Das könnte Ihnen auch gefallen
- ReceivablesDokument17 SeitenReceivablesJaspreet GillNoch keine Bewertungen
- Mas QuestionsDokument2 SeitenMas QuestionsEll VNoch keine Bewertungen
- Test Bank Advanced Accounting 3e by Jeter 05 ChapterDokument22 SeitenTest Bank Advanced Accounting 3e by Jeter 05 Chapterkevin galandeNoch keine Bewertungen
- CMPC 131 Finals Quiz 1 Short Term AY 2018 2019 SolutionDokument4 SeitenCMPC 131 Finals Quiz 1 Short Term AY 2018 2019 SolutionAlinah AquinoNoch keine Bewertungen
- Chapter 4Dokument65 SeitenChapter 4NCTNoch keine Bewertungen
- INTACC1 Chap 1 9Dokument14 SeitenINTACC1 Chap 1 9Rommel estrellado100% (1)
- Corporate Officers: 2. All Are Methods of Voting Except: Methods of VotingDokument44 SeitenCorporate Officers: 2. All Are Methods of Voting Except: Methods of VotingNicolas BrentNoch keine Bewertungen
- Cost Volume Profit Analysis Review NotesDokument10 SeitenCost Volume Profit Analysis Review NotesAlexis Kaye DayagNoch keine Bewertungen
- Pre-Quali - 2016 - Financial - Acctg. - Level - 1 - Answers - Docx Filename UTF-8''Pre-quali 2016 Financial Acctg. (Level 1) - AnswersDokument10 SeitenPre-Quali - 2016 - Financial - Acctg. - Level - 1 - Answers - Docx Filename UTF-8''Pre-quali 2016 Financial Acctg. (Level 1) - AnswersReve Joy Eco IsagaNoch keine Bewertungen
- Mas 09 - Working CapitalDokument7 SeitenMas 09 - Working CapitalCarl Angelo LopezNoch keine Bewertungen
- AE 23 - Short Term Decisions - Accounting InformationsDokument13 SeitenAE 23 - Short Term Decisions - Accounting InformationsAzureBlazeNoch keine Bewertungen
- Chapter 19 Professional EthicsDokument26 SeitenChapter 19 Professional EthicsSavya SachiNoch keine Bewertungen
- Cost-Volume-Profit Analysis: 2,000 Units and $100,000 of RevenuesDokument14 SeitenCost-Volume-Profit Analysis: 2,000 Units and $100,000 of RevenuesMa. Alexandra Teddy BuenNoch keine Bewertungen
- Quiz2 ParCorDokument8 SeitenQuiz2 ParCorStephanie gasparNoch keine Bewertungen
- Cost Accounting & Control Final ExaminationDokument6 SeitenCost Accounting & Control Final ExaminationAlexandra Nicole IsaacNoch keine Bewertungen
- 401 Chap13 Flashcards - QuizletDokument8 Seiten401 Chap13 Flashcards - QuizletJaceNoch keine Bewertungen
- Exercise 1 For Time Value of MoneyDokument8 SeitenExercise 1 For Time Value of MoneyChris tine Mae MendozaNoch keine Bewertungen
- Handout ReceivablesDokument4 SeitenHandout ReceivablesTsukishima KeiNoch keine Bewertungen
- MAS - 1416 Profit Planning - CVP AnalysisDokument24 SeitenMAS - 1416 Profit Planning - CVP AnalysisAzureBlazeNoch keine Bewertungen
- Absorption and Variable CostingDokument11 SeitenAbsorption and Variable CostingalliahnahNoch keine Bewertungen
- Budgeting - Notes Summary PDFDokument50 SeitenBudgeting - Notes Summary PDFBhupendra SinghNoch keine Bewertungen
- Effect of Gross Inadequacy of Price in Involuntary or Execution SalesDokument2 SeitenEffect of Gross Inadequacy of Price in Involuntary or Execution SalesrnvrovrnsNoch keine Bewertungen
- Dol & DFLDokument17 SeitenDol & DFLDannaNoch keine Bewertungen
- FAR 103 ACCOUNTING FOR RECEIVABLES AND NOTES RECEIVABLE PDF PDFDokument4 SeitenFAR 103 ACCOUNTING FOR RECEIVABLES AND NOTES RECEIVABLE PDF PDFvhhhNoch keine Bewertungen
- DocxDokument40 SeitenDocxJamaica DavidNoch keine Bewertungen
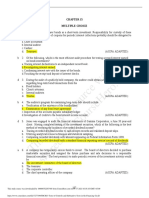
- This Study Resource Was: Multiple ChoiceDokument6 SeitenThis Study Resource Was: Multiple ChoiceNicah AcojonNoch keine Bewertungen
- Contract Accounting Journal EntriesDokument3 SeitenContract Accounting Journal Entrieskawasakidude21100% (2)
