Das könnte Ihnen auch gefallen
- Metco105TechnicalBulletin PDFDokument8 SeitenMetco105TechnicalBulletin PDF張政雄100% (1)
- Creative WritingDokument2 SeitenCreative WritingSharmaine AsoyNoch keine Bewertungen
- Microsoft PowerPoint - Deloro Stellite Advances in Wear Resistant Alloys and Products PDFDokument56 SeitenMicrosoft PowerPoint - Deloro Stellite Advances in Wear Resistant Alloys and Products PDFamitNoch keine Bewertungen
- Yoga E Book 2016 PDFDokument120 SeitenYoga E Book 2016 PDFVivekanandan Selvaganapathy100% (1)
- Yoga E Book 2016 PDFDokument120 SeitenYoga E Book 2016 PDFVivekanandan Selvaganapathy100% (1)
- 1052-E0764a Olive Green 399Dokument2 Seiten1052-E0764a Olive Green 399christianNoch keine Bewertungen
- Stainless steel electrode AWS specifications guideDokument11 SeitenStainless steel electrode AWS specifications guideTito FernandezNoch keine Bewertungen
- Hardfacing Solutions For Oil Gas Applications V1Dokument25 SeitenHardfacing Solutions For Oil Gas Applications V1gacm98100% (1)
- Heat Treatment: Prepared by Approved byDokument20 SeitenHeat Treatment: Prepared by Approved byBhanu Pratap ChoudhuryNoch keine Bewertungen
- 904LDokument5 Seiten904LManish542Noch keine Bewertungen
- Murex Arc Gas Conumables 3Dokument58 SeitenMurex Arc Gas Conumables 3cfcshaker100% (1)
- 1.9.1.2-ALCRO - Arc Sprayed Iron-Chrome-Aluminum WireDokument4 Seiten1.9.1.2-ALCRO - Arc Sprayed Iron-Chrome-Aluminum WirechonubobbyNoch keine Bewertungen
- Iso 228 1 2000Dokument9 SeitenIso 228 1 2000Ulvi NebiyevNoch keine Bewertungen
- Outokumpu Stainless Steel HandbookDokument47 SeitenOutokumpu Stainless Steel Handbookhalder_kalyan9216Noch keine Bewertungen
- Laser Communications Offer High-Performance Inter-Satellite LinksDokument18 SeitenLaser Communications Offer High-Performance Inter-Satellite LinksAnukriti LeeNoch keine Bewertungen
- Sae j429 Vs Astm A354 BDDokument2 SeitenSae j429 Vs Astm A354 BDAdam GordonNoch keine Bewertungen
- Amdry 301 10-649Dokument6 SeitenAmdry 301 10-649JSH100Noch keine Bewertungen
- Super Duplex Stainless Steel: Excellent Engineering SolutionsDokument4 SeitenSuper Duplex Stainless Steel: Excellent Engineering SolutionsTXUSNoch keine Bewertungen
- Advanced Coating Solutions For The OilDokument4 SeitenAdvanced Coating Solutions For The OilManivannanMudhaliarNoch keine Bewertungen
- Fabricating of Hastelloy Corrosion Resistant Alloys of HaynesDokument40 SeitenFabricating of Hastelloy Corrosion Resistant Alloys of HayneszuudeeNoch keine Bewertungen
- 16E Parameters-1Dokument13 Seiten16E Parameters-1Remco Van Den BergNoch keine Bewertungen
- Fabricating Inconel Alloy 625LCFDokument8 SeitenFabricating Inconel Alloy 625LCFDet100% (2)
- CBL Training ReportDokument12 SeitenCBL Training ReportSwapnil Modak100% (1)
- 8602 BookDokument240 Seiten8602 BookSohail100% (2)
- ASTM A213 T22 ASME SA213 T22 Specification - 3 PDFDokument6 SeitenASTM A213 T22 ASME SA213 T22 Specification - 3 PDFbagus asmoroNoch keine Bewertungen
- Hard Chrome ReplacementDokument7 SeitenHard Chrome ReplacementPhu, Le HuuNoch keine Bewertungen
- Katja Kruckeberg, Wolfgang Amann, Mike Green-Leadership and Personal Development - A Toolbox For The 21st Century Professional-Information Age Publishing (2011)Dokument383 SeitenKatja Kruckeberg, Wolfgang Amann, Mike Green-Leadership and Personal Development - A Toolbox For The 21st Century Professional-Information Age Publishing (2011)MariaIoanaTelecan100% (1)
