Das könnte Ihnen auch gefallen
- Api 510 Asme PCC2Dokument1 SeiteApi 510 Asme PCC2korichiNoch keine Bewertungen
- API 570 DemoDokument6 SeitenAPI 570 Demojaire esparzaNoch keine Bewertungen
- API 510 Case Study - 7Dokument2 SeitenAPI 510 Case Study - 7Khaled FatnassiNoch keine Bewertungen
- Asme Sec Ix MockDokument28 SeitenAsme Sec Ix MocksheikmoinNoch keine Bewertungen
- 17 Multiple Choice QuestionsDokument3 Seiten17 Multiple Choice QuestionsAnonymous Q4YUvR100% (1)
- API 570 DEC 2009 ClosedDokument17 SeitenAPI 570 DEC 2009 ClosedMohammedBujairNoch keine Bewertungen
- API 570 Certification Preparation: Course Length: Cost: InstructorDokument1 SeiteAPI 570 Certification Preparation: Course Length: Cost: InstructorFares ÆazizNoch keine Bewertungen
- API 570 Authorized Piping Inspector Preparatory Program: Open Book Mockup ExaminationDokument8 SeitenAPI 570 Authorized Piping Inspector Preparatory Program: Open Book Mockup ExaminationmelvinNoch keine Bewertungen
- 17 Multiple Choice Questions: No Answer GivenDokument5 Seiten17 Multiple Choice Questions: No Answer GivenAkram AlhaddadNoch keine Bewertungen
- API-570 SAMPLE Closed Book ExamDokument12 SeitenAPI-570 SAMPLE Closed Book ExamuttamNoch keine Bewertungen
- Api 510 Close Book - 14Dokument6 SeitenApi 510 Close Book - 14tayyabNoch keine Bewertungen
- Api 578-Mock 1 - KeyDokument28 SeitenApi 578-Mock 1 - KeysheikmoinNoch keine Bewertungen
- 177538089-API-570-Final-Exam-Questions - REALIZARDokument26 Seiten177538089-API-570-Final-Exam-Questions - REALIZARALe Infinito100% (1)
- Api 577 Quastion01Dokument2 SeitenApi 577 Quastion01korichiNoch keine Bewertungen
- 2 - API 570 Exam B (150 Q&A)Dokument33 Seiten2 - API 570 Exam B (150 Q&A)Dabbar Taher100% (1)
- Case Study - 7: Numerical in API 510 CodeDokument4 SeitenCase Study - 7: Numerical in API 510 CodeVishal BailurNoch keine Bewertungen
- Api 570Dokument13 SeitenApi 570Jersson Ticona Zegarra50% (2)
- API-510 Exam # 3 2008 Open Book Exam PDFDokument14 SeitenAPI-510 Exam # 3 2008 Open Book Exam PDFIslam FawzyNoch keine Bewertungen
- API 570 Course Model Test 9Dokument5 SeitenAPI 570 Course Model Test 9Ismail Jamaluddin100% (1)
- API 570 Calculation Inspector PDFDokument4 SeitenAPI 570 Calculation Inspector PDFg_jeyasankarNoch keine Bewertungen
- API 570 Practice Questions (Numbers Only) All Questions Are Closed BookDokument5 SeitenAPI 570 Practice Questions (Numbers Only) All Questions Are Closed BookNuwan RanaweeraNoch keine Bewertungen
- LADWER API 510 - API RP 577 April 2017Dokument7 SeitenLADWER API 510 - API RP 577 April 2017Luthfi ArdiansyahNoch keine Bewertungen
- (PDF) PRACTICE QUESTIONS FOR API RP 577 Quizlet - Gustavo HC - Academia - EduDokument4 Seiten(PDF) PRACTICE QUESTIONS FOR API RP 577 Quizlet - Gustavo HC - Academia - EduKumar R100% (2)
- Closed Book Api 572-A (55-65) - 2Dokument11 SeitenClosed Book Api 572-A (55-65) - 2slxanto100% (1)
- API 570-Final Model Exam-Open Book Without AnswersDokument6 SeitenAPI 570-Final Model Exam-Open Book Without Answersbanana100% (1)
- Api 570 - 02 Asme B 31.3Dokument12 SeitenApi 570 - 02 Asme B 31.3Mohammad RawoofNoch keine Bewertungen
- 653 QB 3Dokument55 Seiten653 QB 3Mohamed KHODJA100% (1)
- API 570 Certification PreparationDokument1 SeiteAPI 570 Certification Preparationmcjeff32Noch keine Bewertungen
- 10 MCQS API 510 Anees Ul HasnainDokument126 Seiten10 MCQS API 510 Anees Ul HasnaintayyabNoch keine Bewertungen
- Undercut (Per API 577, Table 6) Can Be Corrected by (Practical Solution Column)Dokument2 SeitenUndercut (Per API 577, Table 6) Can Be Corrected by (Practical Solution Column)korichiNoch keine Bewertungen