- Intacc 3Dokument102 SeitenIntacc 3sofiaNoch keine Bewertungen
- Toaz - Info Quiz 3 PRDokument25 SeitenToaz - Info Quiz 3 PRAprille Xay TupasNoch keine Bewertungen
- TB - Chapter05 - RISK AND RATES OF RETURNDokument86 SeitenTB - Chapter05 - RISK AND RATES OF RETURNĐặng Văn TânNoch keine Bewertungen
- Bus Combination 2Dokument8 SeitenBus Combination 2Angelica AllanicNoch keine Bewertungen
- Abc Costing IllustratedDokument2 SeitenAbc Costing IllustratedBryan FloresNoch keine Bewertungen
- Mas 2605Dokument6 SeitenMas 2605John Philip CastroNoch keine Bewertungen
- Receipt and Disposition of InventoriesDokument5 SeitenReceipt and Disposition of InventoriesWawex DavisNoch keine Bewertungen
- Practice Set - Cost BehaviorDokument2 SeitenPractice Set - Cost BehaviorPotie RhymeszNoch keine Bewertungen
- MODULE 2 CVP AnalysisDokument8 SeitenMODULE 2 CVP Analysissharielles /Noch keine Bewertungen
- Smarts - Fs AnalysisDokument11 SeitenSmarts - Fs AnalysisKarlo D. ReclaNoch keine Bewertungen
- Audit of Cash Consolidated Valix ProblemsDokument7 SeitenAudit of Cash Consolidated Valix ProblemsJulie Mae Caling MalitNoch keine Bewertungen
- Cost Accounting Quiz 6 - Joint CostDokument5 SeitenCost Accounting Quiz 6 - Joint CostSheenNoch keine Bewertungen
- First Exam Review WithSolutionDokument6 SeitenFirst Exam Review WithSolutionLexter Dave C EstoqueNoch keine Bewertungen
- Accounting For LaborDokument1 SeiteAccounting For LaborkwekwkNoch keine Bewertungen
- ADDITIONAL PROBLEMS Variable and Absorption and ABCDokument2 SeitenADDITIONAL PROBLEMS Variable and Absorption and ABCkaizen shinichiNoch keine Bewertungen
- Dry RunDokument5 SeitenDry RunMarc MagbalonNoch keine Bewertungen
- Quiz4-Responsibilityacctg TP BalscoreDokument5 SeitenQuiz4-Responsibilityacctg TP BalscoreRambell John RodriguezNoch keine Bewertungen
- p2 ReviewerDokument14 Seitenp2 Reviewerirish solimanNoch keine Bewertungen
- HOME OFFICE AND BRANCH ACCOUNTING ExprobDokument9 SeitenHOME OFFICE AND BRANCH ACCOUNTING ExprobJenaz Albert CorralesNoch keine Bewertungen
- Compound Financial InstrumentDokument10 SeitenCompound Financial Instrumentkrisha milloNoch keine Bewertungen
- P2 BautistaDokument8 SeitenP2 BautistaMedalla NikkoNoch keine Bewertungen
- Final Preboard May 08Dokument21 SeitenFinal Preboard May 08Ray Allen PabiteroNoch keine Bewertungen
- Finals Financial ManagementDokument22 SeitenFinals Financial Managementsammie helsonNoch keine Bewertungen
- Chapter 4-Differential Analysis (Q)Dokument10 SeitenChapter 4-Differential Analysis (Q)Vanessa HaliliNoch keine Bewertungen
- AFAR 2 SyllabusDokument11 SeitenAFAR 2 SyllabusLawrence YusiNoch keine Bewertungen
- Quiz 6 Inventory ManagementDokument6 SeitenQuiz 6 Inventory ManagementCindy Jane OmillioNoch keine Bewertungen
- PRACTICAL ACCOUNTING 1 Part 2Dokument9 SeitenPRACTICAL ACCOUNTING 1 Part 2Sophia Christina BalagNoch keine Bewertungen
- Cash and Cash Equivalents - REVIEWERDokument15 SeitenCash and Cash Equivalents - REVIEWERLark Kent TagleNoch keine Bewertungen
- Ifrs 9 Debt Investment IllustrationDokument9 SeitenIfrs 9 Debt Investment IllustrationVatchdemonNoch keine Bewertungen
- Activity 3Dokument3 SeitenActivity 3Alexis Kaye DayagNoch keine Bewertungen
- Lupisan-Baysa PDFDokument206 SeitenLupisan-Baysa PDFRicart Von LauretaNoch keine Bewertungen
- PRELEC1 Final ExamDokument4 SeitenPRELEC1 Final ExamAramina Cabigting BocNoch keine Bewertungen
- 15 Guidance Notes On Standard CostingDokument49 Seiten15 Guidance Notes On Standard Costingbcpl_nishikantNoch keine Bewertungen
