Das könnte Ihnen auch gefallen
- Bagpipe LV 1-5Dokument228 SeitenBagpipe LV 1-5Sathia Kdms100% (2)
- 3livro de RadioproteçãoDokument844 Seiten3livro de RadioproteçãoDeize GrodniskiNoch keine Bewertungen
- Critical Analysis of W.H Auden Poems The PDFDokument8 SeitenCritical Analysis of W.H Auden Poems The PDFMöĤämmĔd äĹ-ŚäÁdï100% (1)
- DJI F450 Construction Guide WebDokument21 SeitenDJI F450 Construction Guide WebPutu IndrayanaNoch keine Bewertungen
- Metalscan Inspection Services Presents: Nondestructive EvaluationDokument15 SeitenMetalscan Inspection Services Presents: Nondestructive Evaluationnaganathan100% (2)
- Dwdi PDFDokument54 SeitenDwdi PDFm_seyedNoch keine Bewertungen
- Radiation Safety Program 2Dokument16 SeitenRadiation Safety Program 2Ahmed shabanNoch keine Bewertungen
- The 10 Most Famousfilipino Artists and Their MasterworksDokument3 SeitenThe 10 Most Famousfilipino Artists and Their MasterworksGina MagtibayNoch keine Bewertungen
- Inspection Career DevelopmentDokument1 SeiteInspection Career DevelopmentPaulNoch keine Bewertungen
- Lange Q&A: Radiography ExaminationDokument18 SeitenLange Q&A: Radiography ExaminationSamuel JeebanNoch keine Bewertungen
- Radiation Safety Officer: APS-289-TEDokument5 SeitenRadiation Safety Officer: APS-289-TEfaseeh005100% (1)
- E999 PDFDokument5 SeitenE999 PDFAndy Quintero100% (1)
- An Rso Manual Revision July16 2015Dokument363 SeitenAn Rso Manual Revision July16 2015Nevada Technical AssociatesNoch keine Bewertungen
- TM 10-3930-669-34 Forklift Truck 6K Drexel MDL R60SL-DC Part 1Dokument294 SeitenTM 10-3930-669-34 Forklift Truck 6K Drexel MDL R60SL-DC Part 1AdvocateNoch keine Bewertungen
- Phased Array CiorauDokument9 SeitenPhased Array Ciorausolrac4371Noch keine Bewertungen
- Iaea Tecdoc 1000Dokument54 SeitenIaea Tecdoc 1000Larry SuarezNoch keine Bewertungen
- FBC MNCS Service-, Error-, Infocodes ENDokument23 SeitenFBC MNCS Service-, Error-, Infocodes ENDragos Stoian100% (1)
- TRS427 WebDokument95 SeitenTRS427 Webjiar001Noch keine Bewertungen
- Compiled LecsDokument24 SeitenCompiled LecsNur SetsuNoch keine Bewertungen
- TRS421 WebDokument120 SeitenTRS421 WebMuttaqin Margo NirwonoNoch keine Bewertungen
- Nuclear UT - ISO - CD - 20890-1-2017Dokument39 SeitenNuclear UT - ISO - CD - 20890-1-2017Anonymous 5qPKvmuTWCNoch keine Bewertungen
- MPMC Student Lab ManualDokument107 SeitenMPMC Student Lab ManualRohith ShashankNoch keine Bewertungen
- Transient Electromagnetic-Thermal Nondestructive Testing: Pulsed Eddy Current and Transient Eddy Current ThermographyVon EverandTransient Electromagnetic-Thermal Nondestructive Testing: Pulsed Eddy Current and Transient Eddy Current ThermographyBewertung: 5 von 5 Sternen5/5 (1)
- P 14 Cover Sheets 10 07Dokument4 SeitenP 14 Cover Sheets 10 07carlos100% (1)
- Pana USDokument52 SeitenPana USflorin100% (1)
- Industrial radiography A Complete Guide - 2019 EditionVon EverandIndustrial radiography A Complete Guide - 2019 EditionNoch keine Bewertungen
- Partial List of ISO SpecificationsDokument4 SeitenPartial List of ISO Specificationsskynyrd75Noch keine Bewertungen
- Escalas de Accidentes Nucleares, OIEADokument218 SeitenEscalas de Accidentes Nucleares, OIEAAndrea PaggiNoch keine Bewertungen
- RT Pratical Exam FormulasDokument2 SeitenRT Pratical Exam FormulasKartik SharmaNoch keine Bewertungen
- L Ru WrittenDokument12 SeitenL Ru Writtenmadhunikhil100% (1)
- Radiation Safety Short NotesDokument10 SeitenRadiation Safety Short Notesian3yeung-2Noch keine Bewertungen
- The 2015 ICNDT Guide On: Education and Training in NDTDokument18 SeitenThe 2015 ICNDT Guide On: Education and Training in NDTNdt ElearningNoch keine Bewertungen
