Das könnte Ihnen auch gefallen
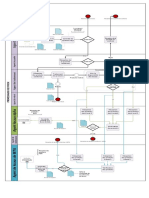
- Diagramme Processus TravauxDokument13 SeitenDiagramme Processus TravauxAbdelghani BouhoucheNoch keine Bewertungen
- Notice D'utilisation Et D'entretien Hawker XFC: FrenchDokument2 SeitenNotice D'utilisation Et D'entretien Hawker XFC: FrenchtoufikNoch keine Bewertungen
- L2 Les ComposantsDokument2 SeitenL2 Les ComposantsBarnoussi ChafikNoch keine Bewertungen
- Procedure Acceptation AgrementDokument4 SeitenProcedure Acceptation AgrementpopaminoNoch keine Bewertungen
- RGC17 Section 03Dokument13 SeitenRGC17 Section 03Serge RinaudoNoch keine Bewertungen
- Schema de Controle QualitéDokument1 SeiteSchema de Controle Qualitézouhir100% (1)
- 2020 - Présentation Génèrale Des Procédures EneoDokument14 Seiten2020 - Présentation Génèrale Des Procédures EneoLaurent NkouamoNoch keine Bewertungen
- PMB 714 - 0Dokument15 SeitenPMB 714 - 0fayssal salvadorNoch keine Bewertungen
- Rapport Visite PV ProDokument3 SeitenRapport Visite PV ProThomas ChevrierNoch keine Bewertungen
- BPMN Processus Gestion de StockDokument1 SeiteBPMN Processus Gestion de StockdaoNoch keine Bewertungen
- Fascicule - 2 - Mode D'emploi - Exemples PDFDokument67 SeitenFascicule - 2 - Mode D'emploi - Exemples PDFhamza3660Noch keine Bewertungen
- Liaison SequenceDokument13 SeitenLiaison SequenceJamal OthhayyiNoch keine Bewertungen
- Analyse Preliminaire Des RisquesDokument2 SeitenAnalyse Preliminaire Des RisquesFisso Ben BenNoch keine Bewertungen
- TRHT QC QC 00 Oo 008 - 1Dokument65 SeitenTRHT QC QC 00 Oo 008 - 1AslaouiNoch keine Bewertungen
- I Select2Dokument3 SeitenI Select2BILAL BENDJEDIDNoch keine Bewertungen
- Rapport Gmao FINAL EditionDokument44 SeitenRapport Gmao FINAL Editionhamzamax21Noch keine Bewertungen
- Mode Operatoire AmianteDokument1 SeiteMode Operatoire AmianteCarine BonsoNoch keine Bewertungen
- Procedure de Maintenance PreventiveDokument6 SeitenProcedure de Maintenance PreventiveFassou LamahNoch keine Bewertungen
- 9 DRés Exploit D3.4 Procedures Générales de Travaux Urgents Sur Les Ouvrages HTA - v3Dokument16 Seiten9 DRés Exploit D3.4 Procedures Générales de Travaux Urgents Sur Les Ouvrages HTA - v3LOWE JOUONANG NARCISSE100% (1)
- Entretien Des OnduleursDokument2 SeitenEntretien Des OnduleursDidier OuédraogoNoch keine Bewertungen
- Rapport de StageDokument29 SeitenRapport de StageDhiia H.mNoch keine Bewertungen
- Procédure de Gestion Des Demandes D'assistance TechniqueDokument9 SeitenProcédure de Gestion Des Demandes D'assistance TechniqueBillel Middi100% (3)
- ChabbiNabila MerboutiKahinaDokument74 SeitenChabbiNabila MerboutiKahinaBrandy OdonnellNoch keine Bewertungen
- Chariot Télescopique TL 442-13Dokument6 SeitenChariot Télescopique TL 442-13Liebherr100% (2)
- Exemple de Plan D Assurance Qualité Projet PAQP Simplifié - PDF Téléchargement GratuitDokument8 SeitenExemple de Plan D Assurance Qualité Projet PAQP Simplifié - PDF Téléchargement GratuitMISSOUM RachidNoch keine Bewertungen
