Das könnte Ihnen auch gefallen
- Comment Fabriquer Un Savon de Protection ? Savoir Vivre Spiritualité PDFDokument4 SeitenComment Fabriquer Un Savon de Protection ? Savoir Vivre Spiritualité PDFHadji BienfaiteurNoch keine Bewertungen
- Les GraphesDokument11 SeitenLes GraphesAbdo AlNoch keine Bewertungen
- Conception de Bases de Données. Exercices de Synthèse STÉPHANE CROZAT. HTTPDokument96 SeitenConception de Bases de Données. Exercices de Synthèse STÉPHANE CROZAT. HTTPkouakouNoch keine Bewertungen
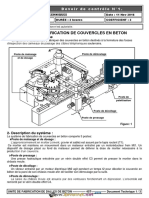
- Devoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini NoomenDokument7 SeitenDevoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini NoomenKämîŁyä Nádïta100% (1)
- Devoir Corrigé de Synthèse N°2 - Génie Mécanique Unité de TRI Automatique Des Caisses - 3ème Technique (2013-2014) MR Ben Abdallah Marouan PDFDokument14 SeitenDevoir Corrigé de Synthèse N°2 - Génie Mécanique Unité de TRI Automatique Des Caisses - 3ème Technique (2013-2014) MR Ben Abdallah Marouan PDFYosra Flh100% (1)
- Devoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini Noomen PDFDokument7 SeitenDevoir de Contrôle N°1 - Génie Mécanique - UNITE DE FABRICATION DE DALLES DE BETON - Bac Technique (2016-2017) MR Bakini Noomen PDFAdil El AzzouziNoch keine Bewertungen
- Systeme de Conditionnement de Comprimes PharmaceutiquesDokument7 SeitenSysteme de Conditionnement de Comprimes Pharmaceutiquessaber mecheri100% (2)
- Devoir de Synthèse N°2 - Génie Mécanique - Systéme de Conditionnement de Savons - 3ème Technique (2016-2017) MR Mlaouhi Slaheddine PDFDokument8 SeitenDevoir de Synthèse N°2 - Génie Mécanique - Systéme de Conditionnement de Savons - 3ème Technique (2016-2017) MR Mlaouhi Slaheddine PDFkhocineNoch keine Bewertungen
- 8c5mn-Poste Automatique de Decoupage de Marbre PDFDokument3 Seiten8c5mn-Poste Automatique de Decoupage de Marbre PDFIbra MoulayNoch keine Bewertungen
- Sujet 4 Mecanisme Dentrainement Du Tapis CorrectionDokument5 SeitenSujet 4 Mecanisme Dentrainement Du Tapis CorrectionBOUREIMA ZOGONA100% (1)
- (2019-2020) - DSN°1 - 2ème-Poste de Découpage de Marbre BarraDokument3 Seiten(2019-2020) - DSN°1 - 2ème-Poste de Découpage de Marbre BarraAdam Bensaid100% (1)
- TD2 Sur Chapitre 2. Le GrafcetDokument7 SeitenTD2 Sur Chapitre 2. Le GrafcetMa Jhoul0% (1)
- Série PILEDokument6 SeitenSérie PILEHamami AymenNoch keine Bewertungen
- Devoir1 Controle2 4stDokument8 SeitenDevoir1 Controle2 4stabou02100% (1)
- Devoir de Synthèse N°1 - Technologie Système D - Encaissement - 1ère AS (2010-2011) MR HAMMI ANISDokument5 SeitenDevoir de Synthèse N°1 - Technologie Système D - Encaissement - 1ère AS (2010-2011) MR HAMMI ANISntayoubNoch keine Bewertungen
- Chauffage3 - Regulation Par Loi DeauDokument7 SeitenChauffage3 - Regulation Par Loi DeauZEMOURI ABDELHAKIMNoch keine Bewertungen
