Das könnte Ihnen auch gefallen
- 150FMG 152FMHDokument12 Seiten150FMG 152FMHsamasca_serban100% (1)
- NSX 100-630 User ManualDokument152 SeitenNSX 100-630 User Manualagra04100% (1)
- RME QA 5 Technical by Rojas PDFDokument1.001 SeitenRME QA 5 Technical by Rojas PDFAlvin Castillo100% (1)
- Trico CatalogoDokument120 SeitenTrico CatalogoAndreina FajardoNoch keine Bewertungen
- Above1kVInsulationsGuide BR en V01-DIG PDFDokument40 SeitenAbove1kVInsulationsGuide BR en V01-DIG PDFIsrael JosueNoch keine Bewertungen
- C1100-D5B PMG PDFDokument2 SeitenC1100-D5B PMG PDFDaniel Krismantoro100% (2)
- 8DJH - ST, 12 KV Montaje en CubiculoDokument112 Seiten8DJH - ST, 12 KV Montaje en CubiculoSebastian Soto NacharNoch keine Bewertungen
- Sans 10143Dokument85 SeitenSans 10143BabalwaNoch keine Bewertungen
- Understanding FIDIC EPC - Turnkey ContractDokument2 SeitenUnderstanding FIDIC EPC - Turnkey ContractMikiRoniWijaya100% (1)
- 7SJ62-64 Manual AA V046401 UsDokument715 Seiten7SJ62-64 Manual AA V046401 UsstunnchuckNoch keine Bewertungen
- DSE8620 MKII Operator Manual PDFDokument222 SeitenDSE8620 MKII Operator Manual PDFKleberson CarlosNoch keine Bewertungen
- High Voltage Direct Current Transmission: Converters, Systems and DC GridsVon EverandHigh Voltage Direct Current Transmission: Converters, Systems and DC GridsNoch keine Bewertungen
- Attachment 5 - CPDS Type Basic Design Guide 012512Dokument45 SeitenAttachment 5 - CPDS Type Basic Design Guide 012512Glenn Adalia Bonita100% (1)
- Xpower Blue II Service Manual enDokument42 SeitenXpower Blue II Service Manual enDonald SantanaNoch keine Bewertungen
- 5 MER - Bijlage 7Dokument157 Seiten5 MER - Bijlage 7adepomaNoch keine Bewertungen
- 120m AWBargeDokument110 Seiten120m AWBargeNicolas CardonaNoch keine Bewertungen
- BM MVS PIX STANDARD Installation Manual-Final DraftDokument74 SeitenBM MVS PIX STANDARD Installation Manual-Final Draftoktavianficky11Noch keine Bewertungen
- Breaker 3vt3 PDFDokument66 SeitenBreaker 3vt3 PDFMIGUEL ROMERONoch keine Bewertungen
- Valves Symbols P&IDDokument9 SeitenValves Symbols P&IDGris PatyNoch keine Bewertungen
- Vacon NXP HXL120 Cooling Unit Installation ManualDokument60 SeitenVacon NXP HXL120 Cooling Unit Installation ManualTanuTiganuNoch keine Bewertungen
- Maintenance Handbook On Traction Motor Cooling Blower & Its Motor PDFDokument55 SeitenMaintenance Handbook On Traction Motor Cooling Blower & Its Motor PDFsupriya rakshitNoch keine Bewertungen
- Cumuluspower™: User & Operation ManualDokument94 SeitenCumuluspower™: User & Operation ManualBoris Bondarenko100% (1)
- Factors Affecting Internal Resistance of A Cell1Dokument22 SeitenFactors Affecting Internal Resistance of A Cell1SunnyChoudhary59% (29)
- Piaggio Xevo 400 Workshop Manual PDFDokument376 SeitenPiaggio Xevo 400 Workshop Manual PDFsamasca_serban100% (1)
- Electrical Preventive Maintenance of Air Circuit BreakersDokument6 SeitenElectrical Preventive Maintenance of Air Circuit BreakersPierre Enrique Carrasco FuentesNoch keine Bewertungen
- FIDIC Golden PrinciplesDokument14 SeitenFIDIC Golden PrinciplesdaliaNoch keine Bewertungen
- ER2 Owners ManualDokument164 SeitenER2 Owners ManualKito Canada100% (5)
- Seccionadores Pedestales - GW PDFDokument18 SeitenSeccionadores Pedestales - GW PDFLuis GuardiaNoch keine Bewertungen
- MLE Complete Product Range 2015Dokument86 SeitenMLE Complete Product Range 2015Suresh KotaNoch keine Bewertungen
