Das könnte Ihnen auch gefallen
- Exotic - March 2014Dokument64 SeitenExotic - March 2014Almir Momenth35% (23)
- Playing Djembe PDFDokument63 SeitenPlaying Djembe PDFpbanerjeeNoch keine Bewertungen
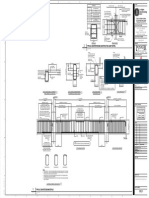
- s5-3-1 - Typical Composite and Steel Deck DetailsDokument1 Seites5-3-1 - Typical Composite and Steel Deck Detailscewaleed2590Noch keine Bewertungen
- Datasheet Pompa Submersible Rev.0Dokument5 SeitenDatasheet Pompa Submersible Rev.0NasrulSyahruddinNoch keine Bewertungen
- Sergei Soloviov - Jose Raul Capablanca Games 1901-1924 (Chess Stars 2004) - EditableDokument368 SeitenSergei Soloviov - Jose Raul Capablanca Games 1901-1924 (Chess Stars 2004) - EditableHernanArrondoNoch keine Bewertungen
- Electrical PlansDokument2 SeitenElectrical Plansberolyan0688% (8)
- Check List of 6.6kv PanelDokument22 SeitenCheck List of 6.6kv Panelsantoshkumar100% (1)
- Design ApproachesDokument19 SeitenDesign ApproachesJoseph Ryan Manandeg100% (1)
- List of PostersDokument19 SeitenList of PostersARE YOU TECH CRAZYNoch keine Bewertungen
- Approximate RT Calculation For API 650 TankDokument2 SeitenApproximate RT Calculation For API 650 Tankjayaarnav100% (6)
- This Is Very Common in Tank ConstructionDokument11 SeitenThis Is Very Common in Tank ConstructionsbmmlaNoch keine Bewertungen
- Intensive Care Fundamentals: František Duška Mo Al-Haddad Maurizio Cecconi EditorsDokument278 SeitenIntensive Care Fundamentals: František Duška Mo Al-Haddad Maurizio Cecconi EditorsthegridfanNoch keine Bewertungen
- Desidn AopDokument73 SeitenDesidn AopDavid LambertNoch keine Bewertungen
- Suite 1 For Cello Solo For BB (Bass) Clarinet: Johann Sebastian Bach BWV 1007 PréludeDokument7 SeitenSuite 1 For Cello Solo For BB (Bass) Clarinet: Johann Sebastian Bach BWV 1007 Préludewolfgangerl2100% (1)
- Typical Deck EdgeDokument1 SeiteTypical Deck EdgeShane AndersonNoch keine Bewertungen
- Rule 108 Republic Vs TipayDokument1 SeiteRule 108 Republic Vs TipayShimi Fortuna100% (1)
- 3D Granny Squares: 100 Crochet Patterns for Pop-Up Granny SquaresVon Everand3D Granny Squares: 100 Crochet Patterns for Pop-Up Granny SquaresBewertung: 5 von 5 Sternen5/5 (12)
- Electrical Distribution in Papermills: Monographs on Paper and Board MakingVon EverandElectrical Distribution in Papermills: Monographs on Paper and Board MakingBewertung: 2 von 5 Sternen2/5 (1)
- CWB Procedure and RulesDokument4 SeitenCWB Procedure and Rulesippon_osoto100% (1)
- Storage Tank Inspection API 650Dokument27 SeitenStorage Tank Inspection API 650Pandu Damay Putra92% (12)
- Inspection of Storage Tank API - 650Dokument4 SeitenInspection of Storage Tank API - 650Michael Albuquerque0% (1)
- Paras Vs ComelecDokument2 SeitenParas Vs ComelecAngel VirayNoch keine Bewertungen
- Sewing Section: Technical/Production Team SopDokument4 SeitenSewing Section: Technical/Production Team SopdpnairNoch keine Bewertungen
- Fabric Inspection Guideline: Quality Department May 2008Dokument10 SeitenFabric Inspection Guideline: Quality Department May 2008Ashok Lakshmanan100% (1)
- Domain: PeriodDokument21 SeitenDomain: PerioddpnairNoch keine Bewertungen
- Storage Tank (API 650)Dokument20 SeitenStorage Tank (API 650)sbmmla83% (6)
- H&M Fabric Inspection GuidelineDokument10 SeitenH&M Fabric Inspection GuidelineRAYHAN KABIR100% (1)
- Syntax 1Dokument35 SeitenSyntax 1galcarolina722202100% (1)
- Corrosion Monitoring CouponsDokument2 SeitenCorrosion Monitoring CouponsfaisalmuradNoch keine Bewertungen
