Das könnte Ihnen auch gefallen
- Contemporary Anaesthetic Equipments.: An Aid for Healthcare ProfessionalsVon EverandContemporary Anaesthetic Equipments.: An Aid for Healthcare ProfessionalsNoch keine Bewertungen
- Antlies Hudro Pumps ServiceqwerfvqervqerDokument2 SeitenAntlies Hudro Pumps ServiceqwerfvqervqerTravelergr KallogiroyNoch keine Bewertungen
- Katalog PROFLUID OIL AND GASDokument16 SeitenKatalog PROFLUID OIL AND GASGigiNoch keine Bewertungen
- 1 ProInert2 EquipmentDokument89 Seiten1 ProInert2 EquipmentfereszaNoch keine Bewertungen
- AS Direct Fired LPG VaporizersDokument4 SeitenAS Direct Fired LPG VaporizersAlejandro Reyes BecerraNoch keine Bewertungen
- ProInert PresentationDokument86 SeitenProInert PresentationAndrew PanjaitanNoch keine Bewertungen
- 15 Valve PackingDokument3 Seiten15 Valve Packingmohammed hamzaNoch keine Bewertungen
- Tire Inflation InformationDokument3 SeitenTire Inflation Informationjorge.quiquijana14Noch keine Bewertungen
- Psa Gaseous Nitrogen892 21857Dokument6 SeitenPsa Gaseous Nitrogen892 21857Iskandar Zulkarnain HasibuanNoch keine Bewertungen
- Y026-B059-Cryogenic Remote Ball Valve - R0Dokument15 SeitenY026-B059-Cryogenic Remote Ball Valve - R0SHASHANK BHARATHI V ms22w040Noch keine Bewertungen
- Portable Purifi Cation Systems: Models PVS 185, 600, 1200, 1800, 2700Dokument12 SeitenPortable Purifi Cation Systems: Models PVS 185, 600, 1200, 1800, 2700Hebert Dacorrégio HeidenreichNoch keine Bewertungen
- Steam Generator Rigsafe 4.5MMBTU Data SheetDokument2 SeitenSteam Generator Rigsafe 4.5MMBTU Data SheetAzeddine DjeNoch keine Bewertungen
- Series 5100: Texsteam Gas/Pneumatic Driven Injection PumpDokument18 SeitenSeries 5100: Texsteam Gas/Pneumatic Driven Injection PumpNajem A. SakorNoch keine Bewertungen
- Gas Compression System HP/LP Separator and Surge Vessel Operating Envelope StudyDokument21 SeitenGas Compression System HP/LP Separator and Surge Vessel Operating Envelope StudyValesh MonisNoch keine Bewertungen
- Solutions de Pompage FLOWSERVE SIHI Pour Les Applications de PuissardDokument4 SeitenSolutions de Pompage FLOWSERVE SIHI Pour Les Applications de PuissardECO-TECH POMPENoch keine Bewertungen
- Brochure Liquid Cylinders DOT 4LDokument8 SeitenBrochure Liquid Cylinders DOT 4LShaheer TariqNoch keine Bewertungen
- Re-Circulated Hot Water Bath Vaporizer: For Chlorine, Sulphur Dioxide and AmmoniaDokument3 SeitenRe-Circulated Hot Water Bath Vaporizer: For Chlorine, Sulphur Dioxide and AmmoniaNyandoro E-max MaxmoreNoch keine Bewertungen
- ITAPTECH AUTOMATIC-AIR-VENT EngDokument14 SeitenITAPTECH AUTOMATIC-AIR-VENT EngCarlos EspNoch keine Bewertungen
- H06967 FMJDokument2 SeitenH06967 FMJkirankirk100% (1)
- TAD3-48 and TAD3-96 Spec SheetDokument2 SeitenTAD3-48 and TAD3-96 Spec SheetBraicy Jahir VillarrealNoch keine Bewertungen
- Full DWT Product CatalogDokument11 SeitenFull DWT Product CatalogAmir JoonNoch keine Bewertungen
- Insight Analytical Composite SamplersDokument4 SeitenInsight Analytical Composite SamplersPhilNoch keine Bewertungen
- ReaktorDokument46 SeitenReaktorSultan SetiawanNoch keine Bewertungen
- Graco PumpDokument2 SeitenGraco PumpjltochimanivNoch keine Bewertungen
- NGV ConnectorDokument15 SeitenNGV ConnectorEddie TaiNoch keine Bewertungen
- CSM - Phase Separator Atm.Dokument2 SeitenCSM - Phase Separator Atm.Ganesh ZambreNoch keine Bewertungen
- Liquid Cylinders TWM B014 Rev00Dokument8 SeitenLiquid Cylinders TWM B014 Rev00Mohd ZaidNoch keine Bewertungen
- Om 2003 Rev A 01016385ADokument27 SeitenOm 2003 Rev A 01016385AWynn Wood HOA Web MasterNoch keine Bewertungen
