Das könnte Ihnen auch gefallen
- RoundnessDokument7 SeitenRoundnessjacobian1810Noch keine Bewertungen
- Brochure Roundness BookletDokument12 SeitenBrochure Roundness BookletImm Yoon-AhNoch keine Bewertungen
- Roundness Measuring MachineDokument19 SeitenRoundness Measuring MachineArif SanjidNoch keine Bewertungen
- Straightness Flatness Roundness CylindricityDokument7 SeitenStraightness Flatness Roundness CylindricityChristopher Plume De ChineNoch keine Bewertungen
- Roundness and CircularityDokument16 SeitenRoundness and CircularityKiran MadhavanNoch keine Bewertungen
- Roundness IDokument13 SeitenRoundness Ibalasubramani_srinivNoch keine Bewertungen
- Screw Thread MeasurementDokument55 SeitenScrew Thread MeasurementMadhuNoch keine Bewertungen
- Roundness ExperimentDokument8 SeitenRoundness ExperimentLanceal TanNoch keine Bewertungen
- Analysis and Modeling of Roundness Error PDFDokument6 SeitenAnalysis and Modeling of Roundness Error PDFCarlosQuelartNoch keine Bewertungen
- Force MeasurementDokument18 SeitenForce MeasurementKali DasNoch keine Bewertungen
- The Accuracy of Angle EncodersDokument9 SeitenThe Accuracy of Angle EncodersatulNoch keine Bewertungen
- Metrology: ME3190 Machine Tools and MetrologyDokument64 SeitenMetrology: ME3190 Machine Tools and MetrologySujit MuleNoch keine Bewertungen
- Roundness - GD&TDokument23 SeitenRoundness - GD&TKishor kumar Bhatia100% (3)
- Geometric Dimensioning and Tolerancing Visual GlossaryDokument23 SeitenGeometric Dimensioning and Tolerancing Visual GlossarypdmnbraoNoch keine Bewertungen
- Question BankDokument7 SeitenQuestion BankFlorence MercyNoch keine Bewertungen
- A Presentation ON Prototype: Dimensional Accuracy: Dr. D.Y PATIL College of Engineering Akurdi, Pune Maharashtra - 411044Dokument10 SeitenA Presentation ON Prototype: Dimensional Accuracy: Dr. D.Y PATIL College of Engineering Akurdi, Pune Maharashtra - 411044AkshayJadhavNoch keine Bewertungen
- CYLINDRICITYDokument10 SeitenCYLINDRICITYKumar ChowdaryNoch keine Bewertungen
- Lab ManualDokument60 SeitenLab Manualshahid_ahmed_28Noch keine Bewertungen
- GD&T CylindricityDokument15 SeitenGD&T CylindricityjaithilagarajNoch keine Bewertungen
- Bro Hypermill 2019 2 en PDFDokument12 SeitenBro Hypermill 2019 2 en PDFvw manNoch keine Bewertungen
- Sliding Contact Bearing AssignmentsDokument3 SeitenSliding Contact Bearing AssignmentsRakesh Kumar Shukla KEC0% (1)
- QuickGuide RoundtestDokument0 SeitenQuickGuide RoundtestAngel Alvarez CarrilloNoch keine Bewertungen
- Position Measurement On Machine ToolsDokument13 SeitenPosition Measurement On Machine ToolsAriel GermainNoch keine Bewertungen
- Surface roughness parameters and their effectsDokument6 SeitenSurface roughness parameters and their effectsCarlos BustamanteNoch keine Bewertungen
- DFM Guidebook Welding Design Guidelines Issue XVIIDokument10 SeitenDFM Guidebook Welding Design Guidelines Issue XVIIdavid.ripNoch keine Bewertungen
- ComparatorsDokument23 SeitenComparatorsShashwat RaiNoch keine Bewertungen
- F Tool EngineeringDokument23 SeitenF Tool EngineeringGiduthuri Es Prakasa RaoNoch keine Bewertungen
