Das könnte Ihnen auch gefallen
- Ashcroft El Data SheetDokument1 SeiteAshcroft El Data SheetmisaelzaNoch keine Bewertungen
- Hoffer: Technical Data SheetDokument2 SeitenHoffer: Technical Data SheetSabilalArifNoch keine Bewertungen
- DS75 M9016sseDokument2 SeitenDS75 M9016sseJordan SolísNoch keine Bewertungen
- Welker Isokinetic Sampler: Model LSM-12FTDokument1 SeiteWelker Isokinetic Sampler: Model LSM-12FTRickie EdwardoNoch keine Bewertungen
- #3 Domed Head Plow Bolt: Earnest Technical BulletinDokument3 Seiten#3 Domed Head Plow Bolt: Earnest Technical BulletinNarvaxisNoch keine Bewertungen
- Spec I Fi Ca Tions: Weymouth™Dokument2 SeitenSpec I Fi Ca Tions: Weymouth™Saúl MolinaNoch keine Bewertungen
- Severn 1000 Series V1.1Dokument8 SeitenSevern 1000 Series V1.1Thắng Trần QuangNoch keine Bewertungen
- A193 B7Dokument1 SeiteA193 B7MoanquileNoch keine Bewertungen
- A ss5n0 HPDokument2 SeitenA ss5n0 HPAlexul Sinchigalo MartinezNoch keine Bewertungen
- Korolath 2X221 2Dokument3 SeitenKorolath 2X221 2anaelisa249810Noch keine Bewertungen
- Fundamentals of Roller Mill Grinding - 1478460003Dokument46 SeitenFundamentals of Roller Mill Grinding - 1478460003Felipe ZapataNoch keine Bewertungen
- Alpha Laval Heat Exchangers CatalogDokument22 SeitenAlpha Laval Heat Exchangers CatalogCarlos CCNoch keine Bewertungen
- Atb 016Dokument1 SeiteAtb 016tejonmxNoch keine Bewertungen
- Padeyes: Engineered & CertifiedDokument4 SeitenPadeyes: Engineered & CertifiedMahmoudNoch keine Bewertungen
- Line Blinds Bleed RingsDokument4 SeitenLine Blinds Bleed RingsPerumal KarthikeyanNoch keine Bewertungen
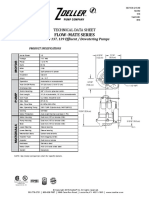
- Flow-Mate Series: Technical Data SheetDokument2 SeitenFlow-Mate Series: Technical Data SheetDavid LucioNoch keine Bewertungen
- Design E100 PMB AND GN KEMALA 15 MMSCFD Page 97Dokument1 SeiteDesign E100 PMB AND GN KEMALA 15 MMSCFD Page 97wahyu hidayatNoch keine Bewertungen
- BV502Dokument3 SeitenBV502plvillarrealNoch keine Bewertungen
- Power i-MIG 200 Quick Adjustment Guide : Steel Steel SteelDokument1 SeitePower i-MIG 200 Quick Adjustment Guide : Steel Steel SteelThương LêNoch keine Bewertungen
- M8456 2 TrusealDokument3 SeitenM8456 2 Trusealk_tevenNoch keine Bewertungen
- Catalog f9 05 40Dokument3 SeitenCatalog f9 05 40Leydiivonne Cortes NorbertoNoch keine Bewertungen
- ROOFTOP - TEMPBLUE - 20210210 - Opt - Ficha TécnicaDokument4 SeitenROOFTOP - TEMPBLUE - 20210210 - Opt - Ficha TécnicaPablo Andres Espin MartinNoch keine Bewertungen
- Irmair ElzeDokument2 SeitenIrmair ElzeRoman ChubaNoch keine Bewertungen
- Sho - Valve - Moen 2521Dokument1 SeiteSho - Valve - Moen 2521Enak CenirNoch keine Bewertungen
- Dasl Submittal Form 200623 - 174437Dokument2 SeitenDasl Submittal Form 200623 - 174437Jayvee LayugNoch keine Bewertungen
- Catalogo Dixon Swivels 2007Dokument48 SeitenCatalogo Dixon Swivels 2007victor barreraNoch keine Bewertungen
- Bimetal Thermometer Series EL, ASME B40.3 Grade A ( 1% of Span)Dokument1 SeiteBimetal Thermometer Series EL, ASME B40.3 Grade A ( 1% of Span)herysyam1980Noch keine Bewertungen
- l19146 Xa02uen E1 CombinedDokument41 Seitenl19146 Xa02uen E1 CombinedErik HansonNoch keine Bewertungen
- Butter Mueller 5bt520e0015wf00g1000Dokument2 SeitenButter Mueller 5bt520e0015wf00g1000Manusawin PinsongNoch keine Bewertungen
- Aislador Polimerico Poste Gamma 46KVDokument1 SeiteAislador Polimerico Poste Gamma 46KVEDGAR HALLNoch keine Bewertungen
- Aislador Polimerico 15 KVDokument1 SeiteAislador Polimerico 15 KVAlejandro HernandezNoch keine Bewertungen
