Das könnte Ihnen auch gefallen
- 7s of Good HousekeepingDokument20 Seiten7s of Good HousekeepingMrr Zoal100% (7)
- Second Semester - Module 1 S.Y. 2021-2022: WEEK 1-2 Teacher: Sir Jomari C. MataDokument4 SeitenSecond Semester - Module 1 S.Y. 2021-2022: WEEK 1-2 Teacher: Sir Jomari C. MataKimberly Kyle CatrizNoch keine Bewertungen
- Computer Systems Servicing Self-Learning Module 10 5S PrinciplesDokument10 SeitenComputer Systems Servicing Self-Learning Module 10 5S PrinciplesSunsNoch keine Bewertungen
- Indemnification Undertaking by StudentDokument2 SeitenIndemnification Undertaking by StudentSoumyadip Roychowdhury100% (2)
- Allotment Letter Sale Agreement Deed of Conveyance For Vinayak Golden AcresDokument96 SeitenAllotment Letter Sale Agreement Deed of Conveyance For Vinayak Golden AcresAshok Kumar ChaudharyNoch keine Bewertungen
- ISE 420 (Quality Improvement Methods) : by Group 6Dokument39 SeitenISE 420 (Quality Improvement Methods) : by Group 6Abdullaziz AbdullahNoch keine Bewertungen
- First Hour of Trading - How To Trade Like A Seasoned Pro + Video Tutorial!Dokument26 SeitenFirst Hour of Trading - How To Trade Like A Seasoned Pro + Video Tutorial!kalpesh katharNoch keine Bewertungen
- The 5 'S' Process: Seiri, Seiton, Seiso, Seiketsu, ShitsukeDokument2 SeitenThe 5 'S' Process: Seiri, Seiton, Seiso, Seiketsu, ShitsukeamitmokalNoch keine Bewertungen
- Project: Customer Service: Part A - QuestionsDokument30 SeitenProject: Customer Service: Part A - QuestionsnehaNoch keine Bewertungen
- 5S: Workplace Organization and StandardizationDokument49 Seiten5S: Workplace Organization and StandardizationRoy Narap100% (1)
- Tes: The Team Engagement Strategy: Unleashing the Power of Adaptive TeamsVon EverandTes: The Team Engagement Strategy: Unleashing the Power of Adaptive TeamsNoch keine Bewertungen
- Five Keys - To A Total Quality Environment Known As 5S by R. Balakrishnan 5Dokument8 SeitenFive Keys - To A Total Quality Environment Known As 5S by R. Balakrishnan 5routraykhushboo100% (1)
- 5S Powerpoint For MeetingDokument85 Seiten5S Powerpoint For MeetingJoan BandojoNoch keine Bewertungen
- 5S Procedures and Concepts Learning Objective: After Reading This Information Sheet, The Student/ TraineeDokument4 Seiten5S Procedures and Concepts Learning Objective: After Reading This Information Sheet, The Student/ TraineeAlpha June CedulloNoch keine Bewertungen
- MTP PDFDokument7 SeitenMTP PDFNarottamShandilyaNoch keine Bewertungen
- MTP PDFDokument7 SeitenMTP PDFNarottamShandilyaNoch keine Bewertungen
- (Seiri) : Hiroyuki Hirano in His Book "5 Pillars of The Visual Workplace", All Starting With Letter S' Which MeansDokument7 Seiten(Seiri) : Hiroyuki Hirano in His Book "5 Pillars of The Visual Workplace", All Starting With Letter S' Which MeansNarottamShandilyaNoch keine Bewertungen
- 5's CHECKLISTDokument2 Seiten5's CHECKLISTInnovator AdrianNoch keine Bewertungen
- 5S Waste Disposal PDFDokument6 Seiten5S Waste Disposal PDFDaisy LopezNoch keine Bewertungen
- TLE IA CAG10 w8Dokument4 SeitenTLE IA CAG10 w8ALLYSSA MAE PELONIANoch keine Bewertungen
- Information Sheet 4.1.1 Housekeeping ProceduresDokument3 SeitenInformation Sheet 4.1.1 Housekeeping ProceduresJerryson CabriasNoch keine Bewertungen
- 5S Methodology: 5S Is A FrameworkDokument2 Seiten5S Methodology: 5S Is A Frameworkshan ahmedNoch keine Bewertungen