- Sis Book1Dokument99 SeitenSis Book1Hamza AlamNoch keine Bewertungen
- API 570 Exame Questions Dated 5 July 2018Dokument10 SeitenAPI 570 Exame Questions Dated 5 July 2018Ahmed ShakirNoch keine Bewertungen
- API 510 Questions June 02 2004 1Dokument10 SeitenAPI 510 Questions June 02 2004 1Ariq FauzanNoch keine Bewertungen
- Examination Question 510Dokument12 SeitenExamination Question 510ohengjkt100% (1)
- Sis Book Asme IxDokument107 SeitenSis Book Asme IxHamza AlamNoch keine Bewertungen
- API 510 - DAY 3: G T Technical & Management Institute PVT - LTD.Dokument102 SeitenAPI 510 - DAY 3: G T Technical & Management Institute PVT - LTD.hamedNoch keine Bewertungen
- API 510 PC 20 31 Aug05 Mid Session ClosedDokument13 SeitenAPI 510 PC 20 31 Aug05 Mid Session ClosedCss SfaxienNoch keine Bewertungen
- Open Book API 510 Practice Exam B Do Not Mark On Your Exam, Use The Answer Sheets ProvidedDokument16 SeitenOpen Book API 510 Practice Exam B Do Not Mark On Your Exam, Use The Answer Sheets ProvidedBeantickNoch keine Bewertungen
- Final Examination #1: Open Book Questions (1 50)Dokument29 SeitenFinal Examination #1: Open Book Questions (1 50)kiho sung100% (1)
- Api 510 Q&a-2Dokument32 SeitenApi 510 Q&a-2Mohammed ShakilNoch keine Bewertungen
- Asme Sec 5 QuestionsDokument13 SeitenAsme Sec 5 Questionsanasseeksscribd100% (1)
- Api 510Dokument7 SeitenApi 510Ranaweera AriyamanjulaNoch keine Bewertungen
- API 570 Model Questions-1 PDFDokument4 SeitenAPI 570 Model Questions-1 PDFabdulgafoor54Noch keine Bewertungen
- A) 1.7 To 4.0 B) 2.55 To 3.9 C) 2.0 To 4.0 D) None of TheseDokument17 SeitenA) 1.7 To 4.0 B) 2.55 To 3.9 C) 2.0 To 4.0 D) None of TheseAshish Patel100% (1)
- API 572 Study Guide: Practice QuestionsDokument10 SeitenAPI 572 Study Guide: Practice QuestionsRizwan Nazir100% (1)
- ASME 31.3 - 2016 VT, UtDokument2 SeitenASME 31.3 - 2016 VT, UtsanketNoch keine Bewertungen
- API 510 Study GuideDokument3 SeitenAPI 510 Study GuidedanikakaNoch keine Bewertungen
- API-510 Part 1Dokument79 SeitenAPI-510 Part 1TPI KUWAITNoch keine Bewertungen
- 1.510 Sample QuestionSDokument7 Seiten1.510 Sample QuestionSvamsikrishnaNoch keine Bewertungen
- C Closed B Losed B Ook Ook P Practice Que Ractice Questio Stio Ns NsDokument10 SeitenC Closed B Losed B Ook Ook P Practice Que Ractice Questio Stio Ns NsElankumaran Periakaruppan100% (1)
- API 510 Section 8 QuizDokument17 SeitenAPI 510 Section 8 Quizamalhaj2013Noch keine Bewertungen
- API 510 Mid Session Closed0Dokument10 SeitenAPI 510 Mid Session Closed0مبشر أحمد100% (2)
- API571 - NEW APP - Effective 2011 - CompletedDokument12 SeitenAPI571 - NEW APP - Effective 2011 - Completedtong2jeNoch keine Bewertungen
- API Calcs Rev1 Version 2Dokument107 SeitenAPI Calcs Rev1 Version 2JithuJohnNoch keine Bewertungen
- API Calcs Rev1 (Version 2)Dokument112 SeitenAPI Calcs Rev1 (Version 2)Jake Sparrow100% (1)
- API 570 Exam CalculationsDokument2 SeitenAPI 570 Exam Calculationssnehal.deshmukhNoch keine Bewertungen
- Code Sec.: PD C Se P Y C D Set Xcrxyrs C DDokument1 SeiteCode Sec.: PD C Se P Y C D Set Xcrxyrs C DsubhaNoch keine Bewertungen
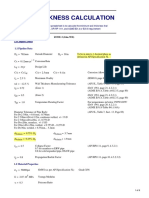
- Calculation Formula For API 510Dokument2 SeitenCalculation Formula For API 510Luthfi ArdiansyahNoch keine Bewertungen
- Calc WT - Lbm-Tanara - Z2Dokument6 SeitenCalc WT - Lbm-Tanara - Z2bertaNoch keine Bewertungen
- Solution Manual for an Introduction to Equilibrium ThermodynamicsVon EverandSolution Manual for an Introduction to Equilibrium ThermodynamicsNoch keine Bewertungen
