Das könnte Ihnen auch gefallen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- Detailed Engineering Design PhaseDokument8 SeitenDetailed Engineering Design Phaserenjithv_494% (18)
- Detailed Engineering Design PhaseDokument8 SeitenDetailed Engineering Design Phaserenjithv_494% (18)
- AutoPIPE Pipe Stress Analysis - TutorialDokument198 SeitenAutoPIPE Pipe Stress Analysis - Tutorialaprabhakar15100% (6)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Learning Express Just in Time Vocabulary - 223pDokument223 SeitenLearning Express Just in Time Vocabulary - 223pmariecurie08100% (1)
- Spreadsheet Calculations of Thermodynamic PropertiesDokument14 SeitenSpreadsheet Calculations of Thermodynamic PropertiesKALATUSNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Build Your Own RobotDokument97 SeitenBuild Your Own RobotSaileshResume100% (5)
- PIPE STRESS ANALYSIS USING CAESAR IIDokument90 SeitenPIPE STRESS ANALYSIS USING CAESAR IImsdohar100% (1)
- Eps Manual NissanDokument8 SeitenEps Manual Nissanjoiler pajueloNoch keine Bewertungen
- Design of Weirs and BarragesDokument42 SeitenDesign of Weirs and BarragesDivyaSlp100% (2)
- Offshore Safety Case TrainingDokument114 SeitenOffshore Safety Case TrainingPillai Sreejith100% (131)
- 5 - 109 Interview Questions and Answers - Part 1 of 2Dokument15 Seiten5 - 109 Interview Questions and Answers - Part 1 of 2bhuneshwarNoch keine Bewertungen
- Prepare and Interpret Technical DrawingDokument5 SeitenPrepare and Interpret Technical DrawingDwin Rosco75% (4)
- Design of Three Span Steel Composite FlyoverDokument85 SeitenDesign of Three Span Steel Composite FlyoverStructural SpreadsheetsNoch keine Bewertungen
- What Is XRF ?: Prepared by Lusi Mustika SariDokument34 SeitenWhat Is XRF ?: Prepared by Lusi Mustika SariBayuNoch keine Bewertungen
- Analysis of Rack and Pinion Using AnsysDokument21 SeitenAnalysis of Rack and Pinion Using AnsysTejas Prakash100% (1)
- Steel - Equivalent GradesDokument17 SeitenSteel - Equivalent Gradessmsett100% (5)
- Alcohols, Phenols and Ethers Worksheet Answer Grade 12Dokument6 SeitenAlcohols, Phenols and Ethers Worksheet Answer Grade 12sethu100% (1)
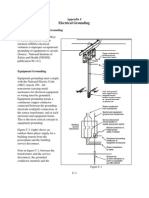
- Electrical Grounding - NecDokument7 SeitenElectrical Grounding - NecWaldemar Yepes CampuzanoNoch keine Bewertungen
- Electrical Grounding - NecDokument7 SeitenElectrical Grounding - NecWaldemar Yepes CampuzanoNoch keine Bewertungen
- ErpDokument49 SeitenErpmsdoharNoch keine Bewertungen
- Decree Sets Noise Level StandardsDokument7 SeitenDecree Sets Noise Level StandardsmsdoharNoch keine Bewertungen
- AISC Shapes TablesDokument64 SeitenAISC Shapes TablesJose ManuelNoch keine Bewertungen
- Robotics .Engineering.-.Robot - Builders.guideDokument258 SeitenRobotics .Engineering.-.Robot - Builders.guidemsdoharNoch keine Bewertungen
- Hot Rolled Cat Issue5 Feb2010Dokument28 SeitenHot Rolled Cat Issue5 Feb2010Aman Kumar AggarwalNoch keine Bewertungen
- Data Sheet Width Flange BeamDokument32 SeitenData Sheet Width Flange BeamIrvan IskandarNoch keine Bewertungen
- AISC Shapes TablesDokument64 SeitenAISC Shapes TablesJose ManuelNoch keine Bewertungen
- CatalogDokument57 SeitenCatalogGabriel Lopez BarajasNoch keine Bewertungen
- American Flange BeamDokument7 SeitenAmerican Flange BeamAbu RaeesNoch keine Bewertungen
- American Flange BeamDokument7 SeitenAmerican Flange BeamAbu RaeesNoch keine Bewertungen
- Dynamixel GuideDokument7 SeitenDynamixel GuidemsdoharNoch keine Bewertungen