- Advance Gas Pressure Reducing Valve: Series PRV861Dokument4 SeitenAdvance Gas Pressure Reducing Valve: Series PRV861Walter JosephNoch keine Bewertungen
- 19.2 Data Sheet Soluforce RLPDokument6 Seiten19.2 Data Sheet Soluforce RLPElkin DJNoch keine Bewertungen
- Gatekeeper Inert Gas Purifier EsiteDokument4 SeitenGatekeeper Inert Gas Purifier EsiteMarcos MedranoNoch keine Bewertungen
- FrogsDokument2 SeitenFrogsPaulo Costa SilvaNoch keine Bewertungen
- Cyclesorb FP2Dokument4 SeitenCyclesorb FP2Alfonso HurtadoNoch keine Bewertungen
- Nicholson Thermostatic Steam TrapsDokument18 SeitenNicholson Thermostatic Steam TrapsAli Fanani100% (1)
- Parker-Veriflo - 25000178 - Valve Selection GuideDokument4 SeitenParker-Veriflo - 25000178 - Valve Selection GuideXavierNoch keine Bewertungen
- HFD Catalog PVS PDFDokument11 SeitenHFD Catalog PVS PDFPartsGopher.comNoch keine Bewertungen
- Steam TrapDokument10 SeitenSteam TrapvictorvikramNoch keine Bewertungen
- 2019-Portagas BrochureDokument4 Seiten2019-Portagas BrochureDan MarrNoch keine Bewertungen
- 320DRR 320DLRR PDFDokument9 Seiten320DRR 320DLRR PDFALEXANDRANoch keine Bewertungen
- Miniature Flowmeters DK 46, DKR 46 DK 47, DK 48, DK 800: KROHNE 10/99 D 11 DK46 01 EDokument9 SeitenMiniature Flowmeters DK 46, DKR 46 DK 47, DK 48, DK 800: KROHNE 10/99 D 11 DK46 01 EHoang Vu HungNoch keine Bewertungen
- Moog Cryogenic Ball Valves DatasheetDokument2 SeitenMoog Cryogenic Ball Valves Datasheetsalman khanNoch keine Bewertungen
- Garlock: Compression Packing Technical ManualDokument28 SeitenGarlock: Compression Packing Technical ManualjbertralNoch keine Bewertungen
- Armstrong Lever Drain Trap SpecificationsDokument6 SeitenArmstrong Lever Drain Trap Specificationscivil270986Noch keine Bewertungen
- 7044 Ops ManualDokument683 Seiten7044 Ops ManualsimjopaulNoch keine Bewertungen
- Medallist Softener Inst Op PartsDokument31 SeitenMedallist Softener Inst Op PartsmountaintreeNoch keine Bewertungen
- Mechanical Product Handbook 15th EditionDokument606 SeitenMechanical Product Handbook 15th EditionEsteban GNoch keine Bewertungen
- Cryogenic Standard Tanks PDFDokument12 SeitenCryogenic Standard Tanks PDFprakash07343Noch keine Bewertungen
- Capital Controls® Series Nxt3000: Modular Design Gas Feed System With Self Contained Automatic Switchover CapabilityDokument8 SeitenCapital Controls® Series Nxt3000: Modular Design Gas Feed System With Self Contained Automatic Switchover CapabilityLoan NguyênNoch keine Bewertungen
- Hydrogen GeneratorDokument4 SeitenHydrogen GeneratorsaleempetrochemicalNoch keine Bewertungen
- Tecumseh Guidelines For Utilization of R600A and R290.AshxDokument4 SeitenTecumseh Guidelines For Utilization of R600A and R290.AshxVinod NairNoch keine Bewertungen
- PV Vent Data SheetDokument2 SeitenPV Vent Data SheetAbrar Hussain100% (1)
- Agilent 6890n DatasheetDokument5 SeitenAgilent 6890n DatasheetMayar SayedNoch keine Bewertungen
- Packman Domestic Hot Water SpiralDokument10 SeitenPackman Domestic Hot Water SpiralAmir ShamshiriNoch keine Bewertungen
- Cat - D8T Dozer Specs, Videos & 360 Views - D8 Dozer - CaterpillarDokument17 SeitenCat - D8T Dozer Specs, Videos & 360 Views - D8 Dozer - CaterpillarDavisson9Noch keine Bewertungen
- Argus ProductsDokument20 SeitenArgus Productsandy131078Noch keine Bewertungen
- 6890 GC Site Preparation ChecklistDokument4 Seiten6890 GC Site Preparation Checklistigor_239934024Noch keine Bewertungen
- FT - PIP-uri - Eng - Rev 1Dokument2 SeitenFT - PIP-uri - Eng - Rev 1Giulio PontiggiaNoch keine Bewertungen
