Das könnte Ihnen auch gefallen
- PLUVIOMETRIA 125-350 - IrtecDokument2 SeitenPLUVIOMETRIA 125-350 - IrtecCrescenciano HdezNoch keine Bewertungen
- Bemessungshilfen Für Architekten Und Ingenieure: Vorbemessung Von Decken Und UnterzügenDokument10 SeitenBemessungshilfen Für Architekten Und Ingenieure: Vorbemessung Von Decken Und UnterzügenamropqNoch keine Bewertungen
- (DIN 976-2 - 2009-02) - Gewindebolzen - Teil 2 - Metrisches Festsitzgewinde MFSDokument7 Seiten(DIN 976-2 - 2009-02) - Gewindebolzen - Teil 2 - Metrisches Festsitzgewinde MFSNikola ArsovskiNoch keine Bewertungen
- Din 79 2004-10Dokument4 SeitenDin 79 2004-10Naveen Kumar ChauhanNoch keine Bewertungen
- Din 931-2 2009-06Dokument9 SeitenDin 931-2 2009-06thongmuadongNoch keine Bewertungen
- Din 10 e 2008-12 PDFDokument5 SeitenDin 10 e 2008-12 PDFKaraba TihomirNoch keine Bewertungen
- Versuch 1Dokument9 SeitenVersuch 1Oskar Kratochvil (Ozzy)Noch keine Bewertungen
- DIN-EN-20 273 Durchgangslöcher Für Schrauben PDFDokument1 SeiteDIN-EN-20 273 Durchgangslöcher Für Schrauben PDFDajanNoch keine Bewertungen
- 26255748Dokument5 Seiten26255748david.anno2020Noch keine Bewertungen
- Typenstatik FD32 - TabelleDokument1 SeiteTypenstatik FD32 - TabelleAnil Krishna JangitiNoch keine Bewertungen
- Инструкция Al-ko Gte 450 ComfortDokument150 SeitenИнструкция Al-ko Gte 450 ComfortSashaNoch keine Bewertungen
- LTM 1200 1 PDFDokument32 SeitenLTM 1200 1 PDFtolis-gef100% (1)
- Liebherr-LTM 1250Dokument38 SeitenLiebherr-LTM 1250Yigit TandoganNoch keine Bewertungen
- Din 835Dokument9 SeitenDin 835mtanoglu111Noch keine Bewertungen
- (DIN ISO 281 Beiblatt 3 - 2009-07) - Wälzlager - Dynamische Tragzahlen Und Nominelle Lebensdauer - Beiblatt 3 - Bestimmung Des Verunreinigungsbeiwertes Bzw. Der Verschmutzungsklasse Für Wä PDFDokument12 Seiten(DIN ISO 281 Beiblatt 3 - 2009-07) - Wälzlager - Dynamische Tragzahlen Und Nominelle Lebensdauer - Beiblatt 3 - Bestimmung Des Verunreinigungsbeiwertes Bzw. Der Verschmutzungsklasse Für Wä PDFAlbertoNoch keine Bewertungen
- LTM 1055-3.1 (55t Capacity Military Crane)Dokument16 SeitenLTM 1055-3.1 (55t Capacity Military Crane)Vadivel NeelamegamNoch keine Bewertungen
- Din Iso 6106 2006-03Dokument12 SeitenDin Iso 6106 2006-03jhscribdaccNoch keine Bewertungen
- GOED Gehaltstabellen 2020Dokument17 SeitenGOED Gehaltstabellen 2020Tron TronNoch keine Bewertungen
- Pages From DIN 8074 2011-12Dokument1 SeitePages From DIN 8074 2011-12Mohammad FouladiNoch keine Bewertungen
- Liebherr 35TDokument0 SeitenLiebherr 35TAna-Maria SulimanNoch keine Bewertungen
- L22608-I8 Schweisstabellen ROWELD P800-32B 1200-48B 0218Dokument24 SeitenL22608-I8 Schweisstabellen ROWELD P800-32B 1200-48B 0218Arnoud NegraoNoch keine Bewertungen
- 02 SVW 10Dokument2 Seiten02 SVW 10Sándor PetrovicsNoch keine Bewertungen
- Din Spec 45673-3-2014-04Dokument38 SeitenDin Spec 45673-3-2014-04Владимир СмирновNoch keine Bewertungen
- KOSTRA DWD Tabelle S68 Z22Dokument1 SeiteKOSTRA DWD Tabelle S68 Z22keycamNoch keine Bewertungen
- Tabla de Carga LTM 1220-5.1Dokument1 SeiteTabla de Carga LTM 1220-5.1jorgezh5Noch keine Bewertungen
- HPC 40Dokument0 SeitenHPC 40Otto Heinrich WehmannNoch keine Bewertungen
- Vulkan - Nor Mex - TSCHANDokument23 SeitenVulkan - Nor Mex - TSCHANkaizerset5798Noch keine Bewertungen
- Din 938 2012-12Dokument9 SeitenDin 938 2012-12Zoran JovanovicNoch keine Bewertungen
- Din 1025-1 2009-04 PDFDokument5 SeitenDin 1025-1 2009-04 PDFmaguenhoyosNoch keine Bewertungen
