Das könnte Ihnen auch gefallen
- Agile Procurement: Volume II: Designing and Implementing a Digital TransformationVon EverandAgile Procurement: Volume II: Designing and Implementing a Digital TransformationNoch keine Bewertungen
- BA Group No - 10.Dokument39 SeitenBA Group No - 10.Mavani snehaNoch keine Bewertungen
- A Study of the Supply Chain and Financial Parameters of a Small BusinessVon EverandA Study of the Supply Chain and Financial Parameters of a Small BusinessNoch keine Bewertungen
- Thesis Topics in Logistics and Supply Chain ManagementDokument5 SeitenThesis Topics in Logistics and Supply Chain Managementbsnj6chr100% (1)
- KK Electronics Global Strategy 1. Perform SWOT Analysis For TheDokument10 SeitenKK Electronics Global Strategy 1. Perform SWOT Analysis For ThesanzeetaNoch keine Bewertungen
- AutomotiveDokument22 SeitenAutomotiveUday SagarNoch keine Bewertungen
- The Effect of ICT Qualification On Selection of Long Term SuppliersDokument9 SeitenThe Effect of ICT Qualification On Selection of Long Term Suppliersthe OGs. 96Noch keine Bewertungen
- An Automotive Supply Chain Model For A Demand-DrivDokument22 SeitenAn Automotive Supply Chain Model For A Demand-DrivNIDHIN NELSON 2127917Noch keine Bewertungen
- I M K M A R M E: Nformation Odeling and Nowledge Anagement Pproach To Econfiguring Anufacturing NterprisesDokument20 SeitenI M K M A R M E: Nformation Odeling and Nowledge Anagement Pproach To Econfiguring Anufacturing NterprisesijaitjNoch keine Bewertungen
- Applying Artificial Intelligence at Scale in Semiconductor Manufacturing - McKinseyDokument25 SeitenApplying Artificial Intelligence at Scale in Semiconductor Manufacturing - McKinseyBharathi RajaNoch keine Bewertungen
- 5 TH Module of Supply Chain ManagementDokument18 Seiten5 TH Module of Supply Chain ManagementSunil ChauhanNoch keine Bewertungen
- Paper #1570363803 'Planning For Wind Generator' Projects: Product Service Framework For Smes'Dokument16 SeitenPaper #1570363803 'Planning For Wind Generator' Projects: Product Service Framework For Smes'TamerZakiFouadNoch keine Bewertungen
- PolymersDokument21 SeitenPolymerssirajNoch keine Bewertungen
- Sample ProblemsDokument86 SeitenSample ProblemsPiere Christofer Salas HerreraNoch keine Bewertungen
- Attachment 17022019065547 2Wwrcpb95ZDokument18 SeitenAttachment 17022019065547 2Wwrcpb95ZLe ProfesseurNoch keine Bewertungen
- Global Supply Chain ManagementDokument12 SeitenGlobal Supply Chain ManagementMohamed Fathy Abdelazim SorogyNoch keine Bewertungen
- Explore and Understand Gartn 317886Dokument23 SeitenExplore and Understand Gartn 317886Leoncio ChávezNoch keine Bewertungen
- GBE LO2.3 (Student)Dokument58 SeitenGBE LO2.3 (Student)210349nghiem.nhiNoch keine Bewertungen
- Supply Chain Network Design: A Case Study in A Dairy CompanyDokument11 SeitenSupply Chain Network Design: A Case Study in A Dairy CompanyShaikh UzairNoch keine Bewertungen
- Thesis On Manufacturing IndustryDokument6 SeitenThesis On Manufacturing IndustryHelpMeWriteAPaperMurfreesboro100% (1)
- The McKinsey Quarterly - Building Better Links in High-Tech Supply ChainsDokument5 SeitenThe McKinsey Quarterly - Building Better Links in High-Tech Supply ChainsfunkyshenNoch keine Bewertungen
- What Are The Major Foundational Areas and Challenges of Supply Chain Management in Electronics IndustryDokument7 SeitenWhat Are The Major Foundational Areas and Challenges of Supply Chain Management in Electronics IndustryjackNoch keine Bewertungen