- Signet 2536 Rotor-X Paddlewheel Flow SensorsDokument6 SeitenSignet 2536 Rotor-X Paddlewheel Flow SensorsMETHOR SERVICE GROUPNoch keine Bewertungen
- Product Handbook Complete Product Line 1st Edition PDFDokument919 SeitenProduct Handbook Complete Product Line 1st Edition PDFHADINoch keine Bewertungen
- MTU Navy Brochure 1 14Dokument29 SeitenMTU Navy Brochure 1 14m_najmanNoch keine Bewertungen
- Kta38 G5Dokument2 SeitenKta38 G5poetoetNoch keine Bewertungen
- 427-140 Jaws CouplingDokument2 Seiten427-140 Jaws Couplingm_najmanNoch keine Bewertungen
- Crankshaft Annealing Sulzer 12ZAV40SDokument2 SeitenCrankshaft Annealing Sulzer 12ZAV40Sm_najmanNoch keine Bewertungen
- DDC Series 149 MaintenanceDokument34 SeitenDDC Series 149 Maintenancem_najman75% (4)
- ISO Powertap 2014 UK InternetDokument8 SeitenISO Powertap 2014 UK Internetm_najmanNoch keine Bewertungen
- AMC-SCHOU Cylindrical Grinders 0509Dokument28 SeitenAMC-SCHOU Cylindrical Grinders 0509m_najmanNoch keine Bewertungen
- Fine Boring ToolsDokument39 SeitenFine Boring Toolsm_najmanNoch keine Bewertungen
- Coolant Texaco 7997Dokument4 SeitenCoolant Texaco 7997m_najmanNoch keine Bewertungen
- Out IllageDokument61 SeitenOut Illagem_najmanNoch keine Bewertungen
- In Touch With The Medium: Level Monitoring SensorsDokument36 SeitenIn Touch With The Medium: Level Monitoring Sensorsm_najmanNoch keine Bewertungen
- In Touch With The Medium: Level Monitoring SensorsDokument24 SeitenIn Touch With The Medium: Level Monitoring Sensorsm_najmanNoch keine Bewertungen
- In Touch With The Medium: Level Monitoring SensorsDokument36 SeitenIn Touch With The Medium: Level Monitoring Sensorsm_najmanNoch keine Bewertungen
- BEDIA Level MonitoringDokument29 SeitenBEDIA Level Monitoringm_najmanNoch keine Bewertungen
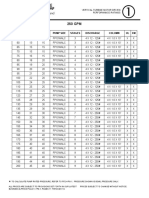
- Name Use Type Sizes Water % On: Tierra Tech Cleaning ProductsDokument1 SeiteName Use Type Sizes Water % On: Tierra Tech Cleaning Productsm_najmanNoch keine Bewertungen
- Bedia PLS GBDokument32 SeitenBedia PLS GBspriggit867Noch keine Bewertungen
- Surf Cam CADDokument168 SeitenSurf Cam CADm_najmanNoch keine Bewertungen
- Hatz Diesel Engine 2M41 BrochureDokument6 SeitenHatz Diesel Engine 2M41 BrochureWarren TarrNoch keine Bewertungen
- Pump Selection GuideDokument2 SeitenPump Selection Guidem_najmanNoch keine Bewertungen
- 0445404977Dokument3 Seiten0445404977m_najmanNoch keine Bewertungen
- Haas LatheDokument160 SeitenHaas Lathem_najman100% (1)
- Clamping Tools Brochure EnglishDokument6 SeitenClamping Tools Brochure Englishm_najmanNoch keine Bewertungen
- D2842 Heavy DutyDokument4 SeitenD2842 Heavy Dutym_najman100% (2)
- Oiling System 101: To Restrict or Not To Restrict?: - From Dart Cylinder HeadsDokument7 SeitenOiling System 101: To Restrict or Not To Restrict?: - From Dart Cylinder Headsm_najmanNoch keine Bewertungen
- Jabsco Marine Product Guide 2006.Dokument24 SeitenJabsco Marine Product Guide 2006.m_najmanNoch keine Bewertungen
- Centa Operators ManualDokument25 SeitenCenta Operators Manualm_najmanNoch keine Bewertungen
- 18 Quick Release Coupler Mod 5051 PDFDokument6 Seiten18 Quick Release Coupler Mod 5051 PDFmmkattaNoch keine Bewertungen
- Cheng 2021Dokument13 SeitenCheng 2021Karen GarzónNoch keine Bewertungen
- Flow Meter Selection ChartDokument4 SeitenFlow Meter Selection ChartharisNoch keine Bewertungen
- Safety ValvesDokument12 SeitenSafety ValvesMuhammad Ahmed KhanNoch keine Bewertungen
- Conventional Ammonia Plant Revamp With Purifier: Rajesh AggarwalDokument12 SeitenConventional Ammonia Plant Revamp With Purifier: Rajesh AggarwalGrootNoch keine Bewertungen
