SmilgaNoch keine Bewertungen
- Control ValveDokument22 SeitenControl Valvesantoshsapan25Noch keine Bewertungen
- Flexible Hose DatasheetDokument7 SeitenFlexible Hose DatasheetchintanNoch keine Bewertungen
- SEVERN GLOCON CONTROL VALVE SPECIFICATION SHEETDokument6 SeitenSEVERN GLOCON CONTROL VALVE SPECIFICATION SHEETAmit Surti0% (1)
- Final Drawing HX020 HX026 - Sperre Control CircuitDokument60 SeitenFinal Drawing HX020 HX026 - Sperre Control CircuitMohamedNoch keine Bewertungen
- CAMERON France S.A.S: Front SheetDokument27 SeitenCAMERON France S.A.S: Front SheetkrishnsgkNoch keine Bewertungen
- En 5 25 110 SPCH 130038Dokument5 SeitenEn 5 25 110 SPCH 130038Jauhari Mohd SeranNoch keine Bewertungen
- Astec Valves Inspection Certificate SummaryDokument4 SeitenAstec Valves Inspection Certificate SummaryShankar RajNoch keine Bewertungen
- Sliding Stem Control Valve SpecificationDokument2 SeitenSliding Stem Control Valve SpecificationJackNoch keine Bewertungen
- 20130429-Erection Procedure of Condenser (Mr. Tam)Dokument56 Seiten20130429-Erection Procedure of Condenser (Mr. Tam)Huynh Thanh Tam100% (1)
- Certificate of Compliance: - Quality & Logistics ManagerDokument3 SeitenCertificate of Compliance: - Quality & Logistics ManagersitaNoch keine Bewertungen
- Weir Control & Choke Valves Technical Specification Sheet for Produced Water ServiceDokument1 SeiteWeir Control & Choke Valves Technical Specification Sheet for Produced Water ServiceKo Aung KoNoch keine Bewertungen
- En - 5 - 3 - 460 - Super - X 03040402Dokument22 SeitenEn - 5 - 3 - 460 - Super - X 03040402Alessandro FontesNoch keine Bewertungen
- 1Dokument2 Seiten1sachinrmishraNoch keine Bewertungen
- Vehicle Identification: Notes Specified Value Measured ValueDokument5 SeitenVehicle Identification: Notes Specified Value Measured ValueПан ТелемонNoch keine Bewertungen
- Butech Catalog PDFDokument206 SeitenButech Catalog PDFFIRSON ANDRES SerranoNoch keine Bewertungen
- Data Sheets-T220425-499Dokument9 SeitenData Sheets-T220425-499pedro torresNoch keine Bewertungen
- Indian RailwaysDokument23 SeitenIndian RailwaysRAYNoch keine Bewertungen
- Sizing Sheet Dengan Cv. 133 PDFDokument3 SeitenSizing Sheet Dengan Cv. 133 PDFJoko WisnugrohoNoch keine Bewertungen
- Technical OfferDokument50 SeitenTechnical OfferHisham ElsayedNoch keine Bewertungen
- Hydrotech Pump Proposal SummaryDokument50 SeitenHydrotech Pump Proposal SummaryHisham ElsayedNoch keine Bewertungen
- Esquma Eléctrico SencilloDokument2 SeitenEsquma Eléctrico SencilloJorge100% (3)
- SD 14 eDokument12 SeitenSD 14 eseaqu3stNoch keine Bewertungen
- 1.00 MM PITCH SMT WIRE TO BOARD DUAL ROW CONNECTOR SPECIFICATIONDokument9 Seiten1.00 MM PITCH SMT WIRE TO BOARD DUAL ROW CONNECTOR SPECIFICATIONMarcos HereNoch keine Bewertungen
- Specs of Ducted UnitsDokument2 SeitenSpecs of Ducted UnitsAdil MohdNoch keine Bewertungen
- tsf2 h2 Coalescing Filter Data Sheet enDokument4 Seitentsf2 h2 Coalescing Filter Data Sheet enCLAUDIA RAMIREZ SAUCEDONoch keine Bewertungen
- High pressure steam flow measurementDokument1 SeiteHigh pressure steam flow measurementhendra hermawanNoch keine Bewertungen
- EC480D - Pump, Maintenance StandardDokument3 SeitenEC480D - Pump, Maintenance StandardPreett Rajin MenabungNoch keine Bewertungen
- Control Valve Specification and Sizing DetailsDokument34 SeitenControl Valve Specification and Sizing DetailsRahulTewari67% (3)
- HKS Manual GT86 BRZ SuperchargerDokument41 SeitenHKS Manual GT86 BRZ SuperchargerAntonino AlduinaNoch keine Bewertungen