- Recommendations To Reduce The Bull Whip EffectDokument20 SeitenRecommendations To Reduce The Bull Whip EffectStalin Sahaya RajNoch keine Bewertungen
- Thesis On Advanced Manufacturing TechnologyDokument5 SeitenThesis On Advanced Manufacturing Technologyshannongutierrezcorpuschristi100% (2)
- A Framework To Speed Manufacturing's Digital Business TransformationDokument17 SeitenA Framework To Speed Manufacturing's Digital Business TransformationCognizant100% (1)
- EIU MSFT OEM-Supply-Chain - FinDokument26 SeitenEIU MSFT OEM-Supply-Chain - FinDavid BriggsNoch keine Bewertungen
- Management ProDokument5 SeitenManagement ProGeethaNoch keine Bewertungen
- Taking The Next Leap Forward in Semiconductor SHORTDokument16 SeitenTaking The Next Leap Forward in Semiconductor SHORTGerard StehelinNoch keine Bewertungen
- Accenture Energy Nonhydrocarbon Supply Chain For Oil and Gas Companies EiaB5Dokument12 SeitenAccenture Energy Nonhydrocarbon Supply Chain For Oil and Gas Companies EiaB5Ditu DanielNoch keine Bewertungen
- GEN 741 CA1sustainability-12-03791 PDFDokument29 SeitenGEN 741 CA1sustainability-12-03791 PDFRahul Kumar SinghNoch keine Bewertungen
- PHD Thesis Supply Chain Management PDFDokument8 SeitenPHD Thesis Supply Chain Management PDFafknlbbnf100% (2)
- ERP Systems ProposalDokument8 SeitenERP Systems Proposallaksh trivediNoch keine Bewertungen
- Supply Chain Management PDFDokument11 SeitenSupply Chain Management PDFanawadeNoch keine Bewertungen
- Semiconductor Product Lifecycle ManagementDokument16 SeitenSemiconductor Product Lifecycle Managementtakerraj100% (1)
- Lean Tools ExecutionDokument7 SeitenLean Tools ExecutionDr NallusamyNoch keine Bewertungen
- Research Papers On Advanced Manufacturing TechnologyDokument4 SeitenResearch Papers On Advanced Manufacturing Technologygz8y0espNoch keine Bewertungen
- Articulo 06Dokument16 SeitenArticulo 06BrayhanSFNoch keine Bewertungen
- Coordinating Strategic Capacity Planning in The Semiconductor Industry Suleyman Karabuk and S. David WuDokument22 SeitenCoordinating Strategic Capacity Planning in The Semiconductor Industry Suleyman Karabuk and S. David WuPranavNoch keine Bewertungen
- Applied Soft Computing: Chen-Fu Chien, Runliang Dou, Wenhan FuDokument10 SeitenApplied Soft Computing: Chen-Fu Chien, Runliang Dou, Wenhan FuCESARPINEDANoch keine Bewertungen
- Research Project-Nirav (K30), Deepesh (K32), Vishnu (K40)Dokument20 SeitenResearch Project-Nirav (K30), Deepesh (K32), Vishnu (K40)Vishnu TiwariNoch keine Bewertungen
- Postponement For Profitability 065283Dokument14 SeitenPostponement For Profitability 065283akashkrsnaNoch keine Bewertungen
- Supply Chain Coordination Models: A Literature Review: Burra Karuna Kumar, Dega Nagaraju and S. NarayananDokument16 SeitenSupply Chain Coordination Models: A Literature Review: Burra Karuna Kumar, Dega Nagaraju and S. NarayananAhmad1986 RawashdehNoch keine Bewertungen
- Keywords: Supply Chain Network Design,: Journal of EEA, Vol. 28, 2011Dokument16 SeitenKeywords: Supply Chain Network Design,: Journal of EEA, Vol. 28, 2011Getachew yirieNoch keine Bewertungen
- Manufactring Mmanagement PDFDokument30 SeitenManufactring Mmanagement PDFAbbyramy DanabalaNoch keine Bewertungen