- Devoir de Synthèse N°1 - Technologie Poste de Fraisage Et Percage - 2ème Sciences (2011-2012) MR Rhimi MohamedDokument5 SeitenDevoir de Synthèse N°1 - Technologie Poste de Fraisage Et Percage - 2ème Sciences (2011-2012) MR Rhimi MohamedSelim BoujnahNoch keine Bewertungen
- Devoir de Controle N1-2as-2022Dokument4 SeitenDevoir de Controle N1-2as-2022GR GARMANI100% (2)
- Automates Programmables Industriels (A.P.I)Dokument26 SeitenAutomates Programmables Industriels (A.P.I)Hayet BechedliNoch keine Bewertungen
- Devoir de Synthèse N°3Dokument6 SeitenDevoir de Synthèse N°3Kamel Tayahi0% (1)
- DevoirDokument3 SeitenDevoirsoufiane8fkaNoch keine Bewertungen
- CHAP VI Leçon 1 TR Pignon Crémaillère Vis Ecrou.Dokument8 SeitenCHAP VI Leçon 1 TR Pignon Crémaillère Vis Ecrou.Jaouher BakloutiNoch keine Bewertungen
- Machine de Découpage de Carton: Devoir de Controle N°1 Prénom: Classe: 2Sc N°Dokument5 SeitenMachine de Découpage de Carton: Devoir de Controle N°1 Prénom: Classe: 2Sc N°Adel KmimechNoch keine Bewertungen
- Devoir de Synthèse N°1 - Technologie - Poste Automatique de Perçage - 2ème Sciences (2016-2017) MR HammiDokument6 SeitenDevoir de Synthèse N°1 - Technologie - Poste Automatique de Perçage - 2ème Sciences (2016-2017) MR HammiamaniNoch keine Bewertungen
- Correction Devoir+de+Controle+N2 2AS+ Perceuse+Rotative 2021Dokument5 SeitenCorrection Devoir+de+Controle+N2 2AS+ Perceuse+Rotative 2021aliNoch keine Bewertungen
- DS1 - DT - Cellule Flexible D'usinageDokument4 SeitenDS1 - DT - Cellule Flexible D'usinageElafif Hamdi0% (1)
- TD Trie de Caisses ElevDokument2 SeitenTD Trie de Caisses ElevNabilNoch keine Bewertungen
- Présentation Du SujetDokument2 SeitenPrésentation Du SujetMohsen Saidi100% (1)
- Cours Lycée Pilote - Technologie Le GRAFCET - 2ème Sciences (2014-2015) MR Rafik Ben AmorDokument10 SeitenCours Lycée Pilote - Technologie Le GRAFCET - 2ème Sciences (2014-2015) MR Rafik Ben AmorHana KhemissiNoch keine Bewertungen
- DT DC3 FinaleDokument6 SeitenDT DC3 FinaleChaabane BOUALINoch keine Bewertungen
- DEVOIRS DE SYNTHESE N1-2010-1AS-Machine À Coller Les ÉtiquettesDokument4 SeitenDEVOIRS DE SYNTHESE N1-2010-1AS-Machine À Coller Les Étiquettessghaierfarid100% (1)
- Automatisme TLE MVT Tri 1Dokument8 SeitenAutomatisme TLE MVT Tri 1Kevin Ipoumb100% (5)
- Sujet Automatisme Et Informatique Industrielle TcmaDokument14 SeitenSujet Automatisme Et Informatique Industrielle TcmaEugene MballaNoch keine Bewertungen
- Grafcet Synchronisé: I - Description Du SystèmeDokument4 SeitenGrafcet Synchronisé: I - Description Du SystèmeNou Ha BenabdallahNoch keine Bewertungen
- GRAFCET D'un Point de Vue PCDokument3 SeitenGRAFCET D'un Point de Vue PCkhocine50% (2)
- 2-Devoir de Controle N1-2AS-2021Dokument7 Seiten2-Devoir de Controle N1-2AS-2021amri mohamedNoch keine Bewertungen