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsVon EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNoch keine Bewertungen
- Agency Approvals Braided SH681 - LRDokument2 SeitenAgency Approvals Braided SH681 - LRMohamed ElmakkyNoch keine Bewertungen
- Agency Approvals Braided ABS 2781 - ABS PDFDokument3 SeitenAgency Approvals Braided ABS 2781 - ABS PDFMohamed ElmakkyNoch keine Bewertungen
- Engineering Information to Calculate Water ContentDokument28 SeitenEngineering Information to Calculate Water ContentMohamed ElmakkyNoch keine Bewertungen
- Pressure Transmitters: Tronic LineDokument4 SeitenPressure Transmitters: Tronic LineMohamed ElmakkyNoch keine Bewertungen
- Agency Approvals Braided 2651 - LRDokument2 SeitenAgency Approvals Braided 2651 - LRMohamed ElmakkyNoch keine Bewertungen
- 001 014Dokument2 Seiten001 014Mohamed ElmakkyNoch keine Bewertungen
- M Motors (Cat Ref KPMUK Dated Sept 05) PDFDokument35 SeitenM Motors (Cat Ref KPMUK Dated Sept 05) PDFJuan Acosta100% (1)
- Hydraulic Gear Pump Catalogue Sections G10Dokument1 SeiteHydraulic Gear Pump Catalogue Sections G10Mohamed ElmakkyNoch keine Bewertungen
- Merkel rod seal guideDokument27 SeitenMerkel rod seal guideVijay BhureNoch keine Bewertungen
- Crimp 1Dokument4 SeitenCrimp 1Mohamed ElmakkyNoch keine Bewertungen
- Hydraulic Cylinder ServiceDokument8 SeitenHydraulic Cylinder Servicehesham farouk86100% (1)
- DV01 p77 80Dokument4 SeitenDV01 p77 80Mohamed ElmakkyNoch keine Bewertungen
- Regeneration HydrauliqueDokument5 SeitenRegeneration Hydrauliquepushloop1243Noch keine Bewertungen
- Aztech HW550-3G OEM DataSheet PDFDokument2 SeitenAztech HW550-3G OEM DataSheet PDFMohamed ElmakkyNoch keine Bewertungen
- MP'01 06Dokument2 SeitenMP'01 06Mohamed ElmakkyNoch keine Bewertungen
- SP88 02Dokument2 SeitenSP88 02Mohamed ElmakkyNoch keine Bewertungen
- SP88 02Dokument2 SeitenSP88 02Mohamed ElmakkyNoch keine Bewertungen
- DVC 99wierDokument2 SeitenDVC 99wierMohamed ElmakkyNoch keine Bewertungen
- DVC 99wierDokument2 SeitenDVC 99wierMohamed ElmakkyNoch keine Bewertungen
- Hyd RexDokument2 SeitenHyd RexMohamed ElmakkyNoch keine Bewertungen
- Kawasaki Check Valve C1001Dokument5 SeitenKawasaki Check Valve C1001Mohamed ElmakkyNoch keine Bewertungen
- SUN PS - AccumDokument2 SeitenSUN PS - AccumMohamed ElmakkyNoch keine Bewertungen
- MP'01 06Dokument2 SeitenMP'01 06Mohamed ElmakkyNoch keine Bewertungen
- DVC 99straightwayDokument2 SeitenDVC 99straightwayMohamed ElmakkyNoch keine Bewertungen
- T3 4 9-1997Dokument12 SeitenT3 4 9-1997Mohamed ElmakkyNoch keine Bewertungen
- 514 205Dokument2 Seiten514 205Mohamed ElmakkyNoch keine Bewertungen
- DV01 p63 66Dokument4 SeitenDV01 p63 66Mohamed ElmakkyNoch keine Bewertungen
- SP89 02Dokument2 SeitenSP89 02Mohamed ElmakkyNoch keine Bewertungen
- Drew Ameroid - Tank Cleaning ManualDokument99 SeitenDrew Ameroid - Tank Cleaning ManualВиталий МакошибаNoch keine Bewertungen
- Metronidazole AssyDokument2 SeitenMetronidazole AssysaiNoch keine Bewertungen
- Analyst, 1980,105, 455-461Dokument7 SeitenAnalyst, 1980,105, 455-461rrgodboleNoch keine Bewertungen
- Energetics of Displacement Reaction (ΔH = -219 kJ/molDokument1 SeiteEnergetics of Displacement Reaction (ΔH = -219 kJ/molnewacademy234100% (2)
- Nobel Prize 2023 Winners List: Click Here For Bundle PDF Course Click Here To Subscribe Our Yearly Mock Test PackageDokument3 SeitenNobel Prize 2023 Winners List: Click Here For Bundle PDF Course Click Here To Subscribe Our Yearly Mock Test PackageDiptiranjan SahooNoch keine Bewertungen