- Optimization Modeling of A Poultry Industry Supply Chain NetworkDokument6 SeitenOptimization Modeling of A Poultry Industry Supply Chain NetworkIstadewi ShansabilaNoch keine Bewertungen
- A SCOR Reference Model of The Supply ChainDokument8 SeitenA SCOR Reference Model of The Supply ChainArie Nur SupriyantoNoch keine Bewertungen
- Process ApproachDokument13 SeitenProcess ApproachSamik BiswasNoch keine Bewertungen
- How To Maximize Operations Productivity in Mining IndustryDokument4 SeitenHow To Maximize Operations Productivity in Mining Industryharishkumar.ravichandranNoch keine Bewertungen
- FBA CIA 1 - Group 12Dokument7 SeitenFBA CIA 1 - Group 12Deepali DeeptiNoch keine Bewertungen
- IMA#5Dokument6 SeitenIMA#5Khola KhalilNoch keine Bewertungen
- Research Paper On Supply Chain ManagementDokument6 SeitenResearch Paper On Supply Chain Managementp0zikiwyfyb2100% (1)
- Harnessing Deep Learning For Enhanced Demand Forecasting in Wooden Pallet ManufacturingDokument10 SeitenHarnessing Deep Learning For Enhanced Demand Forecasting in Wooden Pallet ManufacturingInternational Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- PDF Research Paper On Supply Chain ManagementDokument6 SeitenPDF Research Paper On Supply Chain ManagementaflbmmmmyNoch keine Bewertungen
- Assignment On: Sourcing Management of Samsung ElectronicsDokument17 SeitenAssignment On: Sourcing Management of Samsung ElectronicsSanchit ParnamiNoch keine Bewertungen
- Retail Supply Chain Transformation ReportDokument5 SeitenRetail Supply Chain Transformation ReportDennis DuNoch keine Bewertungen
- Supporting Supply Chain Planning & SchedulingDokument8 SeitenSupporting Supply Chain Planning & SchedulingsizwehNoch keine Bewertungen
- EhubDokument8 SeitenEhubscm2012Noch keine Bewertungen
- Supply Chain ManagementDokument14 SeitenSupply Chain ManagementJoju JohnyNoch keine Bewertungen
- 1 Operational Flexibility PDFDokument37 Seiten1 Operational Flexibility PDFamir8100Noch keine Bewertungen
- Chip 7Dokument52 SeitenChip 7almodenahNoch keine Bewertungen
- MITPS PGP23 Meeting14Dokument24 SeitenMITPS PGP23 Meeting14pranaliNoch keine Bewertungen
- 287 - PGP23 - Rituraj Paul - MITPSDokument13 Seiten287 - PGP23 - Rituraj Paul - MITPSPratyush BaruaNoch keine Bewertungen
- Blank Answer FileDokument9 SeitenBlank Answer FilePratyush BaruaNoch keine Bewertungen
- MITPS PGP23 Meeting15Dokument9 SeitenMITPS PGP23 Meeting15Pratyush BaruaNoch keine Bewertungen
- PGP-23, Term VI Course: Six Sigma End Term ExamDokument9 SeitenPGP-23, Term VI Course: Six Sigma End Term ExamPratyush BaruaNoch keine Bewertungen
- Mitps: PGP 23 Term 4 End Term ExamDokument12 SeitenMitps: PGP 23 Term 4 End Term ExamPratyush BaruaNoch keine Bewertungen
- Mitps: PGP 23 Term 4 End Term ExamDokument12 SeitenMitps: PGP 23 Term 4 End Term ExamPratyush BaruaNoch keine Bewertungen
- Schedule: in Association With Victoria Memorial HallDokument4 SeitenSchedule: in Association With Victoria Memorial HallPratyush BaruaNoch keine Bewertungen
- Covalent: Term Loan For Expansion and Modernization: Submitted By: Group 10Dokument12 SeitenCovalent: Term Loan For Expansion and Modernization: Submitted By: Group 10Pratyush BaruaNoch keine Bewertungen
- Revitalizing State Bank of IndiaDokument11 SeitenRevitalizing State Bank of IndiaPratyush BaruaNoch keine Bewertungen