- Astralloy-V: Abrasion and Impact Resistant, Air Hardened Wear SteelDokument2 SeitenAstralloy-V: Abrasion and Impact Resistant, Air Hardened Wear SteelJRodengineerNoch keine Bewertungen
- Astm A694 F65Dokument1 SeiteAstm A694 F65Anonymous oVRvsdWzfB100% (2)
- Subsea Materials Specification for Low Alloy Steel ForgingsDokument14 SeitenSubsea Materials Specification for Low Alloy Steel ForgingsJones Pereira Neto100% (1)
- Chemistry and Metallurgy: Second Revised and Enlarged EditionVon EverandChemistry and Metallurgy: Second Revised and Enlarged EditionA. SherryNoch keine Bewertungen
- 041 TS Hardox 550 in The Workshop UKDokument5 Seiten041 TS Hardox 550 in The Workshop UKNguyen Duc DungNoch keine Bewertungen
- Hastelloy B3 / Alloy B3 / UNS N10675 / DIN 2.4600Dokument3 SeitenHastelloy B3 / Alloy B3 / UNS N10675 / DIN 2.4600SamkitNoch keine Bewertungen
- SULZER CastMaterials - E00510Dokument5 SeitenSULZER CastMaterials - E00510nhirpara1Noch keine Bewertungen
- Cavitec GMA RecomendDokument2 SeitenCavitec GMA RecomendmaguenhoyosNoch keine Bewertungen
- Wall Colmonoy Surfacing Alloys Selector ChartDokument3 SeitenWall Colmonoy Surfacing Alloys Selector Chartmp87_ingNoch keine Bewertungen
- Aisi 4140 Alloy Steel (Uns g41400)Dokument4 SeitenAisi 4140 Alloy Steel (Uns g41400)Deepak ChaurasiaNoch keine Bewertungen
- Material Datea 2.4602Dokument3 SeitenMaterial Datea 2.4602Charwin XiaoNoch keine Bewertungen
- Material Product Data Sheet Tungsten Carbide SulzerDokument4 SeitenMaterial Product Data Sheet Tungsten Carbide SulzerMarcelino Navarrete EvaristoNoch keine Bewertungen
- Kobelco Low Alloy SteelDokument5 SeitenKobelco Low Alloy Steeltiffanyyy00Noch keine Bewertungen
- EN 12070 EN 12070 EN 12070 EN 12070: Exam Exam Exam Example Ple Ple Ple:::: TG 215 TG 215 TG 215 TG 215Dokument2 SeitenEN 12070 EN 12070 EN 12070 EN 12070: Exam Exam Exam Example Ple Ple Ple:::: TG 215 TG 215 TG 215 TG 215spaljeniNoch keine Bewertungen
- Special Alloys and Overmatched Welding Products SolveDokument14 SeitenSpecial Alloys and Overmatched Welding Products SolveBhanu Pratap ChoudhuryNoch keine Bewertungen
- Materiales SM HVOFDokument18 SeitenMateriales SM HVOFAnonymous PJP78mSxNoch keine Bewertungen
- Astm A269Dokument5 SeitenAstm A269Jose M-hNoch keine Bewertungen
- Materials Guide for Over 50 AlloysDokument8 SeitenMaterials Guide for Over 50 AlloysMark RomeroNoch keine Bewertungen
- Comparison List Copper Bronze 2011 1Dokument7 SeitenComparison List Copper Bronze 2011 1NaldoVicenteNoch keine Bewertungen
- Metrode Welding Consumables For P92 and T23 Creep Resisting SteelsDokument17 SeitenMetrode Welding Consumables For P92 and T23 Creep Resisting SteelsClaudia MmsNoch keine Bewertungen
- Metco 470AW 10-632Dokument8 SeitenMetco 470AW 10-632JSH100Noch keine Bewertungen
- Hardcarb - Consumables PDFDokument41 SeitenHardcarb - Consumables PDFJimit ShahNoch keine Bewertungen
- Thermal Spray Materials Guide 022006 PDFDokument176 SeitenThermal Spray Materials Guide 022006 PDFHemant BhatnagarNoch keine Bewertungen
- Consumable and Welding of Modified 9 Cr-1M0 Steel PDFDokument4 SeitenConsumable and Welding of Modified 9 Cr-1M0 Steel PDFmahmoud_allam3Noch keine Bewertungen