- Testing Report For Pressure Relief Valves: Petrofac International (UAE) LLCDokument1 SeiteTesting Report For Pressure Relief Valves: Petrofac International (UAE) LLCmurthy challapalliNoch keine Bewertungen
- Module 4 2nd Law of ThermodynamicsDokument27 SeitenModule 4 2nd Law of ThermodynamicsJatskinesisNoch keine Bewertungen
- Water Cooler Day 4-3Dokument10 SeitenWater Cooler Day 4-3Laka 98Noch keine Bewertungen
- CFX Fsi 14.5 l4 - Two - Way - Setup 46Dokument46 SeitenCFX Fsi 14.5 l4 - Two - Way - Setup 46Moh SenNoch keine Bewertungen
- Static Equipment Updated 1Dokument37 SeitenStatic Equipment Updated 1k.sankaranand100% (2)
- Chapter 3 STEADY HEAT CONDUCTION 2021Dokument102 SeitenChapter 3 STEADY HEAT CONDUCTION 2021BT20MEC058AdeshNoch keine Bewertungen
- DistillationDokument10 SeitenDistillationLiz BargolaNoch keine Bewertungen
- Equipment and Materials Unit Tag Number Qty NameDokument2 SeitenEquipment and Materials Unit Tag Number Qty NameIshwar AltNoch keine Bewertungen
- Vitas Check Valves Full OpeningDokument4 SeitenVitas Check Valves Full OpeningMina MagdyNoch keine Bewertungen
- IValve Pilot FilterDokument2 SeitenIValve Pilot Filterpaul masakuNoch keine Bewertungen
- Two-Phase Pipeflow Simulations With OpenfoamDokument125 SeitenTwo-Phase Pipeflow Simulations With OpenfoamJose VivasNoch keine Bewertungen
- Marathon-Fluid Mechanics by Sandeep Jyani Sir WIFISTUDY PDF Version 2Dokument443 SeitenMarathon-Fluid Mechanics by Sandeep Jyani Sir WIFISTUDY PDF Version 2Nandkishore MeenaNoch keine Bewertungen
- Experiment 2 - Classification of Fluid Flow Using Osborne Reynolds ApparatusDokument48 SeitenExperiment 2 - Classification of Fluid Flow Using Osborne Reynolds ApparatusMariel PalisocNoch keine Bewertungen
- Engine Lubrication SystemDokument2 SeitenEngine Lubrication SystemYemaneDibetaNoch keine Bewertungen
- WIND LOADS (Computation of QH For MWFRS, Low Rise BuildingDokument2 SeitenWIND LOADS (Computation of QH For MWFRS, Low Rise BuildingRomeo QuerubinNoch keine Bewertungen
- Cooling System - Inspect: Shutdown SISDokument2 SeitenCooling System - Inspect: Shutdown SISsklm123Noch keine Bewertungen
- Module 5Dokument19 SeitenModule 5Carms GameNoch keine Bewertungen
- FP 2.4 Vertical Turbine Fire Pumps Motor DrivenDokument33 SeitenFP 2.4 Vertical Turbine Fire Pumps Motor DrivenMarkNoch keine Bewertungen
- Experiment No. 9 Demonstration of Fluid Flow Through An Orifice I. ObjectiveDokument5 SeitenExperiment No. 9 Demonstration of Fluid Flow Through An Orifice I. ObjectiveMark B. BarrogaNoch keine Bewertungen
- Heat Rate by NTPCDokument278 SeitenHeat Rate by NTPCPradeep Yadav100% (1)
- AlkonDokument55 SeitenAlkonadNoch keine Bewertungen
- Instrument PDFDokument23 SeitenInstrument PDFBesan LaduNoch keine Bewertungen
- 05 Refrigeration Compressors A Trane Air Conditioning ClinicDokument11 Seiten05 Refrigeration Compressors A Trane Air Conditioning Clinicmaddy_sggsNoch keine Bewertungen
- Catalogue en 50hzDokument639 SeitenCatalogue en 50hzmohammed sallemNoch keine Bewertungen
- Che 135 Process Engineering Laboratory: Alicia Theresse Dumlao, Michael Jemziel Gulay Monique Ramirez, Myka Felice ReyesDokument6 SeitenChe 135 Process Engineering Laboratory: Alicia Theresse Dumlao, Michael Jemziel Gulay Monique Ramirez, Myka Felice ReyesMichael Jemziel GulayNoch keine Bewertungen
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesVon EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesBewertung: 4.5 von 5 Sternen4.5/5 (21)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialVon EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNoch keine Bewertungen