- UOP 212-05 - Hydrogen Sulfide, Mercaptan Sulfur, and Carbonyl Sulfide in Hydrocarbon Gases by Po PDFDokument25 SeitenUOP 212-05 - Hydrogen Sulfide, Mercaptan Sulfur, and Carbonyl Sulfide in Hydrocarbon Gases by Po PDFMorteza Sepehran100% (5)
- LTE Principle and LTE PlanningDokument70 SeitenLTE Principle and LTE PlanningShain SalimNoch keine Bewertungen
- Approximate RT Calculation For API 650 TankDokument2 SeitenApproximate RT Calculation For API 650 Tanksitehab100% (1)
- Two Simple Shapes = 26 Crocheted Cardigans, Tops & Sweaters: If you can crochet a square and rectangle, you can make these easy-to-wear designs!Von EverandTwo Simple Shapes = 26 Crocheted Cardigans, Tops & Sweaters: If you can crochet a square and rectangle, you can make these easy-to-wear designs!Bewertung: 3 von 5 Sternen3/5 (2)
- Cutting Section: Technichal Team'S S.O.PDokument5 SeitenCutting Section: Technichal Team'S S.O.PdpnairNoch keine Bewertungen
- Factory Set Up For Gel Mart OrdersDokument2 SeitenFactory Set Up For Gel Mart OrdersprageethnirudakaNoch keine Bewertungen
- Pre Panelized Load Bearing Metallic Studs: Presented by Uma MullapudiDokument12 SeitenPre Panelized Load Bearing Metallic Studs: Presented by Uma Mullapudigreat2008Noch keine Bewertungen
- Inspection of ElectrodesDokument62 SeitenInspection of ElectrodesARAVINDAN DNoch keine Bewertungen
- QP Transformer PDFDokument6 SeitenQP Transformer PDFmanoj_2027Noch keine Bewertungen
- Regal Roots - Grading and Sorting MachineryDokument14 SeitenRegal Roots - Grading and Sorting MachineryAkshay JadhavNoch keine Bewertungen
- 22-257 NotesDokument2 Seiten22-257 NotesSumit MishraNoch keine Bewertungen
- WQMS ChecklistsDokument17 SeitenWQMS ChecklistsFaruque UddinNoch keine Bewertungen
- Well ProfileDokument8 SeitenWell ProfileMahmoud NaDaaNoch keine Bewertungen
- S.O.P of TecnoramaDokument29 SeitenS.O.P of Tecnoramamadnira1978Noch keine Bewertungen
- Duties of A Watchman at PortDokument13 SeitenDuties of A Watchman at Portnirala6Noch keine Bewertungen
- Mil DTL 81188CDokument18 SeitenMil DTL 81188Crdcastillo01Noch keine Bewertungen
- 2756 General ItemsDokument20 Seiten2756 General ItemsPrakash Lewis0% (1)
- Via Email and Overnight Mail: WARN Act NoticeDokument5 SeitenVia Email and Overnight Mail: WARN Act NoticeReno Gazette JournalNoch keine Bewertungen
- 107 (Varnish Black Japan, Type-C)Dokument11 Seiten107 (Varnish Black Japan, Type-C)Indrajeet UpadhyayNoch keine Bewertungen
- GratingDokument1 SeiteGratingPrapa KaranNoch keine Bewertungen
- BP QuestionnaireDokument12 SeitenBP QuestionnaireprasadcshettyNoch keine Bewertungen
- Wash Test 380123Dokument3 SeitenWash Test 380123duyhoa83Noch keine Bewertungen
- Spin ItDokument39 SeitenSpin ItPranav SharmaNoch keine Bewertungen
- Typical Concrete Beam Construction Joint Detail: Los Angeles Community College DistrictDokument1 SeiteTypical Concrete Beam Construction Joint Detail: Los Angeles Community College DistrictMary Emalaine SerranoNoch keine Bewertungen
- Hi-Temperature Inconel Overbraided Ceramic Fiber Insulated ThermocouplesDokument3 SeitenHi-Temperature Inconel Overbraided Ceramic Fiber Insulated Thermocouplesgigel1980Noch keine Bewertungen
- Checklist (B) Vol 1 2011Dokument23 SeitenChecklist (B) Vol 1 2011Oladimeji TaiwoNoch keine Bewertungen
- Ae 036884 005Dokument1 SeiteAe 036884 005narutothunderjet216Noch keine Bewertungen
- Ip060-45!62!01 Control Valve (Glove) (Buyer's Scope)Dokument5 SeitenIp060-45!62!01 Control Valve (Glove) (Buyer's Scope)Rahul DevaNoch keine Bewertungen
- Is.5414.1995 Asbestos Gland PackingDokument8 SeitenIs.5414.1995 Asbestos Gland Packingjra9090Noch keine Bewertungen