- Mise en Place D'un Système de Gestion Documentaire Selon ISO 15189v 2012Dokument62 SeitenMise en Place D'un Système de Gestion Documentaire Selon ISO 15189v 2012Doha Haouzi100% (1)
- RFID AérienDokument21 SeitenRFID AérienThibaud GiryNoch keine Bewertungen
- Check List Cierne-Semi-PortcharDokument1 SeiteCheck List Cierne-Semi-PortcharMourad WanenNoch keine Bewertungen
- Norme XP CEN - TS 14972 Aout 2011 Brouillard D'eauDokument87 SeitenNorme XP CEN - TS 14972 Aout 2011 Brouillard D'eaubenyarbah.mohamedNoch keine Bewertungen
- 01-Plan Qualité ProjetDokument14 Seiten01-Plan Qualité ProjetIslem YOURIDNoch keine Bewertungen
- Specif. GROUPE ELECTROGENEDokument3 SeitenSpecif. GROUPE ELECTROGENEHyacinthe KOSSINoch keine Bewertungen
- Groupe ElectrogeneDokument32 SeitenGroupe Electrogeneelfarissioumaima46Noch keine Bewertungen
- Procédure de Gestion Des Actions Correctives Et PréventivesDokument5 SeitenProcédure de Gestion Des Actions Correctives Et PréventivesTokhera FallNoch keine Bewertungen
- F-04-02 Fiche Essai PDFDokument1 SeiteF-04-02 Fiche Essai PDFKacem Mohamed NaimNoch keine Bewertungen
- Rapport D'activités Mensuel CEEG - Avril 2022Dokument127 SeitenRapport D'activités Mensuel CEEG - Avril 2022CHAFIK CHENOUFNoch keine Bewertungen
- Fa24-Manuel PRP - Iso TS 22002-4 V 05-09-2022Dokument27 SeitenFa24-Manuel PRP - Iso TS 22002-4 V 05-09-2022Eya Ben brahimNoch keine Bewertungen
- 2 - Séquence 2 Etude de Prix Niv1 TD3Dokument7 Seiten2 - Séquence 2 Etude de Prix Niv1 TD3cacaaNoch keine Bewertungen
- Fiche de Poste Du Technicien en ElectricitéDokument1 SeiteFiche de Poste Du Technicien en ElectricitéCherelle AbeeNoch keine Bewertungen
- Int 19 0819 El PP 005 - 01Dokument15 SeitenInt 19 0819 El PP 005 - 01stephaneNoch keine Bewertungen
- DOCM 005.01 - Exigences - Parties - InteressesDokument2 SeitenDOCM 005.01 - Exigences - Parties - Interessesmohamed bchihyNoch keine Bewertungen
- Plan de Controle Qaulité - xlsx1Dokument1 SeitePlan de Controle Qaulité - xlsx1Bassem Ben FrajNoch keine Bewertungen
- PV Inspection CommuneDokument3 SeitenPV Inspection CommunekdsessionsNoch keine Bewertungen
- Distributeur de Café VHDLDokument22 SeitenDistributeur de Café VHDLyassin skrachaNoch keine Bewertungen
- Ventomatic Ensacheuses CatalogueDokument2 SeitenVentomatic Ensacheuses CatalogueAli hayekNoch keine Bewertungen
- Poste AssemblageDokument32 SeitenPoste AssemblageOussama ObNoch keine Bewertungen
- Procedure Stage PfeDokument24 SeitenProcedure Stage PfeDavid BikamNoch keine Bewertungen
- Formulaire de Résolution de Problème - 8 DDokument3 SeitenFormulaire de Résolution de Problème - 8 DTAHADO100% (2)
- Chapitre 2 Management Duree Vie EquipementsDokument5 SeitenChapitre 2 Management Duree Vie EquipementsAbdou La100% (1)
- 12 - Fiche Technique Montage Échafaudages .OKDokument3 Seiten12 - Fiche Technique Montage Échafaudages .OKjamila kaddouriNoch keine Bewertungen
- Cii-2 Dmse S7Dokument21 SeitenCii-2 Dmse S7Mohamed Aziz Ben RomdhaneNoch keine Bewertungen