- CINDE Course Calendar - Feb 3, 2016Dokument32 SeitenCINDE Course Calendar - Feb 3, 2016PeterNoch keine Bewertungen
- Iso 22991 2004 en PDFDokument11 SeitenIso 22991 2004 en PDFElias JarjouraNoch keine Bewertungen
- Topics On Nondestructive Evaluation: Automation, Miniature Robotics and Sensors Nondestructive Testing and EvaluationDokument103 SeitenTopics On Nondestructive Evaluation: Automation, Miniature Robotics and Sensors Nondestructive Testing and EvaluationAli AlhaikNoch keine Bewertungen
- PT 2Dokument91 SeitenPT 2safeer ahmadNoch keine Bewertungen
- Discovery of RadiationDokument13 SeitenDiscovery of RadiationAdel SukerNoch keine Bewertungen
- Regulatory Guide: June, 2019 PNRA-RG-904.06 (Rev.0)Dokument40 SeitenRegulatory Guide: June, 2019 PNRA-RG-904.06 (Rev.0)Shahbaz AhmadNoch keine Bewertungen
- BarcDokument15 SeitenBarcsojeck0% (1)
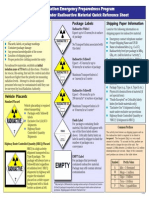
- Emergency Responder Fact Sheet - TransportationDokument2 SeitenEmergency Responder Fact Sheet - TransportationS Pushya Mitra100% (1)
- ISO 23278 (2006) - Magnetic Particle Testing of Weld - Acceptance LevelsDokument8 SeitenISO 23278 (2006) - Magnetic Particle Testing of Weld - Acceptance Levels_PiperCub_Noch keine Bewertungen
- N F: NFT S C: EAR Ield Tandard Alibration TubeDokument1 SeiteN F: NFT S C: EAR Ield Tandard Alibration TubeMahmood KhanNoch keine Bewertungen
- Questions Usage 1Dokument6 SeitenQuestions Usage 1mangalraj900Noch keine Bewertungen
- Qcs 2010 Section 1 Part 14 Temporary Works & EquipmentDokument3 SeitenQcs 2010 Section 1 Part 14 Temporary Works & Equipmentbryanpastor106Noch keine Bewertungen
- Karl Kraft's 2014 Level III BrochureDokument2 SeitenKarl Kraft's 2014 Level III Brochureviller_lpNoch keine Bewertungen
- Procedure For UtDokument12 SeitenProcedure For UtMohammad SyeduzzamanNoch keine Bewertungen
- Ref CalibrationDokument2 SeitenRef CalibrationAqsa ParveenNoch keine Bewertungen
- Astm E1962 19Dokument4 SeitenAstm E1962 19Mohamed AboelkhierNoch keine Bewertungen
- RSO (Medical) Exam SyllabusDokument4 SeitenRSO (Medical) Exam SyllabusSargunan SabNoch keine Bewertungen
- NCERT Physics Class XII Solution of Chapter 8 - Electromagnetic WavesDokument9 SeitenNCERT Physics Class XII Solution of Chapter 8 - Electromagnetic WavesRamnaresh SharmaNoch keine Bewertungen
- ANSWER: Dye Penetrant Test Explanation:: No Explanation Is Available For This Question!Dokument4 SeitenANSWER: Dye Penetrant Test Explanation:: No Explanation Is Available For This Question!shyamkumar rakoti0% (1)
- Level II QuestionDokument8 SeitenLevel II QuestionSankar KrishnanNoch keine Bewertungen
- List of StandardsDokument6 SeitenList of StandardsShahazad ShaikNoch keine Bewertungen
- Corporate Finance - PRACTICE EXAM: (1 Point) Future Value of Annuity FVA 377 006Dokument4 SeitenCorporate Finance - PRACTICE EXAM: (1 Point) Future Value of Annuity FVA 377 006Yuge FanNoch keine Bewertungen
- SG Tube Inspection TechnologyDokument9 SeitenSG Tube Inspection TechnologyWaqasNoch keine Bewertungen
- RT 02Dokument91 SeitenRT 02HAKANNoch keine Bewertungen
- BASIC Q Nov'12 Note: All Answers May Not Be Correct & Need To Be Correct Yourself. Material & ProcessingDokument4 SeitenBASIC Q Nov'12 Note: All Answers May Not Be Correct & Need To Be Correct Yourself. Material & ProcessingSrinivasan Banu AvsNoch keine Bewertungen
- Training & Industrial Safety Division, Ses & National Centre For Non-Destructive Testing (NCNDT)Dokument3 SeitenTraining & Industrial Safety Division, Ses & National Centre For Non-Destructive Testing (NCNDT)SALEEM ABBASNoch keine Bewertungen