- 3000 Liter Undergorund LPG TankDokument4 Seiten3000 Liter Undergorund LPG TankHarshana AtapattuNoch keine Bewertungen
- E864x6 Ed3Dokument19 SeitenE864x6 Ed3HARINoch keine Bewertungen
- Coal-Tar-Saturated Organic Felt Used in Roofing and WaterproofingDokument3 SeitenCoal-Tar-Saturated Organic Felt Used in Roofing and WaterproofingRufo CascoNoch keine Bewertungen
- Lab Manual FRS581Dokument5 SeitenLab Manual FRS581Nur Atiqah AhmadNoch keine Bewertungen
- API - 650 Check List Tank InspectionDokument5 SeitenAPI - 650 Check List Tank InspectionMijanur RahmanNoch keine Bewertungen
- UBE Automotive Lot CatalogDokument28 SeitenUBE Automotive Lot CatalogQuan Huynh0% (1)
- Procedure Fabrikasi TankiDokument10 SeitenProcedure Fabrikasi TankiMuhammad Yunus NurdinNoch keine Bewertungen
- Dip Viscosity Cups, Zahn Type: Assembly & Operating InstructionsDokument2 SeitenDip Viscosity Cups, Zahn Type: Assembly & Operating InstructionsSayed WaqasNoch keine Bewertungen
- Advances in Solid Oxide Fuel Cells and Electronic Ceramics IIVon EverandAdvances in Solid Oxide Fuel Cells and Electronic Ceramics IIMihails KusnezoffNoch keine Bewertungen
- The Cove Crochet Blanket UK Terms: A pick your path pattern inspired by coastal adventuresVon EverandThe Cove Crochet Blanket UK Terms: A pick your path pattern inspired by coastal adventuresNoch keine Bewertungen
- BB and B MIT Award 2020 Application FormDokument6 SeitenBB and B MIT Award 2020 Application FormdpnairNoch keine Bewertungen
- Dynamic Imaging of The Fetal Heart Using Metric Optimized GatingDokument19 SeitenDynamic Imaging of The Fetal Heart Using Metric Optimized GatingdpnairNoch keine Bewertungen
- Laser Cut Model Plane 3d Puzzle DXF Free Download PDFDokument1 SeiteLaser Cut Model Plane 3d Puzzle DXF Free Download PDFdpnairNoch keine Bewertungen
- Boxplot ExplanationDokument2 SeitenBoxplot ExplanationdpnairNoch keine Bewertungen
- Dynamic Imaging of The Fetal Heart Using Metric Optimized GatingDokument19 SeitenDynamic Imaging of The Fetal Heart Using Metric Optimized GatingdpnairNoch keine Bewertungen
- COEX Clover Drone Kit SpecificationDokument1 SeiteCOEX Clover Drone Kit SpecificationdpnairNoch keine Bewertungen
- Unit 2 TransformationDokument8 SeitenUnit 2 TransformationdpnairNoch keine Bewertungen
- Way To Zero Defect: Prepared by VishnuDokument9 SeitenWay To Zero Defect: Prepared by VishnudpnairNoch keine Bewertungen
- Layout InlineDokument62 SeitenLayout InlinedpnairNoch keine Bewertungen
- Summary-Unit 1 Factors January February March April MAYDokument13 SeitenSummary-Unit 1 Factors January February March April MAYdpnairNoch keine Bewertungen
- Booked By: Guest (Guest) Printed On: 01/08/2017 At: 12:59:57: E-Ticket/Reservation VoucherDokument8 SeitenBooked By: Guest (Guest) Printed On: 01/08/2017 At: 12:59:57: E-Ticket/Reservation VoucherdpnairNoch keine Bewertungen
- CM Analysis: Ibg JordanDokument6 SeitenCM Analysis: Ibg JordandpnairNoch keine Bewertungen
- Ibg Jordan Inspection Report AnalysisDokument6 SeitenIbg Jordan Inspection Report AnalysisdpnairNoch keine Bewertungen
- International British Garments Skill Matrix Analysis: Operation Process Rating % Result Remarks Target AchievedDokument8 SeitenInternational British Garments Skill Matrix Analysis: Operation Process Rating % Result Remarks Target AchieveddpnairNoch keine Bewertungen
- Cellular Layout: Case StudyDokument7 SeitenCellular Layout: Case StudydpnairNoch keine Bewertungen