- 5 ProtocolManual1010 BJDokument118 Seiten5 ProtocolManual1010 BJspider15891100% (1)
- Woodward Manual CompressDokument35 SeitenWoodward Manual CompressRameez Ali FaridiNoch keine Bewertungen
- 1206a E70tag1Dokument4 Seiten1206a E70tag1Cristhian Choque100% (1)
- FDes Training ManualDokument138 SeitenFDes Training ManualpmanotherNoch keine Bewertungen
- E14-S02 - 1 Design Requirement For Unit SubstationDokument13 SeitenE14-S02 - 1 Design Requirement For Unit SubstationMuhammad IrfanNoch keine Bewertungen
- CNC Plasma Cutting TayorDokument18 SeitenCNC Plasma Cutting Tayorindo jasunNoch keine Bewertungen
- Scan APIDokument183 SeitenScan APIChitradeep Dutta RoyNoch keine Bewertungen
- BS7909 Completion CertificateDokument1 SeiteBS7909 Completion CertificateAlex ThrelfallNoch keine Bewertungen
- 11 2016 TT-BKHDT 321899Dokument105 Seiten11 2016 TT-BKHDT 321899VIWASE - Phòng Hành chính Nhân sựNoch keine Bewertungen
- Corona TreaterDokument34 SeitenCorona Treaterreteng30000100% (1)
- A Quantitative Comparison of Central Inverters and String Inverters in Utility Scale Solar Systems in North AmericaDokument11 SeitenA Quantitative Comparison of Central Inverters and String Inverters in Utility Scale Solar Systems in North AmericaykuscuNoch keine Bewertungen
- GM - Series PumpDokument64 SeitenGM - Series PumpTô Thiên ĐăngNoch keine Bewertungen
- Digital Servo Amplifier S701x2Dokument164 SeitenDigital Servo Amplifier S701x2Kiem Do Viet100% (1)
- SEPCOS Display VaDokument46 SeitenSEPCOS Display Vakatak.chanNoch keine Bewertungen
- Monitoring and Control of Hydro Power PlantDokument12 SeitenMonitoring and Control of Hydro Power PlantJoão Pedro Reis Lopes100% (1)
- Molded Recloser: User'S ManualDokument24 SeitenMolded Recloser: User'S Manualjulitssa SarmientoNoch keine Bewertungen
- Airtel Internet - G.R. InternationalDokument14 SeitenAirtel Internet - G.R. InternationalThanga DuraiNoch keine Bewertungen
- BS 5000 IndexDokument2 SeitenBS 5000 IndexMohamed987Noch keine Bewertungen
- 5102037E - 120 - User ManualTX, TXS, TXR PDFDokument76 Seiten5102037E - 120 - User ManualTX, TXS, TXR PDFAbhijeet SahuNoch keine Bewertungen
- Caddy Tig 2200i ACDC - Servicio - 0740800179 IN PDFDokument64 SeitenCaddy Tig 2200i ACDC - Servicio - 0740800179 IN PDFChristian AmayaNoch keine Bewertungen
- Operating Instructions Accessories Component Parts DC Pro Demag Chain HoistsDokument144 SeitenOperating Instructions Accessories Component Parts DC Pro Demag Chain HoistsAristideNoch keine Bewertungen
- Selco Genesis 260 ACDC ManualDokument33 SeitenSelco Genesis 260 ACDC Manualchris_verhey100% (1)
- Specification 50 or 60-400Hz Converter PDFDokument19 SeitenSpecification 50 or 60-400Hz Converter PDFVijay BarreyNoch keine Bewertungen
- NSX400... 630 LV432676Dokument2 SeitenNSX400... 630 LV432676alperahmethasanNoch keine Bewertungen
- ARC156 Wiring: Technical InstructionsDokument15 SeitenARC156 Wiring: Technical InstructionsshariqisakNoch keine Bewertungen
- Branson Horn CatalogDokument28 SeitenBranson Horn CatalogArtur Agi100% (1)
- TERZ 94OMManualRev0107 PDFDokument66 SeitenTERZ 94OMManualRev0107 PDFRoberto Andres Vasquez Campusano75% (4)
- Uk Steel CatalogueDokument46 SeitenUk Steel CatalogueMusa AliNoch keine Bewertungen
- Spare Parts List: Origo Mig 400t / Origo Mig 500tDokument15 SeitenSpare Parts List: Origo Mig 400t / Origo Mig 500tvio99usNoch keine Bewertungen
