Das könnte Ihnen auch gefallen
- Materials Data for Cyclic Loading: Low-Alloy SteelsVon EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsBewertung: 5 von 5 Sternen5/5 (2)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsVon EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNoch keine Bewertungen
- Tencord KB (E 42 4 Z B 42 h5)Dokument1 SeiteTencord KB (E 42 4 Z B 42 h5)brunizzaNoch keine Bewertungen
- Supercito E: MMA Electrodes C-MN and Low-Alloy SteelsDokument1 SeiteSupercito E: MMA Electrodes C-MN and Low-Alloy Steelsantonio111aNoch keine Bewertungen
- Overcord R12: MMA Electrodes C-MN and Low-Alloy SteelsDokument1 SeiteOvercord R12: MMA Electrodes C-MN and Low-Alloy SteelsbrunizzaNoch keine Bewertungen
- Supercito (E 42 5 B 32 h5)Dokument1 SeiteSupercito (E 42 5 B 32 h5)brunizzaNoch keine Bewertungen
- 055 PDFDokument1 Seite055 PDFantonio111aNoch keine Bewertungen
- Fincord DB: MMA Electrodes C-MN and Low-Alloy SteelsDokument1 SeiteFincord DB: MMA Electrodes C-MN and Low-Alloy SteelsbrunizzaNoch keine Bewertungen
- Tenacito 70Dokument1 SeiteTenacito 70Luis Angel Unocc FernandezNoch keine Bewertungen
- Sus904l 158Dokument1 SeiteSus904l 158rinthusNoch keine Bewertungen
- Tenax 35S (E 42 5 B 32 H5)Dokument1 SeiteTenax 35S (E 42 5 B 32 H5)brunizzaNoch keine Bewertungen
- FPO22001 ASME Filer Metal Data SheetDokument5 SeitenFPO22001 ASME Filer Metal Data Sheetyousab creator2Noch keine Bewertungen
- Supranox Rs 309L: MMA Electrodes Stainless and Heat Resistant SteelsDokument1 SeiteSupranox Rs 309L: MMA Electrodes Stainless and Heat Resistant SteelsbrunizzaNoch keine Bewertungen
- Basinox 318: MMA Electrodes Stainless and Heat Resistant SteelsDokument1 SeiteBasinox 318: MMA Electrodes Stainless and Heat Resistant SteelsbrunizzaNoch keine Bewertungen
- Citorail OerlikonDokument1 SeiteCitorail OerlikonGiancarlo BlandinoNoch keine Bewertungen
- 02112015000000B - Boehler FOX EV 70 - CeDokument1 Seite02112015000000B - Boehler FOX EV 70 - CeOPAZOSCNoch keine Bewertungen
- WELDING SPREADER Electrode KALMAR PDFDokument1 SeiteWELDING SPREADER Electrode KALMAR PDFArtin HykoNoch keine Bewertungen
- Flexal 80Dokument1 SeiteFlexal 80joseNoch keine Bewertungen
- 1564 Fox Ev 85 ElettrodoDokument1 Seite1564 Fox Ev 85 ElettrodoAminNoch keine Bewertungen
- B - Boehler FOX EV 60 - Se - en - 5Dokument1 SeiteB - Boehler FOX EV 60 - Se - en - 5Juan Bedolla FloresNoch keine Bewertungen
- B - Boehler DMO-IG - Ss - en - 5 PDFDokument1 SeiteB - Boehler DMO-IG - Ss - en - 5 PDFDimitris NikouNoch keine Bewertungen
- Boehler CN 13 4-MC - SWDokument1 SeiteBoehler CN 13 4-MC - SWSebastian AcostaNoch keine Bewertungen
- Conarc 49C: Basic ElectrodeDokument2 SeitenConarc 49C: Basic ElectrodeMark Williams100% (1)
- Avesta 316L-SKRDokument1 SeiteAvesta 316L-SKRIuliu HurducaciNoch keine Bewertungen