- MT Asme Sec V Article 7Dokument18 SeitenMT Asme Sec V Article 7mohamedNoch keine Bewertungen
- SENTINEL High Resolution Catalog May 2006Dokument47 SeitenSENTINEL High Resolution Catalog May 2006Renato BarretoNoch keine Bewertungen
- Eddy Current Testing Level Iii Questions in April 2012 These Questions May Also Again Repeat in The FollowingDokument5 SeitenEddy Current Testing Level Iii Questions in April 2012 These Questions May Also Again Repeat in The FollowingMangalraj MadasamyNoch keine Bewertungen
- Prxnrnant Testtng: Buane & Ii T P O'NeillDokument6 SeitenPrxnrnant Testtng: Buane & Ii T P O'NeillAzeem ShaikhNoch keine Bewertungen
- Radiography TestingDokument1 SeiteRadiography TestingGulfnde Industrial ServicesNoch keine Bewertungen
- Vacuum Technology Book II Part 3 2Dokument207 SeitenVacuum Technology Book II Part 3 2bracioNoch keine Bewertungen
- Scope:: Area of Sample To Be Tested All Surfaces, Weld and Heat Affected Zone, Including Dimensions of HAZDokument2 SeitenScope:: Area of Sample To Be Tested All Surfaces, Weld and Heat Affected Zone, Including Dimensions of HAZAnna PariniNoch keine Bewertungen
- Application For The Post of Senior Medical Physicist / RSO: A.Mohamed MusthafaDokument6 SeitenApplication For The Post of Senior Medical Physicist / RSO: A.Mohamed MusthafaSrujana MNoch keine Bewertungen
- ASNTDokument5 SeitenASNTshifaNoch keine Bewertungen
- Details of Tax Collected at Source (Issued by The Collector (S) )Dokument3 SeitenDetails of Tax Collected at Source (Issued by The Collector (S) )Alok GoelNoch keine Bewertungen
- 2 3 Total Taxes Paid: SBIN0006813 State Bank of India 1052575823Dokument3 Seiten2 3 Total Taxes Paid: SBIN0006813 State Bank of India 1052575823Alok GoelNoch keine Bewertungen
- ThirdDokument2 SeitenThirdAlok GoelNoch keine Bewertungen
- Details of InvestmentsDokument1 SeiteDetails of InvestmentsAlok GoelNoch keine Bewertungen
- 25 2017Dokument13 Seiten25 2017Alok GoelNoch keine Bewertungen
- (Do Not Delete Blank Rows) : New Tax Rules 20202Dokument2 Seiten(Do Not Delete Blank Rows) : New Tax Rules 20202Alok GoelNoch keine Bewertungen
- Details of Donations For Scientific Research or Rural Development SL - NoDokument1 SeiteDetails of Donations For Scientific Research or Rural Development SL - NoAlok GoelNoch keine Bewertungen
- New Tax Rules 20202Dokument1 SeiteNew Tax Rules 20202Alok GoelNoch keine Bewertungen
- Gift Deed Immovable PropertyDokument2 SeitenGift Deed Immovable PropertyAlok GoelNoch keine Bewertungen
- Repo and Reverse Repo Rate of BanksDokument2 SeitenRepo and Reverse Repo Rate of BanksAlok GoelNoch keine Bewertungen
- Residential Status Calculator: Whether Exception On Basic Condition Is Apply?Dokument2 SeitenResidential Status Calculator: Whether Exception On Basic Condition Is Apply?Alok GoelNoch keine Bewertungen
- Revision of Interest Rates For Small Savings Schemes For The Financial Year 2014-15 AnnouncedDokument2 SeitenRevision of Interest Rates For Small Savings Schemes For The Financial Year 2014-15 AnnouncedAlok GoelNoch keine Bewertungen
- Repo and Reverse Repo Rate of BanksDokument2 SeitenRepo and Reverse Repo Rate of BanksAlok GoelNoch keine Bewertungen
- Repo and Reverse Repo Rate of BanksDokument2 SeitenRepo and Reverse Repo Rate of BanksAlok GoelNoch keine Bewertungen
- Case - 1: This Information May Not Be Unknown To AllDokument1 SeiteCase - 1: This Information May Not Be Unknown To AllAlok GoelNoch keine Bewertungen
- Ax Saving Options Available Under Section 80C of Income Tax Act For Individual /hufDokument1 SeiteAx Saving Options Available Under Section 80C of Income Tax Act For Individual /hufAlok GoelNoch keine Bewertungen