- Man FL10Dokument54 SeitenMan FL10BiljanaKovacevic100% (1)
- 3bhs821937 E01 Reve User Manual Wcu800Dokument106 Seiten3bhs821937 E01 Reve User Manual Wcu800Samuel MarpaungNoch keine Bewertungen
- KAT Series PDFDokument27 SeitenKAT Series PDFRashel HasanNoch keine Bewertungen
- Final Elctrical Sor 2015-16Dokument92 SeitenFinal Elctrical Sor 2015-16sdeepika_bNoch keine Bewertungen
- Esab LTN 255 Aristo-Tig 255Dokument50 SeitenEsab LTN 255 Aristo-Tig 255federicoNoch keine Bewertungen
- ESAB Origo Mig 4002cw, 4002c, 5002cw, 5002c, 6502cw, 6502c Instruction ManualDokument64 SeitenESAB Origo Mig 4002cw, 4002c, 5002cw, 5002c, 6502cw, 6502c Instruction ManualToader MarcuNoch keine Bewertungen
- Esab LAR 500-630 Magma ServicemanualDokument64 SeitenEsab LAR 500-630 Magma ServicemanualTommy MellemstrandNoch keine Bewertungen
- ACT512Dokument6 SeitenACT512samasca_serbanNoch keine Bewertungen
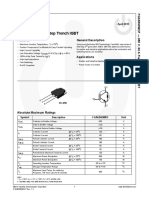
- FGA6560WDF FairchildSemiconductorDokument9 SeitenFGA6560WDF FairchildSemiconductorsamasca_serbanNoch keine Bewertungen
- DF08SDokument1 SeiteDF08Ssamasca_serbanNoch keine Bewertungen
- Pro 1Dokument63 SeitenPro 1samasca_serbanNoch keine Bewertungen
- 157 Pum-Si: Vishay BccomponentsDokument10 Seiten157 Pum-Si: Vishay Bccomponentssamasca_serbanNoch keine Bewertungen
- JVC kw-v820bt, kw-v820btm Exploded View Parts ListDokument41 SeitenJVC kw-v820bt, kw-v820btm Exploded View Parts Listsamasca_serbanNoch keine Bewertungen
- ST26C31B: CMOS Quad 3-State Differential Line DriverDokument15 SeitenST26C31B: CMOS Quad 3-State Differential Line Driversamasca_serbanNoch keine Bewertungen
- Diode Aparat SuduraDokument4 SeitenDiode Aparat Sudurasamasca_serbanNoch keine Bewertungen
- TS 254 (00668000)Dokument5 SeitenTS 254 (00668000)samasca_serbanNoch keine Bewertungen
- Pompa de Curent Continuu Laing PliantDokument4 SeitenPompa de Curent Continuu Laing Pliantsamasca_serbanNoch keine Bewertungen
- Whirlpool Awo D 41125 PDFDokument29 SeitenWhirlpool Awo D 41125 PDFsamasca_serbanNoch keine Bewertungen
- Silicon NPN Triple Diffused: ApplicationDokument5 SeitenSilicon NPN Triple Diffused: Applicationsamasca_serbanNoch keine Bewertungen
- Esab LTG 160 Tigma 160Dokument36 SeitenEsab LTG 160 Tigma 160samasca_serbanNoch keine Bewertungen
- 0463 267 001 GBDokument22 Seiten0463 267 001 GBsamasca_serbanNoch keine Bewertungen
- Opel Astra H - Radiator Fan Failure Engine Overheats PDFDokument2 SeitenOpel Astra H - Radiator Fan Failure Engine Overheats PDFsamasca_serbanNoch keine Bewertungen
- LM324, LM324A, LM224, LM2902, LM2902V, NCV2902 Single Supply Quad Operational AmplifiersDokument12 SeitenLM324, LM324A, LM224, LM2902, LM2902V, NCV2902 Single Supply Quad Operational Amplifierssamasca_serbanNoch keine Bewertungen
- Ma en PDFDokument21 SeitenMa en PDFsamasca_serbanNoch keine Bewertungen
- Opel Astra H - Radiator Fan Failure Engine Overheats PDFDokument2 SeitenOpel Astra H - Radiator Fan Failure Engine Overheats PDFsamasca_serban50% (2)
- QS enDokument96 SeitenQS ensamasca_serbanNoch keine Bewertungen
- Effets de CâbleDokument29 SeitenEffets de CâbleFerroudja HamrouniNoch keine Bewertungen
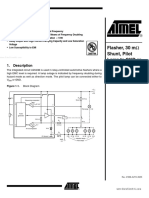
- Flasher, 30 M Shunt, Pilot Lamp To GND or V U2043B: FeaturesDokument10 SeitenFlasher, 30 M Shunt, Pilot Lamp To GND or V U2043B: FeaturesVladimirNoch keine Bewertungen
