Das könnte Ihnen auch gefallen
- W650 - Class Note-05Dokument2 SeitenW650 - Class Note-05LizaNoch keine Bewertungen
- Session 13, EMBA, Executing Strategy, 11-04-2021Dokument17 SeitenSession 13, EMBA, Executing Strategy, 11-04-2021LizaNoch keine Bewertungen
- Funds Management in Banks: A Cost-Benefit PerspectiveDokument10 SeitenFunds Management in Banks: A Cost-Benefit PerspectiveLizaNoch keine Bewertungen
- Article On Fund ManagementDokument8 SeitenArticle On Fund ManagementLizaNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- DS1103 Datasheet PDFDokument6 SeitenDS1103 Datasheet PDFRosario RiveraNoch keine Bewertungen
- Geared Motors Power Distribution: V V V VDokument2 SeitenGeared Motors Power Distribution: V V V VShamim Ahsan ParvezNoch keine Bewertungen
- Ims PrecalDokument10 SeitenIms PrecalRhea GlipoNoch keine Bewertungen
- Physics Gcse Coursework Resistance of A WireDokument8 SeitenPhysics Gcse Coursework Resistance of A Wiref5dq3ch5100% (2)
- Histograms - 2Dokument6 SeitenHistograms - 2Sonia HalepotaNoch keine Bewertungen
- EXCEL - How To Write Perfect VLOOKUP and INDEX and MATCH FormulasDokument29 SeitenEXCEL - How To Write Perfect VLOOKUP and INDEX and MATCH Formulasgerrydimayuga100% (1)
- Afroasiatic LanguagesDokument13 SeitenAfroasiatic Languagesaskask2Noch keine Bewertungen
- Presentation: Isa Test Sets Training Course - 2014Dokument5 SeitenPresentation: Isa Test Sets Training Course - 2014Sultan Uddin KhanNoch keine Bewertungen
- Gauss Method - Nisan 15Dokument1 SeiteGauss Method - Nisan 15Otis ArmsNoch keine Bewertungen
- List of Books s8 ElectiveDokument2 SeitenList of Books s8 ElectivemaniNoch keine Bewertungen
- Austsignpostmathsnsw sb9 5.1-3 00Dokument24 SeitenAustsignpostmathsnsw sb9 5.1-3 00Minus Venus0% (3)
- Processing of Synthetic Aperture Radar Images - H. Maitre (Wiley, 2008) WWDokument411 SeitenProcessing of Synthetic Aperture Radar Images - H. Maitre (Wiley, 2008) WWbehzad100% (4)
- Typical Detailing of Reinforcements in Beams and SlabsDokument2 SeitenTypical Detailing of Reinforcements in Beams and SlabsNaveen BansalNoch keine Bewertungen
- 0606 Additional Mathematics: MARK SCHEME For The May/June 2015 SeriesDokument9 Seiten0606 Additional Mathematics: MARK SCHEME For The May/June 2015 Serieswai yanNoch keine Bewertungen
- Industrial Engineering KTU M TechDokument7 SeitenIndustrial Engineering KTU M Techsreejan1111Noch keine Bewertungen
- Clinical Study: The Effects of Uncomplicated Cataract Surgery On Retinal Layer ThicknessDokument7 SeitenClinical Study: The Effects of Uncomplicated Cataract Surgery On Retinal Layer ThicknessJohn ElfranNoch keine Bewertungen
- Chapter - Four Soil Permeability and SeepageDokument19 SeitenChapter - Four Soil Permeability and SeepageBefkadu KurtaileNoch keine Bewertungen
- Form 1 ExercisesDokument160 SeitenForm 1 Exerciseskays MNoch keine Bewertungen
- Dawn C. Meredith, Meaning MakingDokument2 SeitenDawn C. Meredith, Meaning MakingMrsriyansyahNoch keine Bewertungen
- Permutation PolynomialsDokument64 SeitenPermutation Polynomialsmestrado unbNoch keine Bewertungen
- ABAP Training PlanDokument4 SeitenABAP Training PlanAhmed HamadNoch keine Bewertungen
- Executive Incentives and The Horizon Problem An - 1991 - Journal of AccountingDokument39 SeitenExecutive Incentives and The Horizon Problem An - 1991 - Journal of AccountingYuhan JiNoch keine Bewertungen
- List of Knapsack Problems: 2 Multiple ConstraintsDokument3 SeitenList of Knapsack Problems: 2 Multiple ConstraintssaiNoch keine Bewertungen
- Switching Circuits & Logic Design: Registers and CountersDokument37 SeitenSwitching Circuits & Logic Design: Registers and Counters555-193614Noch keine Bewertungen
- Bruh I Hate File Handling - CPPDokument3 SeitenBruh I Hate File Handling - CPPJayson AmodiaNoch keine Bewertungen
- UNIT 14 - On-Screen DigitizingDokument6 SeitenUNIT 14 - On-Screen DigitizingResti KharismaNoch keine Bewertungen
- Design Principles of Rigid and Flexible PavementsDokument66 SeitenDesign Principles of Rigid and Flexible PavementsWycliffe otienoNoch keine Bewertungen
- Basic Use of Datum Plane in Creo ParametricDokument8 SeitenBasic Use of Datum Plane in Creo ParametricKartik BhararaNoch keine Bewertungen
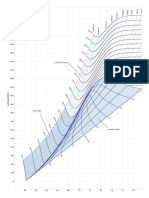
- Mollier Enthalpy Entropy Chart For Steam - US UnitsDokument1 SeiteMollier Enthalpy Entropy Chart For Steam - US Unitslin tongNoch keine Bewertungen