- UPU CatalogueStandardsCatalogueOfUpuStandardsEnDokument28 SeitenUPU CatalogueStandardsCatalogueOfUpuStandardsEntrujillo66@yahooNoch keine Bewertungen
- MX2 Multi Function Manual en 201010Dokument463 SeitenMX2 Multi Function Manual en 201010gori-rNoch keine Bewertungen
- Thesis For Henry FordDokument6 SeitenThesis For Henry Fordcarolinafoxpembrokepines100% (2)
- Designation ASTM E1368 14Dokument14 SeitenDesignation ASTM E1368 14Haryono MrNoch keine Bewertungen
- 1625 de Das 001Dokument7 Seiten1625 de Das 001Leonardo Alvarez100% (1)
- Renault Nissan AllianceDokument5 SeitenRenault Nissan AllianceColin Farley100% (1)
- Nokia Case StudyDokument17 SeitenNokia Case Studynimishasharma11Noch keine Bewertungen
- Autodesk 04-10-2011Dokument336 SeitenAutodesk 04-10-2011Vladimir ShulinNoch keine Bewertungen
- Project InitiationDokument34 SeitenProject InitiationJ. VinceNoch keine Bewertungen
- The Requirement For Effective Military Training: LT Col Nigel Gallier British Liaison Officer - STRICOMDokument60 SeitenThe Requirement For Effective Military Training: LT Col Nigel Gallier British Liaison Officer - STRICOMnigelgallierNoch keine Bewertungen
- SAP Business OneDokument8 SeitenSAP Business OneCrave InfotechNoch keine Bewertungen
- Intro To Lean ManufacturingDokument46 SeitenIntro To Lean ManufacturingSharonz Muthuveeran100% (3)
- Usg Ceilings Systems Catalog en SC2000Dokument302 SeitenUsg Ceilings Systems Catalog en SC2000R Kar HeinNoch keine Bewertungen
- Zclassic - Investors GuideDokument12 SeitenZclassic - Investors GuideAnthonyNoch keine Bewertungen
- BS en 00259-1-2001Dokument14 SeitenBS en 00259-1-2001Harun ARIKNoch keine Bewertungen
- GDST 1241 ManualDokument24 SeitenGDST 1241 ManualLida PerezNoch keine Bewertungen
- Airblue: Flying On Wings of Web: Ust Institute of Management SciencesDokument12 SeitenAirblue: Flying On Wings of Web: Ust Institute of Management Sciencesnika420Noch keine Bewertungen
- Is 17406 - 2020 Transportation, Storage, Installation and Tensioning of Wire Ropes For Passenger Ropeway - Code of PracticeDokument12 SeitenIs 17406 - 2020 Transportation, Storage, Installation and Tensioning of Wire Ropes For Passenger Ropeway - Code of PracticeSandeep Kumar JaiswalNoch keine Bewertungen
- Wilderness 1500 X Study Plans Complete A 4Dokument29 SeitenWilderness 1500 X Study Plans Complete A 4Anonymous eiCiKcVkNoch keine Bewertungen
- Application of Lean in Caterpillar IncDokument6 SeitenApplication of Lean in Caterpillar IncAyush GautamNoch keine Bewertungen
- Activity Based CostingDokument20 SeitenActivity Based CostingPrashanth DarNoch keine Bewertungen
- Industrial SpecialtiesDokument103 SeitenIndustrial SpecialtiesRahul ThekkiniakathNoch keine Bewertungen
- Y To X Problem Solving With Shainin PDFDokument16 SeitenY To X Problem Solving With Shainin PDFcpsinasNoch keine Bewertungen
- PVC Pipes & Fittings ManufacturerDokument5 SeitenPVC Pipes & Fittings ManufacturershandgroupNoch keine Bewertungen
- XO CookbookDokument47 SeitenXO CookbookDavid CarballidoNoch keine Bewertungen
- Design Research Guide (Arch. Sampan)Dokument40 SeitenDesign Research Guide (Arch. Sampan)crono66Noch keine Bewertungen
- Catalogo GuardianDokument24 SeitenCatalogo GuardianTANIA0% (1)
- Manufacturing AR ARC TCS Helps Cummins MES 0412Dokument4 SeitenManufacturing AR ARC TCS Helps Cummins MES 0412Vignesh RajaramNoch keine Bewertungen
- MPU-6050 ImplementationDokument4 SeitenMPU-6050 ImplementationМилан ПејковићNoch keine Bewertungen
- Job Description For QA Automation EngineerDokument1 SeiteJob Description For QA Automation EngineerRam RaiNoch keine Bewertungen