- A Turnaround Story: Group 8: Yash, Ritu, Bhartesh, Smriti, Rahul, Piyush & JastejDokument17 SeitenA Turnaround Story: Group 8: Yash, Ritu, Bhartesh, Smriti, Rahul, Piyush & JastejPratyush BaruaNoch keine Bewertungen
- DBS India: Banking On The UnbankedDokument16 SeitenDBS India: Banking On The UnbankedPratyush BaruaNoch keine Bewertungen
- Punjab National Bank: Case Analysis: Group 1Dokument8 SeitenPunjab National Bank: Case Analysis: Group 1Pratyush BaruaNoch keine Bewertungen
- JB Class NoteDokument30 SeitenJB Class NotePratyush BaruaNoch keine Bewertungen
- Kheyali Naskar January 2019 Silk RouteDokument3 SeitenKheyali Naskar January 2019 Silk RoutePratyush BaruaNoch keine Bewertungen
- App ADokument64 SeitenApp AMauricio CuellarNoch keine Bewertungen
- Lecture 20 - Open Economy - Introduction and The Savings InequalityDokument18 SeitenLecture 20 - Open Economy - Introduction and The Savings InequalityAlex ThomasNoch keine Bewertungen
- Chapter 3: Processes: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionDokument63 SeitenChapter 3: Processes: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionDiaa MustafaNoch keine Bewertungen
- Lecture 20 - Open Economy - Introduction and The Savings InequalityDokument18 SeitenLecture 20 - Open Economy - Introduction and The Savings InequalityPratyush BaruaNoch keine Bewertungen
- Lecture 21 - Open Economy - Exchange Rate and Diagnosis of Curent AccountDokument16 SeitenLecture 21 - Open Economy - Exchange Rate and Diagnosis of Curent AccountPratyush BaruaNoch keine Bewertungen
- ICF Calculation of ITS FCF N Ku D E KD T All - Equity ITS APVDokument9 SeitenICF Calculation of ITS FCF N Ku D E KD T All - Equity ITS APVPratyush BaruaNoch keine Bewertungen
- Chapter 2: Operating-System Structures: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionDokument55 SeitenChapter 2: Operating-System Structures: Silberschatz, Galvin and Gagne ©2013 Operating System Concepts - 9 EditionJothi KumarNoch keine Bewertungen
- Jobless Growth in India: An Investigation: Sheba TejaniDokument28 SeitenJobless Growth in India: An Investigation: Sheba TejaniPratyush BaruaNoch keine Bewertungen
- CBM T5 Class 15-16 Sec B 2020 FDokument31 SeitenCBM T5 Class 15-16 Sec B 2020 FPratyush BaruaNoch keine Bewertungen
- Some Macro-theoretical Foundations of Jobless Growth: s G = dg + c c ظ 0; d ظ 0Dokument4 SeitenSome Macro-theoretical Foundations of Jobless Growth: s G = dg + c c ظ 0; d ظ 0Pratyush BaruaNoch keine Bewertungen
- Vol. 52, Issue No. 38, 23 Sep, 2017 - Stagnant Employment GrowthDokument5 SeitenVol. 52, Issue No. 38, 23 Sep, 2017 - Stagnant Employment GrowthSyed Shaukat RasheedNoch keine Bewertungen
- Teaching Old Brands New Tricks: Retro Branding and The Revival of Brand MeaningDokument15 SeitenTeaching Old Brands New Tricks: Retro Branding and The Revival of Brand MeaningPratyush BaruaNoch keine Bewertungen
- Structural Change, Jobless Growth and Informalization' of Labor: Challenges in Post Globalized IndiaDokument32 SeitenStructural Change, Jobless Growth and Informalization' of Labor: Challenges in Post Globalized IndiaPratyush BaruaNoch keine Bewertungen
- Growth, Employment and Labour Through A Budget LensDokument4 SeitenGrowth, Employment and Labour Through A Budget LensPratyush BaruaNoch keine Bewertungen
- Lectures 3 4 and 5Dokument47 SeitenLectures 3 4 and 5Pratyush BaruaNoch keine Bewertungen
- Module 14-Area ComputationsDokument5 SeitenModule 14-Area ComputationsGerovic Parinas50% (2)