- Product Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'Dokument2 SeitenProduct Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'rajNoch keine Bewertungen
- 02112015000000B - Boehler FOX EV 65 - CeDokument1 Seite02112015000000B - Boehler FOX EV 65 - CeMohamed AdelNoch keine Bewertungen
- Toolcord (E 6 Um 65 GS, e Fe4)Dokument1 SeiteToolcord (E 6 Um 65 GS, e Fe4)brunizzaNoch keine Bewertungen
- Carbo 4370 Mpr-E307Dokument1 SeiteCarbo 4370 Mpr-E307ali torabiNoch keine Bewertungen
- Thermanit Nimo 100: Stick Electrode, Low-Alloyed, BasicDokument1 SeiteThermanit Nimo 100: Stick Electrode, Low-Alloyed, BasicbrayanNoch keine Bewertungen
- Böhler Fox CM 2 KB: Classifi CationsDokument1 SeiteBöhler Fox CM 2 KB: Classifi CationsBranko FerenčakNoch keine Bewertungen
- Boehler CN 13 4-MC FDokument1 SeiteBoehler CN 13 4-MC FFilipe CordeiroNoch keine Bewertungen
- T - Thermanit MTS 4 - Se - en - 5Dokument1 SeiteT - Thermanit MTS 4 - Se - en - 5bhanu.kiranNoch keine Bewertungen
- L1 34454 en B Boehler Aws E6013 Se en v1Dokument1 SeiteL1 34454 en B Boehler Aws E6013 Se en v1brayanNoch keine Bewertungen
- Böhler Fox Ohv: Rutile-Cellulosic Stick Electrode, UnalloyedDokument1 SeiteBöhler Fox Ohv: Rutile-Cellulosic Stick Electrode, UnalloyedMiroslav MiladinovićNoch keine Bewertungen
- Böhler Fox Eti: Rutile Stick Electrode, UnalloyedDokument1 SeiteBöhler Fox Eti: Rutile Stick Electrode, UnalloyedMiroslav MiladinovićNoch keine Bewertungen
- Böhler CN 13/4-Mc Hi: Classifi CationsDokument1 SeiteBöhler CN 13/4-Mc Hi: Classifi CationsBranko FerenčakNoch keine Bewertungen
- Carbo 4842 Ac-E310Dokument1 SeiteCarbo 4842 Ac-E310ali torabiNoch keine Bewertungen
- Böhler Ffb-Ig: TIG Rod, High-Alloyed, Heat ResistantDokument1 SeiteBöhler Ffb-Ig: TIG Rod, High-Alloyed, Heat ResistantSerhii MishchenkoNoch keine Bewertungen
- DK 18Dokument1 SeiteDK 18nsprasad88Noch keine Bewertungen
- L1 8581 en Diamondspark 44 BC CU03100F 3379759 ENDokument1 SeiteL1 8581 en Diamondspark 44 BC CU03100F 3379759 ENRaviTeja BhamidiNoch keine Bewertungen
- UTP 6222 MoDokument1 SeiteUTP 6222 ModantegimenezNoch keine Bewertungen
- T - Thermanit 25 - 09 CuT - de - en - 5Dokument1 SeiteT - Thermanit 25 - 09 CuT - de - en - 5NAVANEETH NAVANINoch keine Bewertungen
- SMAW Bohler Fox S EV 50 1 E7018 1H4RDokument1 SeiteSMAW Bohler Fox S EV 50 1 E7018 1H4RYoga ArdiansyahNoch keine Bewertungen
- Product Data Sheet: Afrox SpeedcraftDokument2 SeitenProduct Data Sheet: Afrox SpeedcraftAdel AbduoNoch keine Bewertungen
- Boehler 2.5 Ni-Ig Ss en 5Dokument1 SeiteBoehler 2.5 Ni-Ig Ss en 5Valentin Hernández TrianoNoch keine Bewertungen
- Product Data Sheet OK 48.00: E 'Manual Metal-Arc Welding'Dokument2 SeitenProduct Data Sheet OK 48.00: E 'Manual Metal-Arc Welding'wangshengfffNoch keine Bewertungen
- Product Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenDokument3 SeitenProduct Data Sheet OK 76.18: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenKARLNoch keine Bewertungen