- Engineering Metrology and Measurements N.V. Raghavendra L. KrishnamurthyDokument26 SeitenEngineering Metrology and Measurements N.V. Raghavendra L. KrishnamurthyRandøm TalkìêsNoch keine Bewertungen
- Engineering Metrology SyllabusDokument80 SeitenEngineering Metrology SyllabusShayan ChowdaryNoch keine Bewertungen
- Statistical Constants FileDokument12 SeitenStatistical Constants FileAnandhi ChidambaramNoch keine Bewertungen
- UNIT-5 Gear Box DesignDokument21 SeitenUNIT-5 Gear Box DesignAnand vinayNoch keine Bewertungen
- Selection of Cutting Tool Materials: CBN & PCDDokument24 SeitenSelection of Cutting Tool Materials: CBN & PCDKarthick NNoch keine Bewertungen
- Experiment 4Dokument3 SeitenExperiment 4Arvind BhosaleNoch keine Bewertungen
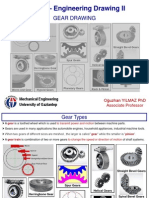
- ME 114 Engineering Drawing II Gear DrawingDokument12 SeitenME 114 Engineering Drawing II Gear Drawingpradeep315Noch keine Bewertungen
- Metrology and Quality AssuranceDokument8 SeitenMetrology and Quality Assurancehammad ghaffarNoch keine Bewertungen
- Dimensions, Tolerances, Surfaces, and Integrity ExplainedDokument31 SeitenDimensions, Tolerances, Surfaces, and Integrity ExplainedJanaka MangalaNoch keine Bewertungen
- Metrology 1CDokument44 SeitenMetrology 1CRadhaMadhavNoch keine Bewertungen
- Angular Measurement MetallurgyDokument19 SeitenAngular Measurement MetallurgyMonojit KonarNoch keine Bewertungen
- Metrology Seminar On Flatness Testing and ReadabilityDokument14 SeitenMetrology Seminar On Flatness Testing and ReadabilityRahulNoch keine Bewertungen
- Presentation On Jigs and Fixtures by Group G - 2Dokument31 SeitenPresentation On Jigs and Fixtures by Group G - 2Michael Castro AbuduNoch keine Bewertungen
- 1.1 Types of FixturesDokument19 Seiten1.1 Types of FixturesSrinivas DsNoch keine Bewertungen
- Lathe MachineDokument6 SeitenLathe MachineJuno Eron TalamayanNoch keine Bewertungen
- Latest Report 2Dokument13 SeitenLatest Report 2Piyush BariNoch keine Bewertungen
- Turning and Lathe Basics Training ObjectivesDokument8 SeitenTurning and Lathe Basics Training ObjectivesSowjanya VenigallaNoch keine Bewertungen
- Design Considerations With Powder MetallurgyDokument15 SeitenDesign Considerations With Powder MetallurgyTagaytayan MaritesNoch keine Bewertungen
- Surface Finish MeasurementDokument45 SeitenSurface Finish MeasurementMuraliNoch keine Bewertungen
- Case Study On Rapid PrototypingDokument7 SeitenCase Study On Rapid PrototypingSachin KumbharNoch keine Bewertungen
- GD&T Glossary and Resource - GD&T Symbols and TermsDokument4 SeitenGD&T Glossary and Resource - GD&T Symbols and TermsMohammed Adil100% (1)
- 3d Surface Roughness Prediction Technique in End MillingDokument5 Seiten3d Surface Roughness Prediction Technique in End Millingangga novlianta100% (4)
- Geometric Dimensioning and TolerancingDokument6 SeitenGeometric Dimensioning and TolerancingPedro LeosNoch keine Bewertungen
- Metrology and Measurement PublicDokument8 SeitenMetrology and Measurement PublicKeith AdminNoch keine Bewertungen
- Quick Guide to Measuring ToolsDokument2 SeitenQuick Guide to Measuring ToolsArvin BabuNoch keine Bewertungen
- MILLING LAB EXPERIMENTDokument12 SeitenMILLING LAB EXPERIMENTLuqman HakimNoch keine Bewertungen