- Stainless Steel GX4CrNi13-4 Material Data SheetDokument5 SeitenStainless Steel GX4CrNi13-4 Material Data SheetAlex007Noch keine Bewertungen
- Hydrogen Embrittlement - What It Looks Like PDFDokument2 SeitenHydrogen Embrittlement - What It Looks Like PDFAdnan SheikhNoch keine Bewertungen
- TSADokument44 SeitenTSAdraj1875977Noch keine Bewertungen
- 18 Ni CR Mo 5Dokument2 Seiten18 Ni CR Mo 5lavius_mNoch keine Bewertungen
- B Boehler X 70-IG de en 5Dokument1 SeiteB Boehler X 70-IG de en 5Jorge RushNoch keine Bewertungen
- DSMTS 0005 3 AlODokument4 SeitenDSMTS 0005 3 AlOSimanchal KarNoch keine Bewertungen
- High Carbon Steel Shot GritDokument2 SeitenHigh Carbon Steel Shot Gritabdulaziz mohammedNoch keine Bewertungen
- BOC 216295 GeneralGasesBrochure AUS v12Dokument28 SeitenBOC 216295 GeneralGasesBrochure AUS v12idontlikeebooksNoch keine Bewertungen
- Technical Monograph 39: A Reliable Base For High Nickel EquipmentDokument8 SeitenTechnical Monograph 39: A Reliable Base For High Nickel EquipmentAnkit GarachNoch keine Bewertungen
- Astm A 148 Cast SteelDokument4 SeitenAstm A 148 Cast SteelVernon Jiménez Fonseca100% (1)
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceVon EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNoch keine Bewertungen
- Welding ProcessesDokument28 SeitenWelding ProcessesAnaswarpsNoch keine Bewertungen
- Kennametal Stellite - Cored Weld Wire DatasheetDokument2 SeitenKennametal Stellite - Cored Weld Wire DatasheetharikrishnanNoch keine Bewertungen
- Lincoln, TECHALLOY® 606 (c14107)Dokument2 SeitenLincoln, TECHALLOY® 606 (c14107)RodrigoNoch keine Bewertungen
- Ferrites and AccessoriesDokument10 SeitenFerrites and AccessoriesFrancisco ViglusNoch keine Bewertungen
- TDS - Nimrod C276KSDokument1 SeiteTDS - Nimrod C276KSImmalatulhusnaNoch keine Bewertungen
- By Authority of Legally Binding Document: The United States of AmericaDokument22 SeitenBy Authority of Legally Binding Document: The United States of AmericaGovindarajalu PadmanabhanNoch keine Bewertungen
- 849SalesTalk 1 PDFDokument3 Seiten849SalesTalk 1 PDFRahul SharmaNoch keine Bewertungen
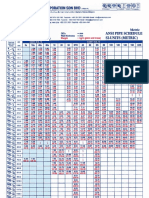
- ANSI Pipe ScheduleDokument2 SeitenANSI Pipe ScheduleGovindarajalu Padmanabhan100% (2)
- Hardness Conversion ChartDokument1 SeiteHardness Conversion ChartGovindarajalu PadmanabhanNoch keine Bewertungen
- Api Spec 16a Drill ThroughDokument9 SeitenApi Spec 16a Drill ThroughDaniel Sp Sitompul100% (1)
- E 2593-16 Electrode PDFDokument1 SeiteE 2593-16 Electrode PDFGovindarajalu PadmanabhanNoch keine Bewertungen
- Sambath YogaDokument1 SeiteSambath YogaGovindarajalu PadmanabhanNoch keine Bewertungen
- Mott-T-5901-Equipment ListDokument17 SeitenMott-T-5901-Equipment ListGovindarajalu PadmanabhanNoch keine Bewertungen
- Z-qualities/Z-testing: "Lamellar Tearing"Dokument2 SeitenZ-qualities/Z-testing: "Lamellar Tearing"Govindarajalu PadmanabhanNoch keine Bewertungen
- Cropprotectionequipment-Rocker Sprayer - Specification (: Indian StandardDokument9 SeitenCropprotectionequipment-Rocker Sprayer - Specification (: Indian Standardgini associatesNoch keine Bewertungen
- 07-02-2023 MS QLNDokument3 Seiten07-02-2023 MS QLNSummaaaaNoch keine Bewertungen
- Aw MD700 Manual G10 150706Dokument73 SeitenAw MD700 Manual G10 150706Heraldo Ulguim Luis OliveiraNoch keine Bewertungen
