Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Total Airport ManagementDokument23 SeitenTotal Airport ManagementEM EZNoch keine Bewertungen
- WS500 Getting Started PDFDokument23 SeitenWS500 Getting Started PDFkhalid100% (1)
- An Efforts Estimate For Agile ProjectsDokument11 SeitenAn Efforts Estimate For Agile ProjectsflytosantyNoch keine Bewertungen
- Chapter 5Dokument21 SeitenChapter 5Yoomif TubeNoch keine Bewertungen
- Final-Front Pages-2011 PME CodeDokument10 SeitenFinal-Front Pages-2011 PME CodeJoseph R. F. DavidNoch keine Bewertungen
- Electric Motor 7Dokument84 SeitenElectric Motor 7abdulkadhirNoch keine Bewertungen
- Caterpillar C15 Engine SpecsDokument5 SeitenCaterpillar C15 Engine SpecsDesta 77Noch keine Bewertungen
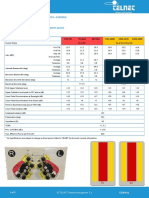
- DS ANT TNA352A33rDokument3 SeitenDS ANT TNA352A33rEdelNoch keine Bewertungen
- LW SeriesDokument8 SeitenLW SeriesAbraham AutomationNoch keine Bewertungen
- Agnes CVDokument3 SeitenAgnes CVMaziwa ProNoch keine Bewertungen
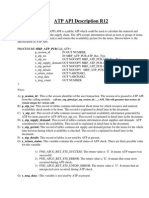
- Atp Api R12Dokument16 SeitenAtp Api R12prasad_jampanaNoch keine Bewertungen
- Home Automation Using Android And: Raspberry Pi (Literature Review)Dokument11 SeitenHome Automation Using Android And: Raspberry Pi (Literature Review)Shubham TogargeNoch keine Bewertungen
- Winbond W83310dg DatasheetDokument13 SeitenWinbond W83310dg DatasheetLaarsNoch keine Bewertungen
- Chapter 3-Section 3.2-Cylinder BlockDokument46 SeitenChapter 3-Section 3.2-Cylinder BlockNikkikumar MaisuriyaNoch keine Bewertungen
- Hec Boq SubconDokument25 SeitenHec Boq SubconSHRIYA POWERNoch keine Bewertungen
- Project TelecommunicationsDokument26 SeitenProject Telecommunicationssmart_neo24Noch keine Bewertungen
- Compress and Asme Viii-2Dokument21 SeitenCompress and Asme Viii-2cristinelbNoch keine Bewertungen
- Embedded Web TechnologyDokument3 SeitenEmbedded Web TechnologySneha Nagaruru0% (1)
- Multimedia: Hardware & SoftwareDokument18 SeitenMultimedia: Hardware & SoftwareKalix JimenezNoch keine Bewertungen
- A Brief History of Communications PDFDokument166 SeitenA Brief History of Communications PDFIbrahim G. GordilsNoch keine Bewertungen
- PeopleSoft WorkFlowDokument20 SeitenPeopleSoft WorkFlowSurya Prakash ReddyNoch keine Bewertungen
- Digital Hydraulic Valves Gaining Momentum: Newton, Ma-The Trend Toward De-Centralized Control On The Factory FloorDokument2 SeitenDigital Hydraulic Valves Gaining Momentum: Newton, Ma-The Trend Toward De-Centralized Control On The Factory Floorback1949100% (1)
- Electrical DraiwngDokument64 SeitenElectrical Draiwngplasticos_jfm6580Noch keine Bewertungen
- 2oz Copper PCB Thickness and Its Design GuidelinesDokument14 Seiten2oz Copper PCB Thickness and Its Design GuidelinesjackNoch keine Bewertungen
- ISAA HoA4 (Unit-5)Dokument10 SeitenISAA HoA4 (Unit-5)052 Deepak NaralaNoch keine Bewertungen
- Web Programming Lab Manual 2009Dokument33 SeitenWeb Programming Lab Manual 2009Kumar SaurabhNoch keine Bewertungen
- Sumatif Learning Actifivity Part 1 Beserta Kunci JawabanDokument10 SeitenSumatif Learning Actifivity Part 1 Beserta Kunci JawabanFoniamanNoch keine Bewertungen
- Building Management Systems For Pharma, Healthcare & Life SciencesDokument12 SeitenBuilding Management Systems For Pharma, Healthcare & Life Sciencesdubaisrinivasulu100% (1)
- PLC Based Elevator Control System-1Dokument26 SeitenPLC Based Elevator Control System-1Belete GetachewNoch keine Bewertungen
- The Procedure Is As Follows: Glpi InstallationDokument3 SeitenThe Procedure Is As Follows: Glpi InstallationjacksonrppNoch keine Bewertungen