- 10-Article Text-364-1-10-20190415Dokument12 Seiten10-Article Text-364-1-10-20190415Bimantara SuryarNoch keine Bewertungen
- c3.4 Exam QuestionsDokument26 Seitenc3.4 Exam Questionshaquangminh haiNoch keine Bewertungen
- Zhou 2012Dokument7 SeitenZhou 2012Rosa PatiñoNoch keine Bewertungen
- Identification and Screening of TadalafilDokument5 SeitenIdentification and Screening of TadalafilDUBAN FELIPE PARDO CERPA ESTUDIANTE ACTIVONoch keine Bewertungen
- Continuous GUS Activity Measurement Using MUGDokument6 SeitenContinuous GUS Activity Measurement Using MUGkuangNoch keine Bewertungen
- Becker 2021Dokument13 SeitenBecker 2021roraysideblancoNoch keine Bewertungen
- APRCET 2021Dokument5 SeitenAPRCET 2021Eswara SaiNoch keine Bewertungen
- Chem 1 Lecture NotesDokument87 SeitenChem 1 Lecture NotesGlenn ClementeNoch keine Bewertungen
- Effect of Acidic Solutions on Limestone Weight Over TimeDokument18 SeitenEffect of Acidic Solutions on Limestone Weight Over Timesam gopNoch keine Bewertungen
- Glycine Proton Transfer Data AnalysisDokument4 SeitenGlycine Proton Transfer Data AnalysisRuby RichiezNoch keine Bewertungen
- Cambridge IGCSE: CHEMISTRY 0620/62Dokument12 SeitenCambridge IGCSE: CHEMISTRY 0620/62Shubhra MoreNoch keine Bewertungen
- 10 1021@acsami 0c11945Dokument14 Seiten10 1021@acsami 0c11945Moom TakohNoch keine Bewertungen
- Zhang (2021) - Lignin - A Review On Structure, Properties, and Applications As A Light-Colored UV AbsorberDokument16 SeitenZhang (2021) - Lignin - A Review On Structure, Properties, and Applications As A Light-Colored UV Absorbermaaryrh2Noch keine Bewertungen
- Lecture 1 ChemistryDokument10 SeitenLecture 1 Chemistrysamreen khalidNoch keine Bewertungen
- Power Wheel Service Manual Model 10 Double Reduction Shaft and Spindle Output DrivesDokument4 SeitenPower Wheel Service Manual Model 10 Double Reduction Shaft and Spindle Output DrivesLuis PinoNoch keine Bewertungen
- AIA Quick User Guide EN REAGENTS V03052021Dokument4 SeitenAIA Quick User Guide EN REAGENTS V03052021jayramdeepakNoch keine Bewertungen
- Kjær & Richter, LMO, Denmark, Stratopanel, G8/15/20 Ceiling PanelDokument14 SeitenKjær & Richter, LMO, Denmark, Stratopanel, G8/15/20 Ceiling PanelAnirudh PiratlaNoch keine Bewertungen
- Ardrox 970P25E 6.5.15Dokument2 SeitenArdrox 970P25E 6.5.15Aaron PerezNoch keine Bewertungen
- Separation and Purification: Test Yourself 3.1 and 3.2 (Page 39)Dokument2 SeitenSeparation and Purification: Test Yourself 3.1 and 3.2 (Page 39)khalil rehmanNoch keine Bewertungen
- Experiments in General Chemistry Goldwhite Tikkanen (Dragged) 2 1Dokument1 SeiteExperiments in General Chemistry Goldwhite Tikkanen (Dragged) 2 1Anonymous zHmefGH30YNoch keine Bewertungen
- The Importance of PTFE - FEP - PFA Polymer Lined Pipes and Fittings in Chemical Process Industry - Sigma Polymers EnggDokument5 SeitenThe Importance of PTFE - FEP - PFA Polymer Lined Pipes and Fittings in Chemical Process Industry - Sigma Polymers EnggAnonymous jlLBRMAr3ONoch keine Bewertungen
- CM015 DS 01 2Dokument2 SeitenCM015 DS 01 2Mohamed BeheiryNoch keine Bewertungen
- Digester Mass BalanceDokument31 SeitenDigester Mass BalanceMusawenkosi Ncube0% (1)
- Obc ExcelDokument6 SeitenObc ExcelJoanna LeeNoch keine Bewertungen
- Efficient Recovery of Bromine From Sea Bittern Using Phase DiagramDokument2 SeitenEfficient Recovery of Bromine From Sea Bittern Using Phase DiagramChakuliNoch keine Bewertungen