- MD SHAFIUL ISLAM 沙菲 ID;20183290290Dokument23 SeitenMD SHAFIUL ISLAM 沙菲 ID;20183290290SHAFIUL SETUNoch keine Bewertungen
- Keynote Proficient End-Of-Course Test BDokument7 SeitenKeynote Proficient End-Of-Course Test Bana maria csalinasNoch keine Bewertungen
- A Study On Financial Performance of Small and MediumDokument9 SeitenA Study On Financial Performance of Small and Mediumtakele petrosNoch keine Bewertungen
- Green Screen Background Remover Using CV SystemDokument20 SeitenGreen Screen Background Remover Using CV SystemSubhamNoch keine Bewertungen
- 13 Nilufer-CaliskanDokument7 Seiten13 Nilufer-Caliskanab theproNoch keine Bewertungen
- Global Financial Reporting Convergence: A Study of The Adoption of International Financial Reporting Standards by The Swedish Accountancy ProfessionDokument21 SeitenGlobal Financial Reporting Convergence: A Study of The Adoption of International Financial Reporting Standards by The Swedish Accountancy Professionihda0farhatun0nisakNoch keine Bewertungen
- An Overview On Recognition of State in International LawDokument17 SeitenAn Overview On Recognition of State in International LawRamanah VNoch keine Bewertungen
- TM-1870 AVEVA Everything3D - (2.1) Draw Administration (CN)Dokument124 SeitenTM-1870 AVEVA Everything3D - (2.1) Draw Administration (CN)yuehui niuNoch keine Bewertungen
- Mobile Phone: Service ManualDokument129 SeitenMobile Phone: Service ManualAlexNoch keine Bewertungen
- Influence of Social Studies Education On Ethnic and Religious Tolerance Among National Certificate of Education Students in Kaduna State.Dokument104 SeitenInfluence of Social Studies Education On Ethnic and Religious Tolerance Among National Certificate of Education Students in Kaduna State.Tsauri Sule SalehNoch keine Bewertungen
- CA Ashish Dewani - Resume-1Dokument2 SeitenCA Ashish Dewani - Resume-1Payal JainNoch keine Bewertungen
- A. evolve B. protect C. argue D. resist: Thời gian làm bài: 45 phút, không kể thời gian phát đềDokument5 SeitenA. evolve B. protect C. argue D. resist: Thời gian làm bài: 45 phút, không kể thời gian phát đềPham Thuy HuyenNoch keine Bewertungen
- Educ 1301 Field Experience 1 ThielenDokument4 SeitenEduc 1301 Field Experience 1 Thielenapi-610903961Noch keine Bewertungen
- Veiga Et Al. 2015 - Composition, Structure and Floristic Diversity in Dense Rain Forest inDokument8 SeitenVeiga Et Al. 2015 - Composition, Structure and Floristic Diversity in Dense Rain Forest inYakov Mario QuinterosNoch keine Bewertungen
- CitationCJ4-CB Checklists B v1.2Dokument4 SeitenCitationCJ4-CB Checklists B v1.2Joao Vitor RojasNoch keine Bewertungen
- Atpl Formula MergedDokument74 SeitenAtpl Formula Mergeddsw78jm2mxNoch keine Bewertungen
- List of SDAsDokument4 SeitenList of SDAsAthouba SagolsemNoch keine Bewertungen
- Chapter 2 Fanning EquationDokument9 SeitenChapter 2 Fanning EquationFaisal AyyazNoch keine Bewertungen
- Flap System RiginDokument12 SeitenFlap System RiginHarold Reyes100% (1)
- Basic Facts For Homebooks Stage 7Dokument3 SeitenBasic Facts For Homebooks Stage 7api-311857762Noch keine Bewertungen
- Teodora Sarkizova: Certificate of AchievementDokument2 SeitenTeodora Sarkizova: Certificate of AchievementAbd El-RahmanNoch keine Bewertungen
- Maklumat Vaksinasi: Vaccination DetailsDokument1 SeiteMaklumat Vaksinasi: Vaccination Detailsaccung manNoch keine Bewertungen