- (DIN ISO 4649 - 2014-03) - Elastomere Oder Thermoplastische Elastomere - Bestimmung Des Abriebwiderstandes Mit Einem Gerät Mit Rotierender Zylindertrommel (ISO 4649 - 2010) PDFDokument26 Seiten(DIN ISO 4649 - 2014-03) - Elastomere Oder Thermoplastische Elastomere - Bestimmung Des Abriebwiderstandes Mit Einem Gerät Mit Rotierender Zylindertrommel (ISO 4649 - 2010) PDFpatricioNoch keine Bewertungen
- Din 2510-6 2013-05Dokument9 SeitenDin 2510-6 2013-05sudokuNoch keine Bewertungen
- Liebherr LTM1100-2Dokument22 SeitenLiebherr LTM1100-2lafogueNoch keine Bewertungen
- 2021 Gehaltstabelle GOED Inkl - DAZ 0 2021Dokument16 Seiten2021 Gehaltstabelle GOED Inkl - DAZ 0 2021Tron TronNoch keine Bewertungen
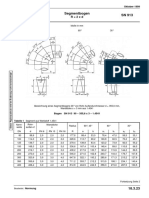
- SN912Dokument2 SeitenSN912Maurício Duarte de AndradeNoch keine Bewertungen
- SN910Dokument2 SeitenSN910Maurício Duarte de AndradeNoch keine Bewertungen
- 01 SVW 8Dokument2 Seiten01 SVW 8Sándor PetrovicsNoch keine Bewertungen
- Protokoll Mathematisches PendelDokument9 SeitenProtokoll Mathematisches PendelSecret_WarriorNoch keine Bewertungen
- Druckerlusttabelle Bez DN NazivaDokument82 SeitenDruckerlusttabelle Bez DN NazivacmarkobubamarkoNoch keine Bewertungen
- (DIN 8093-2-2013-11) - Hartmetall-Maschinen-Reibahlen Mit Zylinderschaft - Teil 2 - NC-ReibahlenDokument7 Seiten(DIN 8093-2-2013-11) - Hartmetall-Maschinen-Reibahlen Mit Zylinderschaft - Teil 2 - NC-ReibahlenWagner BritoNoch keine Bewertungen
- REGULACIONDokument183 SeitenREGULACIONJuan Sebastian Morán PastásNoch keine Bewertungen
- Praktikum FDMDokument55 SeitenPraktikum FDMLudi UshuludinNoch keine Bewertungen
- Din 464 2007-01Dokument6 SeitenDin 464 2007-01Dejan SavicNoch keine Bewertungen
- Din 940Dokument9 SeitenDin 940alifuat duyguNoch keine Bewertungen
- Din 1026-1 2009-09Dokument5 SeitenDin 1026-1 2009-09Martin Urriza VelazquezNoch keine Bewertungen
- Din 2635Dokument2 SeitenDin 2635tiago pintoNoch keine Bewertungen
- CU85b HLDokument2 SeitenCU85b HLIndra SetyaPutraNoch keine Bewertungen
- Carte Tehnica Wilo - Ss - EmuportDokument136 SeitenCarte Tehnica Wilo - Ss - EmuportDana MuresanNoch keine Bewertungen
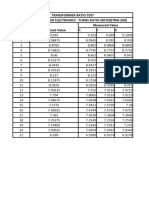
- Transratio TestDokument1 SeiteTransratio TestDhaha RoohullaNoch keine Bewertungen
- Din 1478 2005-09Dokument7 SeitenDin 1478 2005-09ivanov5559100% (1)
- Metrado Redes HuamburqueDokument3 SeitenMetrado Redes HuamburqueOMAR RUIZNoch keine Bewertungen
- Duplo DC-745 Parts CatalogueDokument200 SeitenDuplo DC-745 Parts CatalogueDavid Collins-Cubitt50% (2)
- SN913Dokument2 SeitenSN913Maurício Duarte de AndradeNoch keine Bewertungen
- Arbeitsbuch Einstellungstest RechnenDokument40 SeitenArbeitsbuch Einstellungstest RechnenMentewab EthiopiaNoch keine Bewertungen
- Stratoplast 8Dokument2 SeitenStratoplast 8Dieu LyNoch keine Bewertungen
- Tedom BHKW 05 2020Dokument2 SeitenTedom BHKW 05 2020max müllerNoch keine Bewertungen
- Erg Med M2 H2022Dokument3 SeitenErg Med M2 H2022Michael MeyerNoch keine Bewertungen
- Produktkatalog Ab 2013Dokument338 SeitenProduktkatalog Ab 2013Armin AdemovicNoch keine Bewertungen
- Din 7997Dokument5 SeitenDin 7997Dule JovanovicNoch keine Bewertungen
- Raumakustik in der Oper und im Musical: Raumakustische Optimierung eines Musicaltheaters für eine OpernproduktionVon EverandRaumakustik in der Oper und im Musical: Raumakustische Optimierung eines Musicaltheaters für eine OpernproduktionNoch keine Bewertungen
- Poster Gase Final LowDokument1 SeitePoster Gase Final LowtomasinkaNoch keine Bewertungen
- Heti Beadandó8Dokument6 SeitenHeti Beadandó8Marcell HorváthNoch keine Bewertungen
- D. (Luft) 1255-2d Leitfaden Der Flugnavigation (Auszug)Dokument6 SeitenD. (Luft) 1255-2d Leitfaden Der Flugnavigation (Auszug)erik_xNoch keine Bewertungen
- Du Bist Was Du IsstDokument8 SeitenDu Bist Was Du IsstIrina VadanNoch keine Bewertungen