- Introduction To Neutrino Physics: Paolo LipariDokument85 SeitenIntroduction To Neutrino Physics: Paolo LipariSubhankar HowladerNoch keine Bewertungen
- Service ManualDokument582 SeitenService ManualBogdan Popescu100% (5)
- Malraux Anti-MemoiresDokument9 SeitenMalraux Anti-MemoiresNevenaRistićNoch keine Bewertungen
- Parkinson S Disease Detection Based On SDokument5 SeitenParkinson S Disease Detection Based On SdaytdeenNoch keine Bewertungen
- Burnay, Bushman & Laroi - 2019Dokument10 SeitenBurnay, Bushman & Laroi - 2019TinyjurshNoch keine Bewertungen
- Assignment 4Dokument2 SeitenAssignment 4Komal SinghNoch keine Bewertungen
- Post War TheatreDokument11 SeitenPost War TheatrePaulPogba77Noch keine Bewertungen
- World Link YolaDokument3 SeitenWorld Link YolaHamilton Obando100% (1)
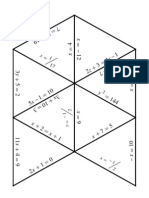
- Algebra1 Review PuzzleDokument3 SeitenAlgebra1 Review PuzzleNicholas Yates100% (1)
- Travel Advertisement RubricDokument2 SeitenTravel Advertisement Rubricapi-316353024Noch keine Bewertungen
- 1506a E88tag3 PDFDokument5 Seiten1506a E88tag3 PDFmohammad javad golNoch keine Bewertungen
- Hilfswerk Wien-Salzburg - 11. Meio 2018Dokument9 SeitenHilfswerk Wien-Salzburg - 11. Meio 2018FreieEnergieNoch keine Bewertungen
- Capital Budgeting and Capital Budgeting and Risk Analysis Risk AnalysisDokument16 SeitenCapital Budgeting and Capital Budgeting and Risk Analysis Risk AnalysisHaris FendiarNoch keine Bewertungen
- Bhaktavatsalam Memorial College For Women: Hand Book 2020 - 21Dokument37 SeitenBhaktavatsalam Memorial College For Women: Hand Book 2020 - 21Anu RsNoch keine Bewertungen
- 1.rle Rubrics For Case PresentationDokument2 Seiten1.rle Rubrics For Case PresentationKhristine EstosoNoch keine Bewertungen
- Overleaf Keyboard ShortcutsDokument2 SeitenOverleaf Keyboard ShortcutsAlberto GiudiciNoch keine Bewertungen
- Module 3: Literature Review and CitationDokument3 SeitenModule 3: Literature Review and CitationLysss EpssssNoch keine Bewertungen
- Lithospheric Evolution of The Pre-And Early Andean Convergent Margin, ChileDokument29 SeitenLithospheric Evolution of The Pre-And Early Andean Convergent Margin, ChileAbdiel MuñozNoch keine Bewertungen
- MHSS ItalyDokument9 SeitenMHSS Italyromedic36Noch keine Bewertungen
- Validation For A Login PageDokument2 SeitenValidation For A Login PageAmal RajNoch keine Bewertungen
- Himachal Pradesh Staff Selection Commission Hamirpur - 177001Dokument2 SeitenHimachal Pradesh Staff Selection Commission Hamirpur - 177001Verma JagdeepNoch keine Bewertungen
- Chapter 01 Fundamental and Derived QuantitiesDokument7 SeitenChapter 01 Fundamental and Derived QuantitiesAlicia WilliamsNoch keine Bewertungen
- 01.introduction To Earth ScienceDokument29 Seiten01.introduction To Earth ScienceIshan Chua100% (1)
- A Brief Tutorial On Studio MonitorsDokument18 SeitenA Brief Tutorial On Studio MonitorsCurtis O'BrienNoch keine Bewertungen
- DCS Ground Charts v350Dokument34 SeitenDCS Ground Charts v350lkjsdflkjNoch keine Bewertungen
- (Ebook) Reliability and Risk Issues in Large Scale Safety-Critical Digital Control Systems, Springer 2009Dokument314 Seiten(Ebook) Reliability and Risk Issues in Large Scale Safety-Critical Digital Control Systems, Springer 2009Lake HouseNoch keine Bewertungen