- Model À Suivre Rapport D'incidentDokument1 SeiteModel À Suivre Rapport D'incidentSMIXNoch keine Bewertungen
- Le Diagnostic CDokument40 SeitenLe Diagnostic Cmedbahi100% (1)
- Mode Opératoire - Remplacement de LuminairesDokument9 SeitenMode Opératoire - Remplacement de LuminairesJoseph Doumbi100% (1)
- Recu Print Inscription Universitaire en LigneDokument2 SeitenRecu Print Inscription Universitaire en LigneCharfi AichaNoch keine Bewertungen
- Cours Transformateur PDFDokument20 SeitenCours Transformateur PDFSakhara SaadiNoch keine Bewertungen
- FP7-risque Electrique PDFDokument4 SeitenFP7-risque Electrique PDFDjelloul AbdelhadiNoch keine Bewertungen
- 2018Dokument21 Seiten2018ABD REZZAK ABD REZZAK100% (1)
- Normes Audit QualitéDokument6 SeitenNormes Audit QualitébigmouradNoch keine Bewertungen
- Sos 01 PSR02 Montage Tige MajDokument28 SeitenSos 01 PSR02 Montage Tige Majscc infoNoch keine Bewertungen
- Montage VanneDokument11 SeitenMontage Vannebouchoucha57000Noch keine Bewertungen
- Test de Français A2Dokument6 SeitenTest de Français A2star d'orNoch keine Bewertungen
- Cartographie Des Processus BP PlastDokument1 SeiteCartographie Des Processus BP Plaststar d'orNoch keine Bewertungen
- Memoire de Fin D'Études: Republique Algerienne Democratique Et PopulaireDokument97 SeitenMemoire de Fin D'Études: Republique Algerienne Democratique Et Populairestar d'orNoch keine Bewertungen
- Oh Non, Elle M'a Appelé Plusieurs Fois, C'est Sur Qu'elle A Besoin de Quelque Chose Attend, Je Vais L'appeler MaintenantDokument2 SeitenOh Non, Elle M'a Appelé Plusieurs Fois, C'est Sur Qu'elle A Besoin de Quelque Chose Attend, Je Vais L'appeler Maintenantstar d'orNoch keine Bewertungen
- Veille ReglementaireDokument46 SeitenVeille Reglementairestar d'orNoch keine Bewertungen
- Conformit OdysseyReDokument44 SeitenConformit OdysseyRestar d'orNoch keine Bewertungen
- Igc Learner Guide v3 FRDokument14 SeitenIgc Learner Guide v3 FRstar d'orNoch keine Bewertungen
- Chapitre - II - Gisement Solaire PV - 2016 - 2017 - VFDokument43 SeitenChapitre - II - Gisement Solaire PV - 2016 - 2017 - VFstar d'orNoch keine Bewertungen
- Présentation - Dimmensionnement - Formation 2016 - 2017 - VFDokument96 SeitenPrésentation - Dimmensionnement - Formation 2016 - 2017 - VFstar d'or100% (1)
- TP Dim Syst PV1Dokument5 SeitenTP Dim Syst PV1star d'orNoch keine Bewertungen
- Série D'exercices #01: Exercice 1Dokument2 SeitenSérie D'exercices #01: Exercice 1star d'or50% (2)
- CHAPITREIIDokument7 SeitenCHAPITREIIstar d'orNoch keine Bewertungen
- Chapitre II Partie 2 - 2016Dokument29 SeitenChapitre II Partie 2 - 2016star d'orNoch keine Bewertungen
- Chapitre IDokument13 SeitenChapitre Istar d'orNoch keine Bewertungen
- Notion D Arithmetique Cours 1 PDFDokument2 SeitenNotion D Arithmetique Cours 1 PDFZahra Elkasmy100% (1)
- Guide Santé SONEPAR ActifsDokument36 SeitenGuide Santé SONEPAR ActifsmarcotkNoch keine Bewertungen
- 2014 Liban Exo1 Sujet LaitYaourt 6ptsDokument4 Seiten2014 Liban Exo1 Sujet LaitYaourt 6ptsAlicherif BenaissaNoch keine Bewertungen