- TransliteratedDokument4 SeitenTransliteratedDeboshri JashNoch keine Bewertungen
- 205 Quality Info Journal 15jan20Dokument9 Seiten205 Quality Info Journal 15jan20Rommel TayactacNoch keine Bewertungen
- The 5S Housekeeping SystemDokument2 SeitenThe 5S Housekeeping SystemBerlin AlcaydeNoch keine Bewertungen
- 5'S of Philosophy: Sort (seiri 整理)Dokument4 Seiten5'S of Philosophy: Sort (seiri 整理)DonNoch keine Bewertungen
- Seiri - Sorting: Japanese Term English Equivalent Meaning in Japanese ContextDokument2 SeitenSeiri - Sorting: Japanese Term English Equivalent Meaning in Japanese ContextAditya AgrawalNoch keine Bewertungen
- Housekeeping and 5SDokument1 SeiteHousekeeping and 5SGenie Rose GonzalesNoch keine Bewertungen
- The Japanese Five "S" Process: A Supplement To Quality ToolDokument31 SeitenThe Japanese Five "S" Process: A Supplement To Quality ToolPatrícia CastroNoch keine Bewertungen
- Seiri (Sort) 2. Seiton (Straighten or Streamline) 3. Seiso (Shine) 4. Seiketsu (Standardize) 5. Shitsuke (Sustain)Dokument2 SeitenSeiri (Sort) 2. Seiton (Straighten or Streamline) 3. Seiso (Shine) 4. Seiketsu (Standardize) 5. Shitsuke (Sustain)Dirk MacalintalNoch keine Bewertungen
- What Is 5SDokument4 SeitenWhat Is 5SemeralddeanmacapagalNoch keine Bewertungen
- What Is 5S 1585900253 PDFDokument6 SeitenWhat Is 5S 1585900253 PDFbharatsinhchauhanNoch keine Bewertungen
- 5 S PDFDokument6 Seiten5 S PDFMuhammad Hamza NaveedNoch keine Bewertungen
- Bulletin EQM 89 - 5SDokument40 SeitenBulletin EQM 89 - 5SApurv BhattacharyaNoch keine Bewertungen
- The 6S Checklist BrieflyDokument3 SeitenThe 6S Checklist BrieflyLuiz Saldarriaga CastilloNoch keine Bewertungen
- The 6S Checklist BrieflyDokument3 SeitenThe 6S Checklist Brieflywaqas ashrafNoch keine Bewertungen
- 5S DiscussionDokument19 Seiten5S DiscussionChristine CamangonNoch keine Bewertungen
- 5S Practices: What Is The 5S System?Dokument2 Seiten5S Practices: What Is The 5S System?Mau Tau100% (1)
- Masonry 9 Q4 WEEK 1&2Dokument7 SeitenMasonry 9 Q4 WEEK 1&2Marjohn ElentorioNoch keine Bewertungen
- 5s PrincipleDokument9 Seiten5s PrincipleJoel OseraNoch keine Bewertungen
- Japanese Term American Term DefinitionDokument1 SeiteJapanese Term American Term DefinitionAmaldevNoch keine Bewertungen
- SLK, MoralesDokument11 SeitenSLK, MoralesNadine Picart Licaycay-MoralesNoch keine Bewertungen
- Is A Participative ProgrammeDokument46 SeitenIs A Participative ProgrammeRutulNoch keine Bewertungen
- Topic:: By: Barindervir Singh Grewal 100903017Dokument22 SeitenTopic:: By: Barindervir Singh Grewal 100903017Barinder GrewalNoch keine Bewertungen
- Module 2 Occupational SafetyDokument33 SeitenModule 2 Occupational Safetyangeh morilloNoch keine Bewertungen
- 5s-A Japanese ConceptDokument17 Seiten5s-A Japanese ConceptPankaj SalujaNoch keine Bewertungen
- CSS 11 Combined Modules Q2 Week 3Dokument73 SeitenCSS 11 Combined Modules Q2 Week 3Rhynz BanastonNoch keine Bewertungen
- 5STTLMDokument14 Seiten5STTLMTesfayeNoch keine Bewertungen
- Amity University: Five S (Operations and Quality Management)Dokument32 SeitenAmity University: Five S (Operations and Quality Management)Surbhi BithelNoch keine Bewertungen
- 5S - Kaizen Level 4Dokument45 Seiten5S - Kaizen Level 4mohammedNoch keine Bewertungen
- 5 Sand ProductivityDokument19 Seiten5 Sand ProductivityCarlo Sablaon CallosNoch keine Bewertungen
