Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Metal Forming Processes - Full PDFDokument91 SeitenMetal Forming Processes - Full PDFAnonymous 9xvU1F100% (2)
- Ieee1633 SummaryDokument64 SeitenIeee1633 Summary이일남Noch keine Bewertungen
- Acceptance Criteria For Weld Defects - Welding & NDTDokument11 SeitenAcceptance Criteria For Weld Defects - Welding & NDTKevin ThomasNoch keine Bewertungen
- Process Costing and Hybrid Product-Costing Systems: Mcgraw-Hill/IrwinDokument44 SeitenProcess Costing and Hybrid Product-Costing Systems: Mcgraw-Hill/Irwinsunanda mNoch keine Bewertungen
- The Social Development TheoryDokument6 SeitenThe Social Development TheoryROYALNEWSSNoch keine Bewertungen
- Manufacturing ProcessesDokument38 SeitenManufacturing ProcessesSyed Waqar AhmedNoch keine Bewertungen
- Sap SD ResumeDokument4 SeitenSap SD Resumekathirred100% (1)
- CRM ConceptsDokument36 SeitenCRM Conceptsapi-2608449388% (8)
- Students Satisfaction On Byju'S Learning App: Project Report Submitted ToDokument75 SeitenStudents Satisfaction On Byju'S Learning App: Project Report Submitted ToHemant Deshmukh100% (1)
- Indoor Air PollutionDokument67 SeitenIndoor Air PollutionReza UtamaNoch keine Bewertungen
- Causes and Sources of Indoor AirDokument10 SeitenCauses and Sources of Indoor AirROYALNEWSSNoch keine Bewertungen
- StockersDokument5 SeitenStockersROYALNEWSSNoch keine Bewertungen
- Chemistry and Environmental Sciences Indoor Air PollutionDokument13 SeitenChemistry and Environmental Sciences Indoor Air PollutionROYALNEWSSNoch keine Bewertungen
- Assignment 1Dokument6 SeitenAssignment 1ROYALNEWSSNoch keine Bewertungen
- National Institute of TransportDokument12 SeitenNational Institute of TransportROYALNEWSSNoch keine Bewertungen
- Fire Tube and Water Tube Boiler #835Dokument3 SeitenFire Tube and Water Tube Boiler #835ROYALNEWSSNoch keine Bewertungen
- General Maitenance of Steam GeneratorsDokument5 SeitenGeneral Maitenance of Steam GeneratorsROYALNEWSSNoch keine Bewertungen
- Technical Specifications of Steam GeneratorDokument3 SeitenTechnical Specifications of Steam GeneratorROYALNEWSSNoch keine Bewertungen
- The Steam and Feedwater SystemDokument5 SeitenThe Steam and Feedwater SystemROYALNEWSSNoch keine Bewertungen
- Group WorkDokument1 SeiteGroup WorkROYALNEWSSNoch keine Bewertungen
- "A Textbook of Power Plant Engineering" by Rajput R KDokument1 Seite"A Textbook of Power Plant Engineering" by Rajput R KROYALNEWSSNoch keine Bewertungen
- RoughDokument11 SeitenRoughROYALNEWSSNoch keine Bewertungen
- CHAPTER 3 - Transducer and Sensors PDFDokument49 SeitenCHAPTER 3 - Transducer and Sensors PDFROYALNEWSS100% (1)
- Classification of Steam Generator Based On Their ApplicationDokument1 SeiteClassification of Steam Generator Based On Their ApplicationROYALNEWSSNoch keine Bewertungen
- Chapter 4Dokument43 SeitenChapter 4Kahina Zitouni0% (1)
- Dac PDFDokument25 SeitenDac PDFROYALNEWSSNoch keine Bewertungen
- Introduction and Classification of Forging Processes: NPTEL - Mechanical Engineering - FormingDokument8 SeitenIntroduction and Classification of Forging Processes: NPTEL - Mechanical Engineering - FormingRashmi DhunganaNoch keine Bewertungen
- Chapter3-2 transistors-BJT PDFDokument32 SeitenChapter3-2 transistors-BJT PDFROYALNEWSSNoch keine Bewertungen
- More On Transducers Sensors Actuators PDFDokument28 SeitenMore On Transducers Sensors Actuators PDFOlaoluwa Ayodeji Omo-AkinNoch keine Bewertungen