- 42crmo4: Steel GradeDokument3 Seiten42crmo4: Steel GradeCarlos LopezNoch keine Bewertungen
- 03112015000000B - Boehler FOX NiCr 70 NB - CeDokument1 Seite03112015000000B - Boehler FOX NiCr 70 NB - CeFlori MovNoch keine Bewertungen
- Fluxofil M42: Cored Wires High-Strength SteelsDokument1 SeiteFluxofil M42: Cored Wires High-Strength SteelsCristian BoselliNoch keine Bewertungen
- Stick Electrodes For Welding of Stainless Steels: Part NumberDokument19 SeitenStick Electrodes For Welding of Stainless Steels: Part NumberAyman RiyadhNoch keine Bewertungen
- Product Data Sheet OK 74.78: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenDokument2 SeitenProduct Data Sheet OK 74.78: E 'Manual Metal-Arc Welding' ESAB Perstorp AB Swedentungau87Noch keine Bewertungen
- Bohler Fox S Ev 50: Stick Electrode, Unalloyed BasicDokument1 SeiteBohler Fox S Ev 50: Stick Electrode, Unalloyed Basickiki270977Noch keine Bewertungen
- Chemical Composition (In Weight %) : Specification SheetDokument6 SeitenChemical Composition (In Weight %) : Specification SheetGusti CahyonoNoch keine Bewertungen
- B Boehler FOX EV 50-A Se en 5Dokument1 SeiteB Boehler FOX EV 50-A Se en 5Sun SunNoch keine Bewertungen
- B - Boehler FOX SPE - Se - en - 5Dokument1 SeiteB - Boehler FOX SPE - Se - en - 5panait trofinNoch keine Bewertungen
- Product Data Sheet OK 75.75: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenDokument3 SeitenProduct Data Sheet OK 75.75: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenKARLNoch keine Bewertungen
- 02112015000000B - Boehler FOX CM 5 KB - CeDokument1 Seite02112015000000B - Boehler FOX CM 5 KB - CejaroNoch keine Bewertungen
- Applications: TYPE: BasicDokument1 SeiteApplications: TYPE: BasicTran van VuongNoch keine Bewertungen
- Garde CorpsDokument2 SeitenGarde Corpsattiori fabriceNoch keine Bewertungen
- Oxford Alloy 182 (ENiCrFe-3)Dokument1 SeiteOxford Alloy 182 (ENiCrFe-3)brunizzaNoch keine Bewertungen
- Oxford Alloy 385-16 (E385)Dokument1 SeiteOxford Alloy 385-16 (E385)brunizzaNoch keine Bewertungen
- OK Grain 21.85Dokument1 SeiteOK Grain 21.85brunizzaNoch keine Bewertungen
- Usw Alloy Designation AND Description Issued Data Sheet: Revision No. ADokument1 SeiteUsw Alloy Designation AND Description Issued Data Sheet: Revision No. AbrunizzaNoch keine Bewertungen
- Usw Alloy Designation AND Description Issued Data Sheet: Revision No. ADokument1 SeiteUsw Alloy Designation AND Description Issued Data Sheet: Revision No. AbrunizzaNoch keine Bewertungen
- Oxford Alloy A (ENiCrFe-2)Dokument1 SeiteOxford Alloy A (ENiCrFe-2)brunizzaNoch keine Bewertungen
- Oxford Alloy 420 (ER420)Dokument1 SeiteOxford Alloy 420 (ER420)brunizzaNoch keine Bewertungen
- Nicrobraz Cement 680Dokument1 SeiteNicrobraz Cement 680brunizzaNoch keine Bewertungen
- Oxford Alloy 625T-1 (ENiCrMo3T1-1)Dokument1 SeiteOxford Alloy 625T-1 (ENiCrMo3T1-1)brunizzaNoch keine Bewertungen