- The Simple FactsDokument26 SeitenThe Simple FactsHawkdollar HawkdollarNoch keine Bewertungen
- 5S and OHSDokument28 Seiten5S and OHSSchmargonrog SkylarkNoch keine Bewertungen
- 5SDokument14 Seiten5SJayson LeoncioNoch keine Bewertungen
- Unit - 4 (OPC)Dokument5 SeitenUnit - 4 (OPC)KANISHK VARDHAN SINGHNoch keine Bewertungen
- 5S Training and Research Page - Learn About 5SDokument30 Seiten5S Training and Research Page - Learn About 5SEdgar DauzonNoch keine Bewertungen
- Team Performance Management: Enhancement Through Japanese 5-S PrinciplesDokument7 SeitenTeam Performance Management: Enhancement Through Japanese 5-S PrinciplessidyNoch keine Bewertungen
- Report Presentation Workplace Learning: Kaizen The Continuous Improvement in An OrganizationDokument4 SeitenReport Presentation Workplace Learning: Kaizen The Continuous Improvement in An OrganizationMaisarah AzmiNoch keine Bewertungen
- Occupational Health HazardsDokument116 SeitenOccupational Health HazardsRandolf BatiancilaNoch keine Bewertungen
- 2015 09 LMJ 5S Complete PDFDokument6 Seiten2015 09 LMJ 5S Complete PDFJose SantosNoch keine Bewertungen
- 5S (Methodology)Dokument2 Seiten5S (Methodology)BG LimayeNoch keine Bewertungen
- Engine Oil Pressure Sensor - Remove and Install - Intake Valve Actuator (RENR9705) C13Dokument2 SeitenEngine Oil Pressure Sensor - Remove and Install - Intake Valve Actuator (RENR9705) C13Allan LariosaNoch keine Bewertungen
- Graphic Color CodesDokument2 SeitenGraphic Color CodesAllan LariosaNoch keine Bewertungen
- Crankshaft Position Sensor - Remove and Install (RENR9705) C13Dokument2 SeitenCrankshaft Position Sensor - Remove and Install (RENR9705) C13Allan LariosaNoch keine Bewertungen
- Caterpillar Machines With Acert Technology: For More Information VisitDokument4 SeitenCaterpillar Machines With Acert Technology: For More Information VisitAllan LariosaNoch keine Bewertungen
- Competitive Bulletin: Caterpillar ACERT™ vs. Volvo V-ACT Tier 3 EnginesDokument12 SeitenCompetitive Bulletin: Caterpillar ACERT™ vs. Volvo V-ACT Tier 3 EnginesAllan LariosaNoch keine Bewertungen
- Cucumber Nutrition Facts and Health BenefitsDokument3 SeitenCucumber Nutrition Facts and Health BenefitsAllan LariosaNoch keine Bewertungen
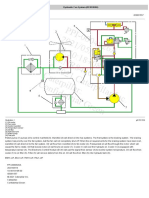
- 14m Hydraulic Fan SystemDokument1 Seite14m Hydraulic Fan SystemAllan LariosaNoch keine Bewertungen
- Diesel Fuel System Electronics - Topic 1Dokument3 SeitenDiesel Fuel System Electronics - Topic 1Allan LariosaNoch keine Bewertungen
- Coconut Water Nutrition Facts and Health BenefitsDokument3 SeitenCoconut Water Nutrition Facts and Health BenefitsAllan LariosaNoch keine Bewertungen
- Cauliflower Nutrition Facts and Health BenefitsDokument3 SeitenCauliflower Nutrition Facts and Health BenefitsAllan LariosaNoch keine Bewertungen
- Asparagus Nutrition Facts and Health BenefitsDokument3 SeitenAsparagus Nutrition Facts and Health BenefitsAllan LariosaNoch keine Bewertungen
- Electrical Fundamentals: Learning ObjectivesDokument18 SeitenElectrical Fundamentals: Learning ObjectivesAllan LariosaNoch keine Bewertungen
- Automotive Lighting System SimulatorDokument14 SeitenAutomotive Lighting System SimulatorAllan LariosaNoch keine Bewertungen
- Diesel Fuel System - Topic 1Dokument3 SeitenDiesel Fuel System - Topic 1Allan LariosaNoch keine Bewertungen
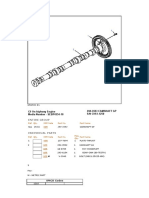