- Electric Motor Control: DC, AC, and BLDC MotorsVon EverandElectric Motor Control: DC, AC, and BLDC MotorsBewertung: 4.5 von 5 Sternen4.5/5 (19)
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterVon EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterNoch keine Bewertungen
- Shorting the Grid: The Hidden Fragility of Our Electric GridVon EverandShorting the Grid: The Hidden Fragility of Our Electric GridBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Well Integrity for Workovers and RecompletionsVon EverandWell Integrity for Workovers and RecompletionsBewertung: 5 von 5 Sternen5/5 (3)
- Well Control for Completions and InterventionsVon EverandWell Control for Completions and InterventionsBewertung: 4 von 5 Sternen4/5 (10)
- Building Energy Management Systems and Techniques: Principles, Methods, and ModellingVon EverandBuilding Energy Management Systems and Techniques: Principles, Methods, and ModellingNoch keine Bewertungen
- Solar Energy: Survive Easily on Solar Power Off the GridVon EverandSolar Energy: Survive Easily on Solar Power Off the GridNoch keine Bewertungen
- The Journeyman Electrician Exam Study Guide: Proven Methods for Successfully Passing the Journeyman Electrician Exam with ConfidenceVon EverandThe Journeyman Electrician Exam Study Guide: Proven Methods for Successfully Passing the Journeyman Electrician Exam with ConfidenceNoch keine Bewertungen
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AVon EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&ANoch keine Bewertungen
- Handbook on Battery Energy Storage SystemVon EverandHandbook on Battery Energy Storage SystemBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Renewable Energy: Physics, Engineering, Environmental Impacts, Economics and PlanningVon EverandRenewable Energy: Physics, Engineering, Environmental Impacts, Economics and PlanningBewertung: 5 von 5 Sternen5/5 (4)
- Renewable Energy Finance: Theory and PracticeVon EverandRenewable Energy Finance: Theory and PracticeBewertung: 4 von 5 Sternen4/5 (1)
- Introduction to Power System ProtectionVon EverandIntroduction to Power System ProtectionBewertung: 5 von 5 Sternen5/5 (1)
- Flow Analysis for Hydrocarbon Pipeline EngineeringVon EverandFlow Analysis for Hydrocarbon Pipeline EngineeringNoch keine Bewertungen
- Nigerian Public Discourse: The Interplay of Empirical Evidence and HyperboleVon EverandNigerian Public Discourse: The Interplay of Empirical Evidence and HyperboleNoch keine Bewertungen
- Thermal Power Plant: Design and OperationVon EverandThermal Power Plant: Design and OperationBewertung: 4.5 von 5 Sternen4.5/5 (23)
- Electric Motors and Drives: Fundamentals, Types and ApplicationsVon EverandElectric Motors and Drives: Fundamentals, Types and ApplicationsBewertung: 4.5 von 5 Sternen4.5/5 (12)
- Asset Integrity Management for Offshore and Onshore StructuresVon EverandAsset Integrity Management for Offshore and Onshore StructuresNoch keine Bewertungen
- Power Electronics Diploma Interview Q&A: Career GuideVon EverandPower Electronics Diploma Interview Q&A: Career GuideNoch keine Bewertungen
- The Truth About Solar Panels The Book That Solar Manufacturers, Vendors, Installers And DIY Scammers Don't Want You To ReadVon EverandThe Truth About Solar Panels The Book That Solar Manufacturers, Vendors, Installers And DIY Scammers Don't Want You To ReadBewertung: 4.5 von 5 Sternen4.5/5 (10)
- VSC-FACTS-HVDC: Analysis, Modelling and Simulation in Power GridsVon EverandVSC-FACTS-HVDC: Analysis, Modelling and Simulation in Power GridsNoch keine Bewertungen