- Geometric dimensioning and tolerancing Second EditionVon EverandGeometric dimensioning and tolerancing Second EditionNoch keine Bewertungen
- JJ204 Workshop Technology Semester 2Dokument150 SeitenJJ204 Workshop Technology Semester 2Ye ChonnNoch keine Bewertungen
- Screw GaugeDokument19 SeitenScrew GaugeMohammad Rashik ZamanNoch keine Bewertungen
- Chapter IV A Field Report On IntersectioDokument11 SeitenChapter IV A Field Report On Intersectioهیوا حسینNoch keine Bewertungen
- MDM15B036 Assignment2 QI&PVDokument7 SeitenMDM15B036 Assignment2 QI&PVBMSNoch keine Bewertungen
- Faculty Orientation Programme-2017 SAE, Mechanical Department, Kondhwa, PuneDokument57 SeitenFaculty Orientation Programme-2017 SAE, Mechanical Department, Kondhwa, Puneraghav maskeNoch keine Bewertungen
- Circularity Measurement Using ComparatorsDokument7 SeitenCircularity Measurement Using Comparatorsविशाल पुडासैनीNoch keine Bewertungen
- Metal Cutting TheoryDokument44 SeitenMetal Cutting Theoryrejeesh_rajendranNoch keine Bewertungen
- Book AllDokument52 SeitenBook AllaralvoiNoch keine Bewertungen
- Solidworks Simulation Tutorial REVISED PDFDokument32 SeitenSolidworks Simulation Tutorial REVISED PDFKhairun NisaNoch keine Bewertungen
- Design of Experiments Basic Concepts: Kurt PalmerDokument9 SeitenDesign of Experiments Basic Concepts: Kurt PalmeraralvoiNoch keine Bewertungen
- Robust Design TaguchiDokument14 SeitenRobust Design TaguchivinviaNoch keine Bewertungen
- Ejercicios Solidworks PDFDokument50 SeitenEjercicios Solidworks PDFRic Frs80% (5)
- Precision Measuring ToolsDokument4 SeitenPrecision Measuring Toolsabyzen100% (1)
- Experimental Method1 BasicDesignPrinciplesDokument3 SeitenExperimental Method1 BasicDesignPrinciplesaralvoiNoch keine Bewertungen
- Metrology 3rd IndustrialDokument47 SeitenMetrology 3rd IndustrialHarish MurthyNoch keine Bewertungen
- A. Look at The Picture Carefully. List Down Words About The Picture (E.g Nouns, Verbs) - The First Task Has Been Done For YouDokument45 SeitenA. Look at The Picture Carefully. List Down Words About The Picture (E.g Nouns, Verbs) - The First Task Has Been Done For YouaralvoiNoch keine Bewertungen
- PsalmsDokument260 SeitenPsalmsOlusegun AkinwaleNoch keine Bewertungen
- Concepts of Experimental Design - SASDokument34 SeitenConcepts of Experimental Design - SASJustus K GatheruNoch keine Bewertungen
- Torsion of Circular ShaftDokument16 SeitenTorsion of Circular Shaftniceleo189Noch keine Bewertungen
- Ps 143Dokument6 SeitenPs 143aralvoiNoch keine Bewertungen
- PsalmsDokument260 SeitenPsalmsOlusegun AkinwaleNoch keine Bewertungen
- Meter : MetreDokument7 SeitenMeter : MetrearalvoiNoch keine Bewertungen
- Minitab DOE Tutorial PDFDokument32 SeitenMinitab DOE Tutorial PDFnmukherjee20100% (3)
- EdgeCAM Lesson2Dokument23 SeitenEdgeCAM Lesson2aralvoiNoch keine Bewertungen
- Alignment Test On LatheDokument12 SeitenAlignment Test On LathearalvoiNoch keine Bewertungen
- Basics of X-Ray DiffractionDokument25 SeitenBasics of X-Ray Diffractionugcc_sr011250% (2)
- Surface Haedening of AISI 4340 SteelDokument7 SeitenSurface Haedening of AISI 4340 SteelaralvoiNoch keine Bewertungen