- Ibg Jordan Unit I-Daily Cost Report July'14Dokument1 SeiteIbg Jordan Unit I-Daily Cost Report July'14dpnairNoch keine Bewertungen
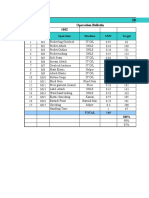
- Ibg Jordan Operation Bulletin Style #102: SL# Code Operation Machine SMV TargetDokument11 SeitenIbg Jordan Operation Bulletin Style #102: SL# Code Operation Machine SMV TargetdpnairNoch keine Bewertungen
- Cost Per Minute Till May 2014Dokument86 SeitenCost Per Minute Till May 2014dpnairNoch keine Bewertungen
- Ibg Jordan: Unit 1 Section Packing Date 9-FebDokument6 SeitenIbg Jordan: Unit 1 Section Packing Date 9-FebdpnairNoch keine Bewertungen
- Design and Development of Unmanned Aerial Vehicle (Drone) For Civil ApplicationsDokument16 SeitenDesign and Development of Unmanned Aerial Vehicle (Drone) For Civil ApplicationsdpnairNoch keine Bewertungen
- Cost Per Minute 2013Dokument76 SeitenCost Per Minute 2013dpnairNoch keine Bewertungen
- File 2Dokument36 SeitenFile 2dpnairNoch keine Bewertungen
- A Descriptive-Comparative StudyDokument32 SeitenA Descriptive-Comparative StudyJanelle DionisioNoch keine Bewertungen
- Sample CVDokument3 SeitenSample CVsam_mad00Noch keine Bewertungen
- CDP Project InstructionsDokument6 SeitenCDP Project InstructionsNarendra ReddyNoch keine Bewertungen
- Decolonizing Classrooms - Is There Space For Indigenous Knowledge in A Post-Colonial Society?Dokument12 SeitenDecolonizing Classrooms - Is There Space For Indigenous Knowledge in A Post-Colonial Society?Ahmad HasanNoch keine Bewertungen
- Research Poster 1Dokument1 SeiteResearch Poster 1api-662489107Noch keine Bewertungen
- Drug StudyDokument1 SeiteDrug StudyBSN 3-2 RUIZ, Jewel Anne F.Noch keine Bewertungen
- THE PROTAGONIST OF LIFE OF GALILEO by Shreeya MalhotraDokument2 SeitenTHE PROTAGONIST OF LIFE OF GALILEO by Shreeya MalhotraSHREEYA MALHOTRANoch keine Bewertungen
- Grammar Summary Unit 8Dokument2 SeitenGrammar Summary Unit 8Luana Suarez AcostaNoch keine Bewertungen
- Revalida ResearchDokument3 SeitenRevalida ResearchJakie UbinaNoch keine Bewertungen
- Syllabus Tourism Laws CKSCDokument6 SeitenSyllabus Tourism Laws CKSCDennis Go50% (2)
- DRTA-directed Reading Thinking Activity: M. Truscott Staff Development 9-24-10Dokument13 SeitenDRTA-directed Reading Thinking Activity: M. Truscott Staff Development 9-24-10ehaines24Noch keine Bewertungen
- Aryaman Gupta: EducationDokument1 SeiteAryaman Gupta: EducationxoteviNoch keine Bewertungen
- Class 11 Biology Notes Chapter 2 Studyguide360Dokument10 SeitenClass 11 Biology Notes Chapter 2 Studyguide360ANoch keine Bewertungen
- Week 4Dokument5 SeitenWeek 4عبدالرحمن الحربيNoch keine Bewertungen
- Further Investigations of Glucose-6-Phosphate Dehy PDFDokument7 SeitenFurther Investigations of Glucose-6-Phosphate Dehy PDFrabin1994Noch keine Bewertungen
- FOR of Tution Fee: Application ReimbursementDokument1 SeiteFOR of Tution Fee: Application ReimbursementBhavithavNoch keine Bewertungen
- CWWDokument2 SeitenCWWmary joy martinNoch keine Bewertungen
- Reading SkillsDokument8 SeitenReading SkillsBob BolNoch keine Bewertungen
- Frugal Innovation in Developed Markets - Adaption o - 2020 - Journal of InnovatiDokument9 SeitenFrugal Innovation in Developed Markets - Adaption o - 2020 - Journal of InnovatiGisselle RomeroNoch keine Bewertungen
- Percussion Catalog Eu Lep2001Dokument24 SeitenPercussion Catalog Eu Lep2001isaac HernandezNoch keine Bewertungen
- Memperkuat Nasionalisme Indonesia Di Era Globalisasi ) Oleh Dwi Ari Listyani. )Dokument20 SeitenMemperkuat Nasionalisme Indonesia Di Era Globalisasi ) Oleh Dwi Ari Listyani. )PinaSeeYouNoch keine Bewertungen