- Automatic Programming For Industrial Robot To WeldDokument9 SeitenAutomatic Programming For Industrial Robot To WeldAgus WidyiantoNoch keine Bewertungen
- Abhishek - Civil Designer - 2019Dokument3 SeitenAbhishek - Civil Designer - 2019Abhishek RajputNoch keine Bewertungen
- Pipeline Investigation ReportDokument34 SeitenPipeline Investigation ReportaliNoch keine Bewertungen
- Kitchen Design GuideDokument47 SeitenKitchen Design Guideameeri143100% (2)
- Index of Revisions: Material RequisitionDokument23 SeitenIndex of Revisions: Material RequisitionLANKAPALLISURINoch keine Bewertungen
- Singapore Standart CP 29 1998 (Fire Hydrant)Dokument43 SeitenSingapore Standart CP 29 1998 (Fire Hydrant)Bayu Biroe0% (1)
- Evaluation of The Bolting & Glanges of ANSI B16.5 Flanged Joints PDFDokument183 SeitenEvaluation of The Bolting & Glanges of ANSI B16.5 Flanged Joints PDFKhairul Rizal Zainal BadriNoch keine Bewertungen
- Awwa C200 PDFDokument23 SeitenAwwa C200 PDFangel darioNoch keine Bewertungen
- BSP ThreadsDokument3 SeitenBSP ThreadssatphoenixNoch keine Bewertungen
- 11 Care and Maintenance of Cargo Cargo Equipments OkDokument4 Seiten11 Care and Maintenance of Cargo Cargo Equipments OkHasan CosalevNoch keine Bewertungen
- PMI Procedure Tracebilty MatrialDokument11 SeitenPMI Procedure Tracebilty MatrialIksan Adityo Mulyo100% (2)
- Tuf 2000m DatasheetDokument4 SeitenTuf 2000m DatasheetAngel Santos Santos0% (1)
- Dry Gas Seal BrochureDokument8 SeitenDry Gas Seal BrochureJai-Hong ChungNoch keine Bewertungen
- Insulation Materials Specification GuideDokument2 SeitenInsulation Materials Specification GuideEsteban Calderón NavarroNoch keine Bewertungen
- Charles Rig Supplies, Inc.: Instruction ManualDokument9 SeitenCharles Rig Supplies, Inc.: Instruction Manualashad100% (1)
- Clorius enDokument3 SeitenClorius enRiski SuhardinataNoch keine Bewertungen
- The Perfect Tubing: For Every Part of Your ProcessDokument15 SeitenThe Perfect Tubing: For Every Part of Your ProcessJames PhamNoch keine Bewertungen
- Implementation Plan For Laying OFC, Navy ProjectDokument34 SeitenImplementation Plan For Laying OFC, Navy Projectnewmayank4192100% (1)
- Ehb Cba25uh 2006Dokument16 SeitenEhb Cba25uh 2006Cesar Emmanuel Diaz GonzalezNoch keine Bewertungen
- Steam Vent Condenser For Steam RecoveryDokument2 SeitenSteam Vent Condenser For Steam RecoverypavijayaNoch keine Bewertungen
- Operation Manual: L Y S F 型系列陆用油水分离器 LYSF type oil-water separators for use on landDokument12 SeitenOperation Manual: L Y S F 型系列陆用油水分离器 LYSF type oil-water separators for use on landarief fardy yuskaNoch keine Bewertungen
- I.P.S. Pressure: Meets Astm D2241Dokument28 SeitenI.P.S. Pressure: Meets Astm D2241Muhammad AhmedNoch keine Bewertungen
- Notes:: FV-01A FV-01BDokument1 SeiteNotes:: FV-01A FV-01BomarNoch keine Bewertungen
- API IP 1594 - Nov 2002Dokument28 SeitenAPI IP 1594 - Nov 2002FediMansouri100% (2)
- IPS E-ME-130 LPG Pressure Storage Spheres 22p Rev. 2011Dokument24 SeitenIPS E-ME-130 LPG Pressure Storage Spheres 22p Rev. 2011josea_penaNoch keine Bewertungen
- Astm - A761 A761m 04 (2009)Dokument8 SeitenAstm - A761 A761m 04 (2009)nugroho teguhNoch keine Bewertungen
- Proc. For Radiographic Profile Thk. MeasurementDokument7 SeitenProc. For Radiographic Profile Thk. MeasurementSergey KichenkoNoch keine Bewertungen
- Chapter 11 Storm DrainageDokument7 SeitenChapter 11 Storm Drainageapi-131679190Noch keine Bewertungen
- Ellab NewDokument32 SeitenEllab NewlapogunevasNoch keine Bewertungen
- Atlas Copco Air Compressor Parts CatalogDokument591 SeitenAtlas Copco Air Compressor Parts CatalogYacine CherifiNoch keine Bewertungen