- Hobart Maxal 4943Dokument2 SeitenHobart Maxal 4943brunizzaNoch keine Bewertungen
- SK Tool Alloy C-S (Up 23-Gf-200-Ckz)Dokument1 SeiteSK Tool Alloy C-S (Up 23-Gf-200-Ckz)brunizzaNoch keine Bewertungen
- AFM Bronze AlloysDokument15 SeitenAFM Bronze AlloysbrunizzaNoch keine Bewertungen
- SK 322-O (MF 3-GF-55-T)Dokument1 SeiteSK 322-O (MF 3-GF-55-T)brunizzaNoch keine Bewertungen
- The World Specialist in Nickel Based Alloy Wire: Phyweld 82Dokument1 SeiteThe World Specialist in Nickel Based Alloy Wire: Phyweld 82brunizzaNoch keine Bewertungen
- Union TG 55 M: Classifications EN ISO 17632-A EN ISO 17632-B AWS A5.20Dokument2 SeitenUnion TG 55 M: Classifications EN ISO 17632-A EN ISO 17632-B AWS A5.20brunizzaNoch keine Bewertungen
- NC-SMQ®90 Solder Paste: Product Data SheetDokument2 SeitenNC-SMQ®90 Solder Paste: Product Data SheetbrunizzaNoch keine Bewertungen
- Uv 421 TT (Sa FB 1 65 DC h5)Dokument4 SeitenUv 421 TT (Sa FB 1 65 DC h5)brunizzaNoch keine Bewertungen
- Carbofil Crmo9 (G Crmo9)Dokument1 SeiteCarbofil Crmo9 (G Crmo9)brunizzaNoch keine Bewertungen
- Thermanit Mts 3 (G Crmo91, Er90s-B9)Dokument1 SeiteThermanit Mts 3 (G Crmo91, Er90s-B9)brunizzaNoch keine Bewertungen
- Basinox 318: MMA Electrodes Stainless and Heat Resistant SteelsDokument1 SeiteBasinox 318: MMA Electrodes Stainless and Heat Resistant SteelsbrunizzaNoch keine Bewertungen
- Fluxofil 41 (T 55 6 1nimo B M, C 3 h5)Dokument1 SeiteFluxofil 41 (T 55 6 1nimo B M, C 3 h5)brunizzaNoch keine Bewertungen
- Citoflux r82 SR (T 46 6 Ni1 P M 1 h5)Dokument1 SeiteCitoflux r82 SR (T 46 6 Ni1 P M 1 h5)brunizzaNoch keine Bewertungen
- Toolcord (E 6 Um 65 GS, e Fe4)Dokument1 SeiteToolcord (E 6 Um 65 GS, e Fe4)brunizzaNoch keine Bewertungen
- Fincord DB: MMA Electrodes C-MN and Low-Alloy SteelsDokument1 SeiteFincord DB: MMA Electrodes C-MN and Low-Alloy SteelsbrunizzaNoch keine Bewertungen
- Steel+Statistical+Yearbook+2017 Updated+version090518Dokument128 SeitenSteel+Statistical+Yearbook+2017 Updated+version090518radinasrNoch keine Bewertungen
- Training Schedule For CuNi and Super Duplex As On 29 Jan 2020Dokument1 SeiteTraining Schedule For CuNi and Super Duplex As On 29 Jan 2020Denny AgusNoch keine Bewertungen
- 303 2Dokument1 Seite303 2SARSAN NDTNoch keine Bewertungen
- Hoist Troley Catalogue PDFDokument47 SeitenHoist Troley Catalogue PDFRanu JanuarNoch keine Bewertungen
- Nippur Constructions Solutions: Inspection Test PlanDokument2 SeitenNippur Constructions Solutions: Inspection Test Planamin mousaNoch keine Bewertungen
- Auckland Transport Material SpecificationsDokument190 SeitenAuckland Transport Material SpecificationsBobNobbitsNoch keine Bewertungen
- Iso 7597 1987Dokument8 SeitenIso 7597 1987ragesh r nairNoch keine Bewertungen
- Common Abbreviations in The Valve IndustryDokument10 SeitenCommon Abbreviations in The Valve IndustryNath BoyapatiNoch keine Bewertungen