- Hy13 1590 TGDokument26 SeitenHy13 1590 TGMudduKrishna shettyNoch keine Bewertungen
- m9143ws MPB Series Booster Pump DsDokument4 Seitenm9143ws MPB Series Booster Pump DsJade AlexanderNoch keine Bewertungen
- Sandvik DP1100 1Dokument3 SeitenSandvik DP1100 1YusrohDarmantoroNoch keine Bewertungen
- 100 S Oem S: 102R Low Flow PumpheadDokument2 Seiten100 S Oem S: 102R Low Flow PumpheadtechniqueNoch keine Bewertungen
- SpecificationsDokument1 SeiteSpecificationsbondsupplyNoch keine Bewertungen
- EN - Datasheet Copperhead MonitorDokument3 SeitenEN - Datasheet Copperhead MonitorRomina CZNoch keine Bewertungen
- ASESORIS HIDROLIK Suction LineDokument7 SeitenASESORIS HIDROLIK Suction LineMuhammad Rokhani SalehNoch keine Bewertungen
- Spheerol Epl GreaseDokument2 SeitenSpheerol Epl GreaseRaja YadavNoch keine Bewertungen
- Drill Stem Components: 95 YearsDokument28 SeitenDrill Stem Components: 95 YearsAdel RafikNoch keine Bewertungen
- 011 StabilizersDokument2 Seiten011 StabilizersGonzalo Guzman Jaimes100% (1)
- AbDex - Hammer UnionsDokument12 SeitenAbDex - Hammer UnionsWilliam EvansNoch keine Bewertungen
- PL5 Coupling BrochureDokument2 SeitenPL5 Coupling BrochurePablo MagnoniNoch keine Bewertungen
- Instruction Manual Machine P/N: 1000878# & 1000879#Dokument8 SeitenInstruction Manual Machine P/N: 1000878# & 1000879#Umut GökdenizNoch keine Bewertungen
- PM-401 Vinyl Mechanical Joining Rev 007 9-9-19Dokument25 SeitenPM-401 Vinyl Mechanical Joining Rev 007 9-9-19pportesNoch keine Bewertungen
- AGM Sludge and Bilge Pumps - ENGDokument8 SeitenAGM Sludge and Bilge Pumps - ENGAdrianDanNoch keine Bewertungen
- Sprockets: Guide TypeDokument1 SeiteSprockets: Guide TypeAnonymous yxWIryXNoch keine Bewertungen
- Aliva®-237 Shotcrete Rotor Machine: The SmallDokument2 SeitenAliva®-237 Shotcrete Rotor Machine: The Smalladhy paulusNoch keine Bewertungen
- Adjustablereamers: Apered Hank One Piece ConstructionDokument1 SeiteAdjustablereamers: Apered Hank One Piece ConstructionAndy ReynoldsNoch keine Bewertungen
- Butterfly Valve CatalogDokument18 SeitenButterfly Valve Catalogyash100% (1)
- BrochureDokument34 SeitenBrochurejadiNoch keine Bewertungen
- C Series Centrifugal Pumps: Technical InformationDokument2 SeitenC Series Centrifugal Pumps: Technical InformationAdriana HernandezNoch keine Bewertungen
- Catalog USA-IndustriesDokument1 SeiteCatalog USA-IndustriesAndres SerranoNoch keine Bewertungen
- Magnum: Rock BitsDokument1 SeiteMagnum: Rock Bitsmohammad teimuriNoch keine Bewertungen
- KEDDCO BinderDokument74 SeitenKEDDCO BinderWillian FigueroaNoch keine Bewertungen
- SSAB Machining Strenx 2017Dokument28 SeitenSSAB Machining Strenx 2017RogerNoch keine Bewertungen
- EI Bimetal Thermometer: Data SheetDokument5 SeitenEI Bimetal Thermometer: Data SheetAntonella EspinozaNoch keine Bewertungen
- General Purpose: C SeriesDokument2 SeitenGeneral Purpose: C SeriesD Rider CasanovaNoch keine Bewertungen
- 2014MAFord CatalogCountersinksDokument25 Seiten2014MAFord CatalogCountersinksBeto CovasNoch keine Bewertungen
- 2014 Product CatalogDokument28 Seiten2014 Product CatalogBeto CovasNoch keine Bewertungen
- Center DrillDokument56 SeitenCenter DrillRobson OliveiraNoch keine Bewertungen
- Duramill 2013 CatalogDokument48 SeitenDuramill 2013 CatalogBeto CovasNoch keine Bewertungen
- Kennametal MasterCatalog SEM Preview en MinchDokument119 SeitenKennametal MasterCatalog SEM Preview en MinchBeto CovasNoch keine Bewertungen
- Helical CatalogDokument140 SeitenHelical CatalogBeto CovasNoch keine Bewertungen