- Camshaft: C9 On-Highway Engine Media Number - SEBP4354-18 S/N C9S1-1250Dokument1 SeiteCamshaft: C9 On-Highway Engine Media Number - SEBP4354-18 S/N C9S1-1250Allan LariosaNoch keine Bewertungen
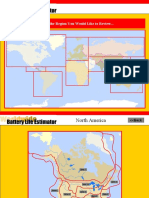
- Click On The Region You Would Like To Review..Dokument20 SeitenClick On The Region You Would Like To Review..Allan LariosaNoch keine Bewertungen
- Reviewer in POM Q2Dokument4 SeitenReviewer in POM Q2Pangilinan FaithNoch keine Bewertungen
- Becg - 5-Units PDFDokument111 SeitenBecg - 5-Units PDFABINAYANoch keine Bewertungen
- Social Responsblty OutputDokument23 SeitenSocial Responsblty Outputjanine mujeNoch keine Bewertungen
- CV Miranda Fides AprilDokument2 SeitenCV Miranda Fides AprilEra DelloNoch keine Bewertungen
- Reservoir Souring Control Action ItemDokument1 SeiteReservoir Souring Control Action ItemSathia ShekarNoch keine Bewertungen
- PROPERTY - Art 415-418Dokument1 SeitePROPERTY - Art 415-418kaye choiNoch keine Bewertungen
- VJ2Dokument4 SeitenVJ2Thư TrầnNoch keine Bewertungen
- MMDokument5 SeitenMMYadvender RahiNoch keine Bewertungen
- OpTransactionHistory18 08 2021Dokument9 SeitenOpTransactionHistory18 08 2021Deepak UpadhayayNoch keine Bewertungen
- NEFT Mandate FormDokument2 SeitenNEFT Mandate FormSupriya KandukuriNoch keine Bewertungen
- QPS Catalogue Web VersionDokument176 SeitenQPS Catalogue Web VersionFrancisco José Hernández GómezNoch keine Bewertungen
- ProjectDokument5 SeitenProjectGunavardhanareddy ChinnaNoch keine Bewertungen
- Instructions: (2) Make Amortization Schedule For 3 YearsDokument2 SeitenInstructions: (2) Make Amortization Schedule For 3 YearsPatar ElmausNoch keine Bewertungen
- CBSE Class 12 Entrepreneurship Marking Scheme Question Paper 2021-22Dokument15 SeitenCBSE Class 12 Entrepreneurship Marking Scheme Question Paper 2021-22siddhant agrawalNoch keine Bewertungen
- BEN 4401 Entrepreneurship Skills TOPIC 3 Characteristics of EntrepreneurshipDokument5 SeitenBEN 4401 Entrepreneurship Skills TOPIC 3 Characteristics of EntrepreneurshipJayb WatuaNoch keine Bewertungen
- Diffusion Curriculum TheoryDokument41 SeitenDiffusion Curriculum TheorySabri AhmadNoch keine Bewertungen
- PECB Certified ISO/IEC 27001 FoundationDokument1 SeitePECB Certified ISO/IEC 27001 FoundationJennie LimNoch keine Bewertungen
- Analisis Pengaruh Kualitas Produk, Desain Produk, Persepsi Harga Dan Iklan Terhadap Keputusan Pembelian Bedak Wajah Viva CosmeticsDokument28 SeitenAnalisis Pengaruh Kualitas Produk, Desain Produk, Persepsi Harga Dan Iklan Terhadap Keputusan Pembelian Bedak Wajah Viva CosmeticsRetnova NovaNoch keine Bewertungen
- Case:It Makes CentsDokument13 SeitenCase:It Makes CentsrajyalakshmiNoch keine Bewertungen
- Bus 3910 Syllabus Winter 2021 EgyptDokument4 SeitenBus 3910 Syllabus Winter 2021 EgyptFareeda ShakerNoch keine Bewertungen
- Case Writing Lucky CementDokument20 SeitenCase Writing Lucky CementM.TalhaNoch keine Bewertungen
- Introduction To Business CombinationDokument15 SeitenIntroduction To Business CombinationDELFIN, LORENA D.Noch keine Bewertungen
- LPJ Proposal Sisterhood - OctoberDokument14 SeitenLPJ Proposal Sisterhood - OctoberGoldy ThariqNoch keine Bewertungen
- DLD - Trans2024-03-07 13:47:17.030494Dokument5 SeitenDLD - Trans2024-03-07 13:47:17.030494Hunk LovelyNoch keine Bewertungen
- Offering Letter 2023Dokument2 SeitenOffering Letter 2023F HadiNoch keine Bewertungen