- BS 00089-2-1990 (2000) en 60051-2-1989 (Iec 51-2-1984)Dokument18 SeitenBS 00089-2-1990 (2000) en 60051-2-1989 (Iec 51-2-1984)cliveNoch keine Bewertungen
- Electrical Measurements Unit 1 Measuring InstrumentsDokument75 SeitenElectrical Measurements Unit 1 Measuring InstrumentsnareshNoch keine Bewertungen
- A2400 Basic Electrical MeasurementsDokument6 SeitenA2400 Basic Electrical MeasurementsYunia LieNoch keine Bewertungen
- 3 Speed Control of DC Shunt Motor PDFDokument2 Seiten3 Speed Control of DC Shunt Motor PDFRedwan Ahmad MuidNoch keine Bewertungen
- Cable Engineering in Substation and Power PlantDokument7 SeitenCable Engineering in Substation and Power PlantVasudev AgrawalNoch keine Bewertungen
- 2GHV092716 en B Controlled Switching of High-Voltage Circuit-Breakers GTIDokument16 Seiten2GHV092716 en B Controlled Switching of High-Voltage Circuit-Breakers GTIFredrikNoch keine Bewertungen
- Features Description: Lt1634 Micropower Precision Shunt Voltage ReferenceDokument14 SeitenFeatures Description: Lt1634 Micropower Precision Shunt Voltage ReferenceJuan Gil RocaNoch keine Bewertungen
- Facts Devices in EHV LINESDokument19 SeitenFacts Devices in EHV LINESAbhishekNoch keine Bewertungen
- Um2415 Getting Started With The Xnucleoihm16m1 Threephase Brushless Motor Driver Board Based On Stspin830 For stm32 Nucleo StmicroelectronicsDokument27 SeitenUm2415 Getting Started With The Xnucleoihm16m1 Threephase Brushless Motor Driver Board Based On Stspin830 For stm32 Nucleo StmicroelectronicsAndy LNoch keine Bewertungen
- Lux MeterDokument0 SeitenLux Meterapostolidis83Noch keine Bewertungen
- LabJack U6 Datasheet Export 20160108Dokument112 SeitenLabJack U6 Datasheet Export 20160108jaferreroNoch keine Bewertungen
- DC Machines Lab ManualDokument28 SeitenDC Machines Lab ManualafthabsdNoch keine Bewertungen
- SGDA1800-180 CR1800 MAFS1800 Data Engenharia OrderWriteup and Quote Confg For Impulse GeneratorDokument9 SeitenSGDA1800-180 CR1800 MAFS1800 Data Engenharia OrderWriteup and Quote Confg For Impulse GeneratorAlessandro SouzaNoch keine Bewertungen
- 500kv Grid Station Control RoomDokument53 Seiten500kv Grid Station Control RoomSyed Muhammad Munavvar Hussain83% (6)
- Camden Controls CX-DA-400Dokument6 SeitenCamden Controls CX-DA-400The SignNoch keine Bewertungen
- Chapter 7Dokument15 SeitenChapter 7Khaled RabeaNoch keine Bewertungen
- Net Protection GuideP11 20Dokument10 SeitenNet Protection GuideP11 20Emmanuel ZamoranoNoch keine Bewertungen
- Emi All Units PDFDokument381 SeitenEmi All Units PDFsai akhilNoch keine Bewertungen
- Experiment # 4: Designing Ammeter Using Weston Type GalvanometerDokument6 SeitenExperiment # 4: Designing Ammeter Using Weston Type GalvanometerAbdullah TahirNoch keine Bewertungen
- Rme Question Bank 9 10Dokument402 SeitenRme Question Bank 9 10Rex AntipuestoNoch keine Bewertungen
- Chapter 4Dokument60 SeitenChapter 4Vince Dominich MadroneroNoch keine Bewertungen
- High Side Current SensingDokument3 SeitenHigh Side Current Sensingyatheesh_kcNoch keine Bewertungen
- Analogue Instruments 10 2011Dokument40 SeitenAnalogue Instruments 10 2011Jesus VaraNoch keine Bewertungen
- SWTH, D120 - TS5-01, Issue 05Dokument10 SeitenSWTH, D120 - TS5-01, Issue 05droftahsps4Noch keine Bewertungen
- 16950Dokument16 Seiten16950uddinnadeemNoch keine Bewertungen