Das könnte Ihnen auch gefallen
- Fiche Statistique 08 PDFDokument2 SeitenFiche Statistique 08 PDFMehdi Billah ouassimNoch keine Bewertungen
- 03 - Cours UsinageDokument11 Seiten03 - Cours UsinageMehdi Billah ouassimNoch keine Bewertungen
- 03.ProgrammationISO GMTMM2 PDFDokument14 Seiten03.ProgrammationISO GMTMM2 PDFBentchikou MohNoch keine Bewertungen
- 2006-04-03 10.11-Procedes Usinage Par Enlevement de MatiereDokument28 Seiten2006-04-03 10.11-Procedes Usinage Par Enlevement de MatiereMehdi Billah ouassimNoch keine Bewertungen
- Typologie Des Systèmes de Productions-EleveDokument9 SeitenTypologie Des Systèmes de Productions-EleveMehdi Billah ouassimNoch keine Bewertungen
- C6 MatricageDokument17 SeitenC6 MatricageMehdi Billah ouassimNoch keine Bewertungen
- Cours MetrologieDokument47 SeitenCours MetrologieMehdi Billah ouassimNoch keine Bewertungen
- Besoin en MaterielDokument4 SeitenBesoin en MaterielMehdi Billah ouassimNoch keine Bewertungen
- Fabrication Mecanique Cours PDFDokument89 SeitenFabrication Mecanique Cours PDFDeckard Regis Shaw100% (3)
- Machines Outils Porte PiecesDokument13 SeitenMachines Outils Porte PiecesMehdi Billah ouassim100% (1)
- TP 1 MetrologieDokument13 SeitenTP 1 MetrologieMehdi Billah ouassimNoch keine Bewertungen
- Meca Modelisationactions TDDokument13 SeitenMeca Modelisationactions TDMehdi Billah ouassimNoch keine Bewertungen
- TD Elaboration Des Gammes PDFDokument9 SeitenTD Elaboration Des Gammes PDFMehdi Billah ouassimNoch keine Bewertungen
- Compte-Rendu de TPDokument1 SeiteCompte-Rendu de TPMehdi Billah ouassimNoch keine Bewertungen
- DS MpsiDokument2 SeitenDS MpsiMehdi Billah ouassimNoch keine Bewertungen
- td1 RoDokument2 Seitentd1 RoAnas BouchikhiNoch keine Bewertungen
- Travail Et Energie Cinetique Exercices Non Corriges 7Dokument3 SeitenTravail Et Energie Cinetique Exercices Non Corriges 7Papa SallNoch keine Bewertungen
- Introduction A La Thermodynamique PDFDokument139 SeitenIntroduction A La Thermodynamique PDFFranklin MendozaNoch keine Bewertungen
- Maillage 4Dokument1 SeiteMaillage 4Reda BengrabNoch keine Bewertungen
- Chapitre 2 AlgèbreDokument11 SeitenChapitre 2 Algèbreshurimanu4Noch keine Bewertungen
- Chromatographie Planaire: Antoine M. SIOUFFIDokument27 SeitenChromatographie Planaire: Antoine M. SIOUFFIOualid100% (1)
- Devoir de Synthèse N°2 - Math - 3ème Informatique (2012-2013) MR Lahbib GhalebDokument2 SeitenDevoir de Synthèse N°2 - Math - 3ème Informatique (2012-2013) MR Lahbib GhalebKhili MouhamedNoch keine Bewertungen
- GödelDokument8 SeitenGödelMarco BalzariniNoch keine Bewertungen
- Impo Dimensionnement Installation Electrique 2Dokument80 SeitenImpo Dimensionnement Installation Electrique 2Rabia Manar100% (4)
- TP Final 1Dokument8 SeitenTP Final 1linaNoch keine Bewertungen
- Techozyme 41 Purification Acides Nucleiques PDFDokument8 SeitenTechozyme 41 Purification Acides Nucleiques PDFKarim OuzerourouNoch keine Bewertungen
- M. Sow MPC Année Scolaire: 2020-2021 Durée: 2h00min ClasseDokument1 SeiteM. Sow MPC Année Scolaire: 2020-2021 Durée: 2h00min ClasseNdeye diama Diop100% (1)
- Hab MecDokument108 SeitenHab MecHSE CERI100% (1)
- Fabrication Du DichlorométhaneDokument2 SeitenFabrication Du DichlorométhaneAmi naNoch keine Bewertungen
- 2-Étude Et Tracé D'une Fonction - Exercices - Fonctions Rationnelles (1) - WikiversitéDokument14 Seiten2-Étude Et Tracé D'une Fonction - Exercices - Fonctions Rationnelles (1) - WikiversitéBoris AHADONoch keine Bewertungen
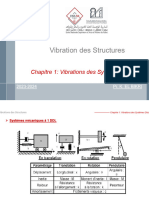
- Chapitre 1 Vibration Des Systèmes Mécaniques DisctretsDokument32 SeitenChapitre 1 Vibration Des Systèmes Mécaniques DisctretsIsmail Elbaz100% (1)
- Quoi de Neuf Sur La Climatisation À BordDokument13 SeitenQuoi de Neuf Sur La Climatisation À Bordanfel maatougNoch keine Bewertungen
- Intégration D'une Pompe À Chaleur Dans Un Procédé Agroalimentaire - Simulation, Expérimentation Et IntégrationDokument137 SeitenIntégration D'une Pompe À Chaleur Dans Un Procédé Agroalimentaire - Simulation, Expérimentation Et Intégrationmonsterh5100% (1)
- Chap 5 Cours Transformation Nucléaire ComplétéDokument6 SeitenChap 5 Cours Transformation Nucléaire Complétéhugo.gloaguen44Noch keine Bewertungen
- AoutDokument2 SeitenAoutBaroka julien YANENoch keine Bewertungen
- Relation D'équivalence, Relation D'ordreDokument3 SeitenRelation D'équivalence, Relation D'ordreOmar AmroucheNoch keine Bewertungen
- Rockwool FP Rockmur Nu Murs Interieurs 202104Dokument1 SeiteRockwool FP Rockmur Nu Murs Interieurs 202104Fouad AitNoch keine Bewertungen
- Epreuves Ecrit Concours P40Dokument4 SeitenEpreuves Ecrit Concours P40محند ايت يحياتنNoch keine Bewertungen
- Correction Ro Efb Mai 2014Dokument5 SeitenCorrection Ro Efb Mai 2014Mohamed AssadNoch keine Bewertungen
- Vii DigitalisationDokument9 SeitenVii DigitalisationMou MenNoch keine Bewertungen
- Les Méthodes de MaintenanceDokument3 SeitenLes Méthodes de MaintenanceSàmi BmNoch keine Bewertungen
- Vade-Mecum Acheteur Accessoires Levage PDFDokument31 SeitenVade-Mecum Acheteur Accessoires Levage PDFX HunterNoch keine Bewertungen
- M202-Administrer Un Environnement WindowsDokument216 SeitenM202-Administrer Un Environnement WindowsotmanwbouwNoch keine Bewertungen
- TP1 JavaDokument2 SeitenTP1 JavaMohamedReda SaidiNoch keine Bewertungen
- Exercices - Asservissement A ChercherDokument13 SeitenExercices - Asservissement A ChercherLaurenne YaoNoch keine Bewertungen