- Case Study: Medisys Corp The Intense Care Product Development TeamDokument10 SeitenCase Study: Medisys Corp The Intense Care Product Development TeamBig BNoch keine Bewertungen
- LogDokument67 SeitenLogRudhi Al GhaisanNoch keine Bewertungen
- Iit JeeDokument8 SeitenIit JeeRNoch keine Bewertungen
- The Body Keeps the Score by Bessel Van der Kolk, M.D. - Book Summary: Brain, Mind, and Body in the Healing of TraumaVon EverandThe Body Keeps the Score by Bessel Van der Kolk, M.D. - Book Summary: Brain, Mind, and Body in the Healing of TraumaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Compound Effect by Darren Hardy - Book Summary: Jumpstart Your Income, Your Life, Your SuccessVon EverandThe Compound Effect by Darren Hardy - Book Summary: Jumpstart Your Income, Your Life, Your SuccessBewertung: 5 von 5 Sternen5/5 (456)
- Summary: Atomic Habits by James Clear: An Easy & Proven Way to Build Good Habits & Break Bad OnesVon EverandSummary: Atomic Habits by James Clear: An Easy & Proven Way to Build Good Habits & Break Bad OnesBewertung: 5 von 5 Sternen5/5 (1635)
- Summary of The Anxious Generation by Jonathan Haidt: How the Great Rewiring of Childhood Is Causing an Epidemic of Mental IllnessVon EverandSummary of The Anxious Generation by Jonathan Haidt: How the Great Rewiring of Childhood Is Causing an Epidemic of Mental IllnessNoch keine Bewertungen
- Can't Hurt Me by David Goggins - Book Summary: Master Your Mind and Defy the OddsVon EverandCan't Hurt Me by David Goggins - Book Summary: Master Your Mind and Defy the OddsBewertung: 4.5 von 5 Sternen4.5/5 (383)
- The Whole-Brain Child by Daniel J. Siegel, M.D., and Tina Payne Bryson, PhD. - Book Summary: 12 Revolutionary Strategies to Nurture Your Child’s Developing MindVon EverandThe Whole-Brain Child by Daniel J. Siegel, M.D., and Tina Payne Bryson, PhD. - Book Summary: 12 Revolutionary Strategies to Nurture Your Child’s Developing MindBewertung: 4.5 von 5 Sternen4.5/5 (57)
- Summary of 12 Rules for Life: An Antidote to ChaosVon EverandSummary of 12 Rules for Life: An Antidote to ChaosBewertung: 4.5 von 5 Sternen4.5/5 (294)
- The One Thing: The Surprisingly Simple Truth Behind Extraordinary ResultsVon EverandThe One Thing: The Surprisingly Simple Truth Behind Extraordinary ResultsBewertung: 4.5 von 5 Sternen4.5/5 (709)
- The War of Art by Steven Pressfield - Book Summary: Break Through The Blocks And Win Your Inner Creative BattlesVon EverandThe War of Art by Steven Pressfield - Book Summary: Break Through The Blocks And Win Your Inner Creative BattlesBewertung: 4.5 von 5 Sternen4.5/5 (273)
- How To Win Friends and Influence People by Dale Carnegie - Book SummaryVon EverandHow To Win Friends and Influence People by Dale Carnegie - Book SummaryBewertung: 5 von 5 Sternen5/5 (556)
- Mindset by Carol S. Dweck - Book Summary: The New Psychology of SuccessVon EverandMindset by Carol S. Dweck - Book Summary: The New Psychology of SuccessBewertung: 4.5 von 5 Sternen4.5/5 (328)
- Summary of Atomic Habits by James ClearVon EverandSummary of Atomic Habits by James ClearBewertung: 5 von 5 Sternen5/5 (169)
- Summary of The Galveston Diet by Mary Claire Haver MD: The Doctor-Developed, Patient-Proven Plan to Burn Fat and Tame Your Hormonal SymptomsVon EverandSummary of The Galveston Diet by Mary Claire Haver MD: The Doctor-Developed, Patient-Proven Plan to Burn Fat and Tame Your Hormonal SymptomsNoch keine Bewertungen