- Metal Forming Process Notes PDFDokument123 SeitenMetal Forming Process Notes PDFROYALNEWSS100% (1)
- Labs-2 METAL FORMING Practice PDFDokument6 SeitenLabs-2 METAL FORMING Practice PDFROYALNEWSSNoch keine Bewertungen
- Machine Design (Welds) PDFDokument17 SeitenMachine Design (Welds) PDFThomas KamongNoch keine Bewertungen
- Chapter 02 The Purchasing ProcessDokument80 SeitenChapter 02 The Purchasing ProcessAmiteshwar AsrNoch keine Bewertungen
- ET 116 - Chapter 3 - Store Design and LayoutDokument26 SeitenET 116 - Chapter 3 - Store Design and LayoutKathlyn AragonNoch keine Bewertungen
- Question BankDokument7 SeitenQuestion BankMURUGANNoch keine Bewertungen
- Instant Download Ebook PDF Advanced Sales Management Handbook and Cases PDF ScribdDokument47 SeitenInstant Download Ebook PDF Advanced Sales Management Handbook and Cases PDF Scribdmary.may945100% (39)
- A Study On Developing Marketing Pitch Deck For WIP With Focus On Its Brand AwarenessDokument12 SeitenA Study On Developing Marketing Pitch Deck For WIP With Focus On Its Brand AwarenessPradeepNoch keine Bewertungen
- A Aravind Bharathi - Resume - 21Dokument2 SeitenA Aravind Bharathi - Resume - 21Aravind BharathiNoch keine Bewertungen
- Introduction To Managemenet Information System: Unit - 4Dokument22 SeitenIntroduction To Managemenet Information System: Unit - 4Vinodh Kumar LNoch keine Bewertungen
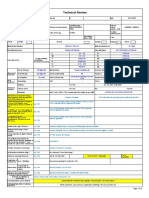
- Technical Review: (Minimum Score Required 75%)Dokument4 SeitenTechnical Review: (Minimum Score Required 75%)Deepak HoleNoch keine Bewertungen
- Marketing Management MCQs Chap 1 - 2 - 10 - 12 - 13Dokument54 SeitenMarketing Management MCQs Chap 1 - 2 - 10 - 12 - 13Huy Ha HoangNoch keine Bewertungen
- Competitive Environment PDFDokument27 SeitenCompetitive Environment PDFMohammad Darwis IbrahimNoch keine Bewertungen
- Tle10 Eim10 Q1 M6Dokument12 SeitenTle10 Eim10 Q1 M6Ramil ObraNoch keine Bewertungen
- BMB&M Project For Reference ONLYDokument69 SeitenBMB&M Project For Reference ONLYDuy AnhNoch keine Bewertungen
- CFOs View of ProcurementDokument20 SeitenCFOs View of ProcurementTarig TahaNoch keine Bewertungen
- RCS-Productdescription2 0 PDFDokument25 SeitenRCS-Productdescription2 0 PDFIgor SangulinNoch keine Bewertungen
- Heat Treatment of Steel TerminologyDokument7 SeitenHeat Treatment of Steel Terminologywholenumber100% (1)
- Strategic Cost Management - Semester SummaryDokument15 SeitenStrategic Cost Management - Semester SummaryivandimaunahannnNoch keine Bewertungen
- A Step by Step Guide To Hosting Successful Web in ArsDokument51 SeitenA Step by Step Guide To Hosting Successful Web in ArsSavannah DarlingNoch keine Bewertungen
- Solved Quiz - PPCDokument21 SeitenSolved Quiz - PPCSujit Donerao100% (1)
- Accounting For Merchandising ActivitiesDokument59 SeitenAccounting For Merchandising ActivitiesYumna IftikharNoch keine Bewertungen
- Chen 2010 Green Brand Image MeasurementDokument13 SeitenChen 2010 Green Brand Image MeasurementKaren GabrielleNoch keine Bewertungen
- Exploring Inventory Managements Effects On A Companys ProfitabiDokument27 SeitenExploring Inventory Managements Effects On A Companys ProfitabiZahid ImranNoch keine Bewertungen
- Functional Specification: Interfaces, Conversions, Enhancements, Forms - in Other Words, AnythingDokument3 SeitenFunctional Specification: Interfaces, Conversions, Enhancements, Forms - in Other Words, AnythingTito TalesNoch keine Bewertungen
- EntrepDokument10 SeitenEntrepMariel SalangsangNoch keine Bewertungen