- Swot Analysis of Tata SteelDokument11 SeitenSwot Analysis of Tata Steelkausysnitdgp458283% (6)
- Design, Analysis, Fabrication, and Testing of A NanosatelliteDokument94 SeitenDesign, Analysis, Fabrication, and Testing of A NanosatelliteTarik Hassan ElsonniNoch keine Bewertungen
- Pvm-Eg-4750-C (No Comments)Dokument16 SeitenPvm-Eg-4750-C (No Comments)abdelillahNoch keine Bewertungen
- Microstructures, Mechanical Properties, and Fracture Behaviors of Metal-Injection Molded 17-4PH Stainless SteelDokument7 SeitenMicrostructures, Mechanical Properties, and Fracture Behaviors of Metal-Injection Molded 17-4PH Stainless SteelCJPATAGAN100% (1)
- Duracoat AR: Elastomeric, Flexible Cementitious Waterproofing CoatingDokument3 SeitenDuracoat AR: Elastomeric, Flexible Cementitious Waterproofing Coatingengramir07Noch keine Bewertungen
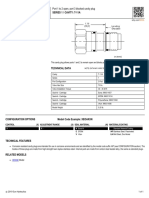
- Cavity Plug XEOA - Full - en - Us - LetterDokument1 SeiteCavity Plug XEOA - Full - en - Us - LetterHassan KhattabNoch keine Bewertungen
- Factors For Selecting The Right Stick ElectrodeDokument7 SeitenFactors For Selecting The Right Stick ElectrodeBaronNoch keine Bewertungen
- Metal StairsDokument6 SeitenMetal Stairssks_242Noch keine Bewertungen
- AISCDokument5 SeitenAISCerniebscribdNoch keine Bewertungen
- ASTM E23 - 18 Notched Bar Impact Testing of Metallic Materials1Dokument26 SeitenASTM E23 - 18 Notched Bar Impact Testing of Metallic Materials1Mateo Rubiano100% (2)
- Lindapter English 1307Dokument84 SeitenLindapter English 1307William HarrowNoch keine Bewertungen
- Material - S45C NormalizedDokument1 SeiteMaterial - S45C NormalizedhanazahrNoch keine Bewertungen
- Super Critical Boiler : Construction and WorkingDokument62 SeitenSuper Critical Boiler : Construction and WorkingSai Krishna100% (1)
- The Specification For Stainless SteelDokument9 SeitenThe Specification For Stainless SteelGangadhar Yeddala100% (1)
- KomGuide E PDFDokument184 SeitenKomGuide E PDFJesus Garcia RNoch keine Bewertungen
- Corrosion Science: Eriko Yamaki, Kevin Ginestar, Laure MartinelliDokument11 SeitenCorrosion Science: Eriko Yamaki, Kevin Ginestar, Laure MartinellisureshjeevaNoch keine Bewertungen
- Kumkang Kind PipeDokument24 SeitenKumkang Kind PipeViệt Vớ VẩnNoch keine Bewertungen
- 4-1 Engineering Specification For Structural Steel Fabrication and ErectionDokument24 Seiten4-1 Engineering Specification For Structural Steel Fabrication and ErectionMy pouNoch keine Bewertungen
- Omniscan Mx2 Training Program: Introduction To Phased Array Using The Omniscan Mx2Dokument38 SeitenOmniscan Mx2 Training Program: Introduction To Phased Array Using The Omniscan Mx2hcmcrlhoNoch keine Bewertungen
- Datasheet Sanicro 72hpDokument2 SeitenDatasheet Sanicro 72hpphillipskincaidNoch keine Bewertungen
- Asme Sec Viii Div 1 - IcbDokument120 SeitenAsme Sec Viii Div 1 - IcbjasminneeNoch keine Bewertungen