- 4 SC Tech Ds3!15!16 DT Unite DusinageDokument3 Seiten4 SC Tech Ds3!15!16 DT Unite DusinageDHia Ben AichaNoch keine Bewertungen
- Devoir de Synthèse N°1 2019 2020 (MR Ben Aouicha)Dokument10 SeitenDevoir de Synthèse N°1 2019 2020 (MR Ben Aouicha)Piere EbrahimNoch keine Bewertungen
- DS11 2017 - 2018Dokument8 SeitenDS11 2017 - 2018Ridha Manaa100% (1)
- Devoir de Synthèse N°1 - Technologie - 2ème Sciences Exp (2010-2011) MR KrikidDokument7 SeitenDevoir de Synthèse N°1 - Technologie - 2ème Sciences Exp (2010-2011) MR Krikidأبوأحمد الجزيري100% (2)
- DTDokument6 SeitenDTAnonymous ljWszRodq71% (7)
- 8fa3z-Unite Automatique de Remplissage de Bouteille de Gaz PDFDokument2 Seiten8fa3z-Unite Automatique de Remplissage de Bouteille de Gaz PDFThe geek Cuesta100% (3)
- Devoir de Contrôle N°1 - Technologie - 1ère AS (2009-2010) 2 PDFDokument3 SeitenDevoir de Contrôle N°1 - Technologie - 1ère AS (2009-2010) 2 PDFأبوأحمد الجزيريNoch keine Bewertungen
- ANALYSE DESCENDANT (Ex)Dokument4 SeitenANALYSE DESCENDANT (Ex)Med FilaliNoch keine Bewertungen
- Exam API Seer-Gecsi 2020-2021Dokument4 SeitenExam API Seer-Gecsi 2020-2021Safae AbdelmounimNoch keine Bewertungen
- Devoir de Synthèse N°1 2012 2013 (Dhahri Salah)Dokument6 SeitenDevoir de Synthèse N°1 2012 2013 (Dhahri Salah)Youssef CherniNoch keine Bewertungen
- DS1!12!13 4ST SOUSSE Complet Prod Pots MielDokument35 SeitenDS1!12!13 4ST SOUSSE Complet Prod Pots Miellotfi75% (4)
- Devoir de Contrôle N°1 - Technologie - Machine À Coller Les Étiquettes - 2ème Sciences (2018-2019) MR Dhifaoui AbdelwahebDokument4 SeitenDevoir de Contrôle N°1 - Technologie - Machine À Coller Les Étiquettes - 2ème Sciences (2018-2019) MR Dhifaoui Abdelwahebelyes mleykiNoch keine Bewertungen
- Devoir de Contrôle N°1 - Technologie Poste Automatique de Pliage Et de Découpage - 2ème Sciences (2012-2013) MR BAAZAOUI RaoufDokument4 SeitenDevoir de Contrôle N°1 - Technologie Poste Automatique de Pliage Et de Découpage - 2ème Sciences (2012-2013) MR BAAZAOUI Raoufchaouachi alarbiNoch keine Bewertungen
- Devoir de Contrôle N°1 - Génie Électrique - Bac Technique (2010-2011) MR Abdallah Raouafi PDFDokument4 SeitenDevoir de Contrôle N°1 - Génie Électrique - Bac Technique (2010-2011) MR Abdallah Raouafi PDFAkram Ben Khemis50% (2)
- Exercices Grafcet 2 STSDokument7 SeitenExercices Grafcet 2 STSsaulnierNoch keine Bewertungen
- Systeme de Percage Et de LamageDokument2 SeitenSysteme de Percage Et de LamageWalid Fattoum100% (1)
- Technique PDFDokument23 SeitenTechnique PDFAnonymous brJQnGr1kNoch keine Bewertungen
- Activites Microcontroleur 16f84aDokument8 SeitenActivites Microcontroleur 16f84aHichem HamdiNoch keine Bewertungen