- Case - 1Dokument1 SeiteCase - 1Alok GoelNoch keine Bewertungen
- Case - 1: This Information May Not Be Unknown To AllDokument1 SeiteCase - 1: This Information May Not Be Unknown To AllAlok GoelNoch keine Bewertungen
- NepalDokument3 SeitenNepalAlok GoelNoch keine Bewertungen
- Tax Rules 2Dokument1 SeiteTax Rules 2Alok GoelNoch keine Bewertungen
- NepalDokument3 SeitenNepalAlok GoelNoch keine Bewertungen
- NepalDokument3 SeitenNepalAlok GoelNoch keine Bewertungen
- Pharmalytica Exhibitor List 2023Dokument3 SeitenPharmalytica Exhibitor List 2023Suchita PoojaryNoch keine Bewertungen
- Assessment of Diabetic FootDokument7 SeitenAssessment of Diabetic FootChathiya Banu KrishenanNoch keine Bewertungen
- W0L0XCF0866101640 (2006 Opel Corsa) PDFDokument7 SeitenW0L0XCF0866101640 (2006 Opel Corsa) PDFgianyNoch keine Bewertungen
- Practice For Mounting Buses & Joints-374561Dokument11 SeitenPractice For Mounting Buses & Joints-374561a_sengar1Noch keine Bewertungen
- 2017 Classification of Periodontal and Peri-Implant Diseases and Conditions. Decision Making Algorithms For Clinical PracticeDokument40 Seiten2017 Classification of Periodontal and Peri-Implant Diseases and Conditions. Decision Making Algorithms For Clinical PracticebbNoch keine Bewertungen
- Parameters Identification of Induction Motor Model BasedDokument10 SeitenParameters Identification of Induction Motor Model Basedretrueke1170Noch keine Bewertungen
- Investigation of Skew Curved Bridges in Combination With Skewed Abutments Under Seismic ResponseDokument5 SeitenInvestigation of Skew Curved Bridges in Combination With Skewed Abutments Under Seismic ResponseEditor IJTSRDNoch keine Bewertungen
- Indoor Air Quality Standard Procedures - 2014 RevDokument12 SeitenIndoor Air Quality Standard Procedures - 2014 RevFioriAmeliaHathawayNoch keine Bewertungen
- Test7 PointersDokument16 SeitenTest7 PointersPratibha DwivediNoch keine Bewertungen
- ACR39U-U1: (USB Type A) Smart Card ReaderDokument8 SeitenACR39U-U1: (USB Type A) Smart Card Readersuraj18in4uNoch keine Bewertungen
- Asme b16-25Dokument22 SeitenAsme b16-25JamesNoch keine Bewertungen
- EXAMPLE 8.6 Veneer Grades and RepairsDokument2 SeitenEXAMPLE 8.6 Veneer Grades and RepairsnickNoch keine Bewertungen
- TheBasicsofBrainWaves - RS PDFDokument4 SeitenTheBasicsofBrainWaves - RS PDFOnutu Adriana-LilianaNoch keine Bewertungen
- Test 8 D - Unit 2Dokument3 SeitenTest 8 D - Unit 2IONELA MIHAELA POPANoch keine Bewertungen
- End of Summer Course Test August 2021Dokument16 SeitenEnd of Summer Course Test August 2021Thanh Nguyen vanNoch keine Bewertungen
- Arts Class: Lesson 01Dokument24 SeitenArts Class: Lesson 01Lianne BryNoch keine Bewertungen
- YoungMan EN131 GUIDEDokument16 SeitenYoungMan EN131 GUIDErcpawar100% (1)
- Case AnalysisDokument2 SeitenCase AnalysisJessa San PedroNoch keine Bewertungen
- Statics: Vector Mechanics For EngineersDokument39 SeitenStatics: Vector Mechanics For EngineersVijay KumarNoch keine Bewertungen
- 1 Circuit TheoryDokument34 Seiten1 Circuit TheoryLove StrikeNoch keine Bewertungen
- 8-General Rules For Erection ProcedureDokument4 Seiten8-General Rules For Erection ProcedurePrijin UnnunnyNoch keine Bewertungen
- V. Jovicic and M. R. Coop1997 - Stiffness, Coarse Grained Soils, Small StrainsDokument17 SeitenV. Jovicic and M. R. Coop1997 - Stiffness, Coarse Grained Soils, Small StrainsxiangyugeotechNoch keine Bewertungen
- AS and A Level: ChemistryDokument11 SeitenAS and A Level: ChemistryStingy BieNoch keine Bewertungen