- External Bending Movement TightnessDokument16 SeitenExternal Bending Movement TightnessmsdoharNoch keine Bewertungen
- 20 Tips On Prevention of Slagging - CombinedDokument2 Seiten20 Tips On Prevention of Slagging - Combinedsaisssms9116Noch keine Bewertungen
- Paper by BhattacharjeeDokument15 SeitenPaper by BhattacharjeemsdoharNoch keine Bewertungen
- 20 Tips On Prevention of Slagging - CombinedDokument2 Seiten20 Tips On Prevention of Slagging - Combinedsaisssms9116Noch keine Bewertungen
- 16042Dokument22 Seiten16042msdoharNoch keine Bewertungen
- 30 Slides 0 3 MWZanderDokument18 Seiten30 Slides 0 3 MWZandermsdoharNoch keine Bewertungen
- Influence of Ring-Stiffeners On Buckling Behavior of Pipelines UnderDokument16 SeitenInfluence of Ring-Stiffeners On Buckling Behavior of Pipelines UnderSUBHASHNoch keine Bewertungen
- State Standards: Common CoreDokument24 SeitenState Standards: Common CoreEddy R. VélezNoch keine Bewertungen
- Effect of Temperature on Chemical ReactionDokument8 SeitenEffect of Temperature on Chemical ReactionnajihahNoch keine Bewertungen
- QPCR Analysis DifferentlyDokument12 SeitenQPCR Analysis DifferentlyIan SaundersNoch keine Bewertungen
- 11.numerical DifferentiationDokument20 Seiten11.numerical DifferentiationAbdulselam AbdurahmanNoch keine Bewertungen
- Matrix Inversion Note in Mathematics MagazineDokument2 SeitenMatrix Inversion Note in Mathematics Magazinejuan carlos molano toroNoch keine Bewertungen
- IJETR032052Dokument6 SeitenIJETR032052erpublicationNoch keine Bewertungen
- XI-Opt. Syllabus (2023-24)Dokument29 SeitenXI-Opt. Syllabus (2023-24)INDERDEEPNoch keine Bewertungen
- Oracle Database JDBC Developer Guide and ReferenceDokument432 SeitenOracle Database JDBC Developer Guide and Referenceapi-25919427100% (1)
- Methodology of Event StudiesDokument4 SeitenMethodology of Event Studieshaichellam5577Noch keine Bewertungen
- Is 4410 9 1982 PDFDokument25 SeitenIs 4410 9 1982 PDFSameer Singh PatelNoch keine Bewertungen
- Effect of Bond Administration On Construction Project DeliveryDokument7 SeitenEffect of Bond Administration On Construction Project DeliveryOlefile Mark MolokoNoch keine Bewertungen
- Brake SystemDokument19 SeitenBrake SystemSudarshan NepalNoch keine Bewertungen
- Sling PsychrometerDokument8 SeitenSling PsychrometerPavaniNoch keine Bewertungen
- Compressed Air Operated Vacuum Waste Removal: Systems and ComponentsDokument20 SeitenCompressed Air Operated Vacuum Waste Removal: Systems and ComponentsDaniel RukawaNoch keine Bewertungen
- 1-Newton Second Law-ForMATDokument5 Seiten1-Newton Second Law-ForMATVAIBHAV KUMARNoch keine Bewertungen
- CHEM F111: General Chemistry II-Semester Lecture 35 (12-04-2019Dokument20 SeitenCHEM F111: General Chemistry II-Semester Lecture 35 (12-04-2019Rachit ShahNoch keine Bewertungen
- Introduction To Business Statistics: ProbabilityDokument2 SeitenIntroduction To Business Statistics: ProbabilityNghĩa PhùngNoch keine Bewertungen
- JasminDokument125 SeitenJasminudoraboxNoch keine Bewertungen
- Guide For Scavenge InspectionDokument36 SeitenGuide For Scavenge InspectionNeelakantan SankaranarayananNoch keine Bewertungen
- Renormalization Group: Applications in Statistical PhysicsDokument37 SeitenRenormalization Group: Applications in Statistical PhysicsJaime Feliciano HernándezNoch keine Bewertungen
- The Alveolar Gas EquationDokument4 SeitenThe Alveolar Gas Equationstewart_fNoch keine Bewertungen
- Chapter 1Dokument11 SeitenChapter 1bekemaNoch keine Bewertungen