- Devoir de Synthèse N°3 - Technologie - 2ème Sciences (2012-2013) MR Abdallah RaouafiDokument4 SeitenDevoir de Synthèse N°3 - Technologie - 2ème Sciences (2012-2013) MR Abdallah RaouafiFadi WeslatiNoch keine Bewertungen
- CorrectionDevoirReplissageDesBarils1AS PDFDokument2 SeitenCorrectionDevoirReplissageDesBarils1AS PDFisrael melchisedechNoch keine Bewertungen
- TD Grafcet Yaourt Taches-ConvertiDokument6 SeitenTD Grafcet Yaourt Taches-ConvertiMohamedNoch keine Bewertungen
- Devoir de Contrôle N°1 - Technologie - 1ère AS (2009-2010) Mme Toumi Imen Système Système de Lavage de BidonsDokument3 SeitenDevoir de Contrôle N°1 - Technologie - 1ère AS (2009-2010) Mme Toumi Imen Système Système de Lavage de Bidonsأبوأحمد الجزيريNoch keine Bewertungen
- Serie9 Asservissement PDFDokument8 SeitenSerie9 Asservissement PDFHichem HamdiNoch keine Bewertungen
- Devoir de Synthèse N°1 - Génie Électrique Tri de Boitiers - Bac Technique (2014-2015) MR YagoubiDokument8 SeitenDevoir de Synthèse N°1 - Génie Électrique Tri de Boitiers - Bac Technique (2014-2015) MR YagoubiFethi BenmassoudeNoch keine Bewertungen
- Grafcet 5Dokument2 SeitenGrafcet 5Tarek MehdidNoch keine Bewertungen
- 4-Devoir de Synthese - Collage Etiquettes-2022Dokument6 Seiten4-Devoir de Synthese - Collage Etiquettes-2022TarekMostaphaNoch keine Bewertungen
- TD PneumatiqueDokument12 SeitenTD PneumatiqueOussama EljaafariNoch keine Bewertungen
- APPLICATIONDokument2 SeitenAPPLICATIONIsmail EzzineNoch keine Bewertungen
- Application2 PDFDokument2 SeitenApplication2 PDFIsmail EzzineNoch keine Bewertungen
- Application 1 PDFDokument1 SeiteApplication 1 PDFIsmail EzzineNoch keine Bewertungen
- DT - Système de Production Des Godets de YaourtDokument6 SeitenDT - Système de Production Des Godets de YaourtIsmail Ezzine100% (1)
- DT - Système de Production Des Godets de YaourtDokument6 SeitenDT - Système de Production Des Godets de YaourtIsmail Ezzine100% (1)
- 4 ÈmeDokument1 Seite4 ÈmeIsmail EzzineNoch keine Bewertungen
- Répartition Provisoire 3ST 2020 2021-MAHDIADokument3 SeitenRépartition Provisoire 3ST 2020 2021-MAHDIAIsmail EzzineNoch keine Bewertungen
- Répartition Provisoire 4ST 2020 2021-MAHDIADokument3 SeitenRépartition Provisoire 4ST 2020 2021-MAHDIAIsmail Ezzine100% (1)
- CGT Version Finale PDFDokument34 SeitenCGT Version Finale PDFIsmail EzzineNoch keine Bewertungen
- 4 ÈmeDokument1 Seite4 ÈmeIsmail EzzineNoch keine Bewertungen
- 4 ÈmeDokument1 Seite4 ÈmeIsmail EzzineNoch keine Bewertungen
- 4 ÈmeDokument1 Seite4 ÈmeIsmail EzzineNoch keine Bewertungen
- 4 ÈmeDokument1 Seite4 ÈmeIsmail EzzineNoch keine Bewertungen
- DS2-4ST-2020 ElecDokument4 SeitenDS2-4ST-2020 ElecIsmail EzzineNoch keine Bewertungen
- Le Onecoin, La Cryptoqueen Et L'arnaque À 4 Milliards de DollarsDokument1 SeiteLe Onecoin, La Cryptoqueen Et L'arnaque À 4 Milliards de DollarsContemporanea RadiodamusNoch keine Bewertungen