- Droit de La RetractationDokument4 SeitenDroit de La RetractationKarima KhribchiNoch keine Bewertungen
- Examen FinalDokument8 SeitenExamen FinalElanbi AdilNoch keine Bewertungen
- PFE Covid 19 Et Le SIDokument21 SeitenPFE Covid 19 Et Le SIHamza KaimaNoch keine Bewertungen
- Équations Et Inéquations - Exercices: UriolDokument3 SeitenÉquations Et Inéquations - Exercices: UriolMinecraft ArabicNoch keine Bewertungen
- 1 1infra-1 2caracterDokument95 Seiten1 1infra-1 2caracterwzaydanNoch keine Bewertungen
- Enercoop FactureDokument2 SeitenEnercoop Facturearthur.smolinskiNoch keine Bewertungen
- Côte D'ivoire TEMPLATE - Bassam 30juinDokument2 SeitenCôte D'ivoire TEMPLATE - Bassam 30juinDeloumeauxNoch keine Bewertungen
- CourDokument84 SeitenCourKim Jae-hwaNoch keine Bewertungen
- 11 GranulatDokument32 Seiten11 GranulatFatre 1980Noch keine Bewertungen
- Mob Chop 5Dokument56 SeitenMob Chop 5Gérald LagnesNoch keine Bewertungen
- CALCUL GicleursDokument2 SeitenCALCUL GicleursHvacdm CesNoch keine Bewertungen
- Ankylostomose L3Dokument52 SeitenAnkylostomose L3Sahouin Claude Medard100% (2)
- Chap2 - CollecteDeDonnéesDokument2 SeitenChap2 - CollecteDeDonnéesوليد بن عمرNoch keine Bewertungen
- Lettre de MotivationDokument2 SeitenLettre de MotivationbhhbsckNoch keine Bewertungen
- (GRAMM-R. Études de Linguistique Française - GRAMM.Dokument220 Seiten(GRAMM-R. Études de Linguistique Française - GRAMM.Boujemaa Rbii100% (1)
- Activite TP05 Composition de L Atmosphere Fiche - EleveDokument3 SeitenActivite TP05 Composition de L Atmosphere Fiche - EleveEmma RoemerNoch keine Bewertungen
- Mémoire - Solidarité Et Intéret Mutuel - OS - Charles WAUBANTDokument91 SeitenMémoire - Solidarité Et Intéret Mutuel - OS - Charles WAUBANTCharles WaubantNoch keine Bewertungen
- Audit - Integrité Et DimensionDokument18 SeitenAudit - Integrité Et DimensionB.I94% (16)
- La Planète Terre - SVTDokument45 SeitenLa Planète Terre - SVTnsalemNoch keine Bewertungen
- Manuel Utilisateur Configuration, Test Et Exécution de Programmes CNDokument348 SeitenManuel Utilisateur Configuration, Test Et Exécution de Programmes CNetudes ameurplasticsNoch keine Bewertungen
- 2016 04 16 Exercices Partage EquitableDokument4 Seiten2016 04 16 Exercices Partage EquitablemarwaNoch keine Bewertungen
- Cours - HADERBACHE Bachir - Théories Des OrganisationsDokument94 SeitenCours - HADERBACHE Bachir - Théories Des OrganisationsEsma BelguithNoch keine Bewertungen
- Le Travail SaisonnierDokument3 SeitenLe Travail SaisonnierMohamed LaarjNoch keine Bewertungen
- Vocabulaire BanqueDokument6 SeitenVocabulaire BanqueBouh AmedNoch keine Bewertungen
- CumentDokument8 SeitenCumentDJARIETOU GOUEMNoch keine Bewertungen
- Attache Territorial - Composition 2014Dokument6 SeitenAttache Territorial - Composition 2014CarolineNoch keine Bewertungen
- TD1.D1 EnvironnementDeTravail 1Dokument15 SeitenTD1.D1 EnvironnementDeTravail 1Nasreddine MarzoukiNoch keine Bewertungen