- Mastercam Work Coordinate System TutorialDokument60 SeitenMastercam Work Coordinate System TutorialRana Abdul RehmanNoch keine Bewertungen
- Mach4 G and M Code Reference ManualDokument60 SeitenMach4 G and M Code Reference ManualRAKESH PRAJAPATI100% (1)
- G and M Programming For CNC LathesDokument106 SeitenG and M Programming For CNC LathesAlexandru Precup100% (3)
- Nafees Nastaleeq v1.02Dokument2 SeitenNafees Nastaleeq v1.02latifshaikh20Noch keine Bewertungen
- 531 (1999) T. R. Golub: Science Et AlDokument8 Seiten531 (1999) T. R. Golub: Science Et AlBair PuigNoch keine Bewertungen
- CHM1 Structure & Bonding QDokument115 SeitenCHM1 Structure & Bonding QGoutham SivagnanamNoch keine Bewertungen
- Antinociceptive Activity of Buddleja Globosa (Matico)Dokument6 SeitenAntinociceptive Activity of Buddleja Globosa (Matico)alinumlNoch keine Bewertungen
- Assignment 07 ADokument3 SeitenAssignment 07 AsundusNoch keine Bewertungen
- TECS-W IOM ManualDokument60 SeitenTECS-W IOM Manualxuyen tran100% (4)
- EZ Torque: Hydraulic Cathead User's ManualDokument35 SeitenEZ Torque: Hydraulic Cathead User's ManualJuan Garcia100% (1)
- 409 Data BulletinDokument12 Seiten409 Data BulletinWilliam PaivaNoch keine Bewertungen
- Cleaning Validation MACO v2.1Dokument3 SeitenCleaning Validation MACO v2.1Syifa FatasyaaNoch keine Bewertungen
- 161Dokument7 Seiten161KierCliffenvilleGanadosPacienteNoch keine Bewertungen
- (En GB) DBE 821 - 1.00Dokument7 Seiten(En GB) DBE 821 - 1.00Enio Miguel Cano LimaNoch keine Bewertungen
- Aquaponics IntegrationofhydroponicswaquacultureDokument28 SeitenAquaponics IntegrationofhydroponicswaquacultureDimas Urip SNoch keine Bewertungen
- Scale-Up of Protein Purification Downstream Processing Issues PDFDokument13 SeitenScale-Up of Protein Purification Downstream Processing Issues PDFCapNoch keine Bewertungen
- The Motion of ColorDokument6 SeitenThe Motion of Colorapi-374832521Noch keine Bewertungen
- Raw Materials-IronDokument22 SeitenRaw Materials-IronAilson Silva AlvesNoch keine Bewertungen
- Drain Cleaner: Safety Data SheetDokument5 SeitenDrain Cleaner: Safety Data SheetSuresh SubbuNoch keine Bewertungen
- Phenol SDokument9 SeitenPhenol SAnonymous 8rsxG4Noch keine Bewertungen
- Air Conditioning EquipmentsDokument31 SeitenAir Conditioning EquipmentsamarparimiNoch keine Bewertungen
- Lampara de Fotocurado Bluephase MCDokument72 SeitenLampara de Fotocurado Bluephase MCErika PinillosNoch keine Bewertungen
- Exercises: Not One of The Possible Answers ListedDokument12 SeitenExercises: Not One of The Possible Answers ListedSarah ChoiNoch keine Bewertungen
- REPORTDokument31 SeitenREPORTUnique Boss50% (2)
- LK Priceguide2003Dokument24 SeitenLK Priceguide2003Praveen PrabhakaranNoch keine Bewertungen
- SemDokument1 SeiteSemjakelowNoch keine Bewertungen
- Tisu Neural Neurofisiologi Neuron Neuroglia Terminologi SarafDokument141 SeitenTisu Neural Neurofisiologi Neuron Neuroglia Terminologi SarafRainne LeeNoch keine Bewertungen
- Specifications: Customer Item Model Name Part No DateDokument11 SeitenSpecifications: Customer Item Model Name Part No Datejoroma58Noch keine Bewertungen
- Totalenergies PaperDokument2 SeitenTotalenergies PaperJulian Dario Galarza InsfranNoch keine Bewertungen
- What Pipeliners Need To Know About Induction Bends PDFDokument20 SeitenWhat Pipeliners Need To Know About Induction Bends PDFmarcos2dami2o2de2azeNoch keine Bewertungen
- Indian Regulations On Food PackgingDokument20 SeitenIndian Regulations On Food PackgingchoudhurykisanNoch keine Bewertungen