- L2 Éco - MicroéconomieDokument2 SeitenL2 Éco - MicroéconomieNoel RaharinantenainaNoch keine Bewertungen
- Cours Droit Penal Du Travail Cadre SynthetiqueDokument41 SeitenCours Droit Penal Du Travail Cadre SynthetiqueAragsan HousseinNoch keine Bewertungen
- Pfe Final WordDokument82 SeitenPfe Final WordSallma OuitkaNoch keine Bewertungen
- 3-04 Dalle Sur R+2 - EnsembleDokument1 Seite3-04 Dalle Sur R+2 - EnsembleKurama GroutNoch keine Bewertungen
- Poly Edp Ense3 LefrancDokument118 SeitenPoly Edp Ense3 LefrancJuan David PabonNoch keine Bewertungen
- Rapport de Stage (SG)Dokument33 SeitenRapport de Stage (SG)Zakaria Zerradi Mansouri50% (2)
- Rapport Annuel 2017 PDFDokument289 SeitenRapport Annuel 2017 PDFguymbulaNoch keine Bewertungen
- Droit Social 3-1 PDFDokument35 SeitenDroit Social 3-1 PDFIcare MendozaNoch keine Bewertungen
- Annuaire MINTP 2015 15-04-2017 FinalDokument215 SeitenAnnuaire MINTP 2015 15-04-2017 FinalJimmy RostantNoch keine Bewertungen
- Chap4 TransactionACIDDokument27 SeitenChap4 TransactionACIDSamia BlumNoch keine Bewertungen
- Call FlowsDokument73 SeitenCall FlowsSamuel OhabunwaNoch keine Bewertungen
- 2 - ANALYSE PRELEMINAIRE DES RISQUES Cours 2Dokument20 Seiten2 - ANALYSE PRELEMINAIRE DES RISQUES Cours 2Fouad FouadNoch keine Bewertungen
- Comment Flasher Une Carte Artillery RubyDokument9 SeitenComment Flasher Une Carte Artillery RubyStéphane CavillotNoch keine Bewertungen
- 1 Introduction Base de DonneesDokument16 Seiten1 Introduction Base de Donneesapi-26420184100% (1)
- WPL - Guid Maintenance Operation 08AUg12Dokument20 SeitenWPL - Guid Maintenance Operation 08AUg12Hedi Ben MohamedNoch keine Bewertungen
- Document Methodologie PDFDokument44 SeitenDocument Methodologie PDFSAINTE ELISABETHNoch keine Bewertungen
- TD PDPDokument6 SeitenTD PDPsamir67% (3)
- Modelisation Du Laminage A Froid Des Aciers. Etude Des Aspects Metallurgiques. Analyse Par La Methode Des TranchesDokument7 SeitenModelisation Du Laminage A Froid Des Aciers. Etude Des Aspects Metallurgiques. Analyse Par La Methode Des TranchesphukaifrNoch keine Bewertungen
- AssainiDokument5 SeitenAssainiYassmine AouidjNoch keine Bewertungen
- Séance 2Dokument19 SeitenSéance 2Ayao Parfait AGBETONoch keine Bewertungen
- Global 20131002Dokument44 SeitenGlobal 20131002m_giudiceNoch keine Bewertungen
- Bellanger Libé Sexe Ego RadioDokument3 SeitenBellanger Libé Sexe Ego Radiojapelsf5830Noch keine Bewertungen
- Hydraulique 1Dokument64 SeitenHydraulique 1youssef12zakaNoch keine Bewertungen
- Chapitre 1: Les Autres Systèmes Comptables: 1-Le Système CentralisateurDokument12 SeitenChapitre 1: Les Autres Systèmes Comptables: 1-Le Système CentralisateurStéphane OhambaNoch keine Bewertungen
- Chapitre 3 Les GranulatsDokument20 SeitenChapitre 3 Les Granulatsatamed32100% (1)