- Encyclopédie de la magie des cristaux, des pierres précieuses et des métauxVon EverandEncyclopédie de la magie des cristaux, des pierres précieuses et des métauxBewertung: 4 von 5 Sternen4/5 (116)
- Mingan au 19e siècle: Cycles annuels des Montagnais et politique commerciales de la Compagnie de la Baie d'HudsonVon EverandMingan au 19e siècle: Cycles annuels des Montagnais et politique commerciales de la Compagnie de la Baie d'HudsonNoch keine Bewertungen
- Manuel pour les débutants Fabriquez des savons naturelsVon EverandManuel pour les débutants Fabriquez des savons naturelsBewertung: 3 von 5 Sternen3/5 (2)
- Macromolécules: Les Grands Articles d'UniversalisVon EverandMacromolécules: Les Grands Articles d'UniversalisNoch keine Bewertungen
- Lanthane et lanthanides: Les Grands Articles d'UniversalisVon EverandLanthane et lanthanides: Les Grands Articles d'UniversalisNoch keine Bewertungen
- Chromatographie: Les Grands Articles d'UniversalisVon EverandChromatographie: Les Grands Articles d'UniversalisNoch keine Bewertungen
- YQB - Québec à la conquête de l'air: Québec City. The Sky's the Limit!Von EverandYQB - Québec à la conquête de l'air: Québec City. The Sky's the Limit!Noch keine Bewertungen
- La fin du ciment: Les bonnes et les mauvaises raisons d'une technologie sans avenirVon EverandLa fin du ciment: Les bonnes et les mauvaises raisons d'une technologie sans avenirBewertung: 3 von 5 Sternen3/5 (1)
- Le Big Bang: Une Théorie Basée sur une Physique Invalide et des Mathématiques Erronées.Von EverandLe Big Bang: Une Théorie Basée sur une Physique Invalide et des Mathématiques Erronées.Noch keine Bewertungen
- Formation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesVon EverandFormation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesNoch keine Bewertungen
- Les Êtres Vivants Dépendent De La Mécanique QuantiqueVon EverandLes Êtres Vivants Dépendent De La Mécanique QuantiqueNoch keine Bewertungen
- Équilibres en solution: Les Grands Articles d'UniversalisVon EverandÉquilibres en solution: Les Grands Articles d'UniversalisNoch keine Bewertungen
- Les matérialismes et la chimie: Perspectives philosophiques, historiques et scientifiquesVon EverandLes matérialismes et la chimie: Perspectives philosophiques, historiques et scientifiquesNoch keine Bewertungen
- Le futur que nous construisons : une exploration de la futurologieVon EverandLe futur que nous construisons : une exploration de la futurologieNoch keine Bewertungen
- La Bible Complète de la Plomberie: Le Manuel Complet du Bricoleur pour Résoudre les Fuites, les Engorgements et les Problèmes de Plomberie avec Assurance et sans DépensesVon EverandLa Bible Complète de la Plomberie: Le Manuel Complet du Bricoleur pour Résoudre les Fuites, les Engorgements et les Problèmes de Plomberie avec Assurance et sans DépensesNoch keine Bewertungen
- Lasers: Les Grands Articles d'UniversalisVon EverandLasers: Les Grands Articles d'UniversalisNoch keine Bewertungen