- Make It Stick by Peter C. Brown, Henry L. Roediger III, Mark A. McDaniel - Book Summary: The Science of Successful LearningVon EverandMake It Stick by Peter C. Brown, Henry L. Roediger III, Mark A. McDaniel - Book Summary: The Science of Successful LearningBewertung: 4.5 von 5 Sternen4.5/5 (55)
- Summary of The Algebra of Wealth by Scott Galloway: A Simple Formula for Financial SecurityVon EverandSummary of The Algebra of Wealth by Scott Galloway: A Simple Formula for Financial SecurityNoch keine Bewertungen
- Tiny Habits by BJ Fogg - Book Summary: The Small Changes That Change EverythingVon EverandTiny Habits by BJ Fogg - Book Summary: The Small Changes That Change EverythingBewertung: 4.5 von 5 Sternen4.5/5 (111)
- How Not to Die by Michael Greger MD, Gene Stone - Book Summary: Discover the Foods Scientifically Proven to Prevent and Reverse DiseaseVon EverandHow Not to Die by Michael Greger MD, Gene Stone - Book Summary: Discover the Foods Scientifically Proven to Prevent and Reverse DiseaseBewertung: 4.5 von 5 Sternen4.5/5 (83)
- Designing Your Life by Bill Burnett, Dave Evans - Book Summary: How to Build a Well-Lived, Joyful LifeVon EverandDesigning Your Life by Bill Burnett, Dave Evans - Book Summary: How to Build a Well-Lived, Joyful LifeBewertung: 4.5 von 5 Sternen4.5/5 (62)
- Steal Like an Artist by Austin Kleon - Book Summary: 10 Things Nobody Told You About Being CreativeVon EverandSteal Like an Artist by Austin Kleon - Book Summary: 10 Things Nobody Told You About Being CreativeBewertung: 4.5 von 5 Sternen4.5/5 (128)
- Summary, Analysis, and Review of Daniel Kahneman's Thinking, Fast and SlowVon EverandSummary, Analysis, and Review of Daniel Kahneman's Thinking, Fast and SlowBewertung: 3.5 von 5 Sternen3.5/5 (2)
- Summary of Slow Productivity by Cal Newport: The Lost Art of Accomplishment Without BurnoutVon EverandSummary of Slow Productivity by Cal Newport: The Lost Art of Accomplishment Without BurnoutBewertung: 1 von 5 Sternen1/5 (1)
- We Were the Lucky Ones: by Georgia Hunter | Conversation StartersVon EverandWe Were the Lucky Ones: by Georgia Hunter | Conversation StartersNoch keine Bewertungen
- The 5 Second Rule by Mel Robbins - Book Summary: Transform Your Life, Work, and Confidence with Everyday CourageVon EverandThe 5 Second Rule by Mel Robbins - Book Summary: Transform Your Life, Work, and Confidence with Everyday CourageBewertung: 4.5 von 5 Sternen4.5/5 (329)
- Essentialism by Greg McKeown - Book Summary: The Disciplined Pursuit of LessVon EverandEssentialism by Greg McKeown - Book Summary: The Disciplined Pursuit of LessBewertung: 4.5 von 5 Sternen4.5/5 (187)
- SUMMARY: So Good They Can't Ignore You (UNOFFICIAL SUMMARY: Lesson from Cal Newport)Von EverandSUMMARY: So Good They Can't Ignore You (UNOFFICIAL SUMMARY: Lesson from Cal Newport)Bewertung: 4.5 von 5 Sternen4.5/5 (14)
- Blink by Malcolm Gladwell - Book Summary: The Power of Thinking Without ThinkingVon EverandBlink by Malcolm Gladwell - Book Summary: The Power of Thinking Without ThinkingBewertung: 4.5 von 5 Sternen4.5/5 (114)
- Book Summary of The Subtle Art of Not Giving a F*ck by Mark MansonVon EverandBook Summary of The Subtle Art of Not Giving a F*ck by Mark MansonBewertung: 4.5 von 5 Sternen4.5/5 (577)
- Psycho-Cybernetics by Maxwell Maltz - Book SummaryVon EverandPsycho-Cybernetics by Maxwell Maltz - Book SummaryBewertung: 4.5 von 5 Sternen4.5/5 (91)