- TheoryDokument5 SeitenTheoryaralvoiNoch keine Bewertungen
- Form Measurement FundamentalsDokument60 SeitenForm Measurement Fundamentalsvenkat_ind5Noch keine Bewertungen
- Higher Algebra - Hall & KnightDokument593 SeitenHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Module Heat - Answer SchemeDokument27 SeitenModule Heat - Answer SchemeCart KartikaNoch keine Bewertungen
- Welding TerminologyDokument5 SeitenWelding TerminologyKaruppiah ArunachalamNoch keine Bewertungen
- Class10 Science Notes Chapter1 PDFDokument6 SeitenClass10 Science Notes Chapter1 PDFdineshhissarNoch keine Bewertungen
- Physics NET/JRF Practice QuestionsDokument44 SeitenPhysics NET/JRF Practice QuestionsSibadatta MaharanaNoch keine Bewertungen
- Lect 26Dokument16 SeitenLect 26gNoch keine Bewertungen
- Stub Matching PDFDokument23 SeitenStub Matching PDFNguyễn Văn HuyNoch keine Bewertungen
- Amberlyst® 47: For More Information About DOW™ Resins, Call The Dow Water & Process Solutions BusinessDokument1 SeiteAmberlyst® 47: For More Information About DOW™ Resins, Call The Dow Water & Process Solutions BusinessjorgeNoch keine Bewertungen
- Vibrations and Man's ResponseDokument3 SeitenVibrations and Man's ResponsemonoplomoNoch keine Bewertungen
- SPM Phy Quantity of Heat IDokument13 SeitenSPM Phy Quantity of Heat ICHINEMEREM EZEHNoch keine Bewertungen
- Physics Standard Level Paper 1: Instructions To CandidatesDokument13 SeitenPhysics Standard Level Paper 1: Instructions To CandidatesjszNoch keine Bewertungen
- Electrical Machine DesignDokument29 SeitenElectrical Machine DesignMahmoud Fawzi100% (1)
- HVDC Transmission is Superior to EHVACDokument13 SeitenHVDC Transmission is Superior to EHVACEsther Sowjanya100% (1)
- Newton Laws of Motion JeopardyDokument19 SeitenNewton Laws of Motion JeopardyJessiel GueribaNoch keine Bewertungen
- 1218 Question PaperDokument1 Seite1218 Question PaperGUNDA SHASHANKNoch keine Bewertungen
- HSC 2013 Extension 1 SolutionsDokument15 SeitenHSC 2013 Extension 1 SolutionsAryan Sheth-PatelNoch keine Bewertungen
- Tests On Rocks: Soil MechanicsDokument5 SeitenTests On Rocks: Soil MechanicsWaqas Sadiq100% (1)
- Buckling TestDokument11 SeitenBuckling Testsharusli100% (1)
- General Chemistry 1: Topic: The Quantum Mechanical Description of The Atom and It'S Electronic StructureDokument11 SeitenGeneral Chemistry 1: Topic: The Quantum Mechanical Description of The Atom and It'S Electronic StructureJennette BelliotNoch keine Bewertungen
- Pile Cap ACI - EC2-20161217 PDFDokument27 SeitenPile Cap ACI - EC2-20161217 PDFmongkol_1001100% (1)
- Anton Paar MCRDokument12 SeitenAnton Paar MCRIvona IvkovicNoch keine Bewertungen
- Twinning in CrystalsDokument5 SeitenTwinning in CrystalsShoaib Imam NaqviNoch keine Bewertungen
- Single-Phase Flow Equations ExplainedDokument7 SeitenSingle-Phase Flow Equations Explainedashraff09Noch keine Bewertungen
- Hall Effect N - Germanium - Cobra 3Dokument6 SeitenHall Effect N - Germanium - Cobra 3Jonatan Vignatti MuñozNoch keine Bewertungen
- Sensitive Differential Ground Fault Protection of Large MotorsDokument5 SeitenSensitive Differential Ground Fault Protection of Large Motorsclide_050793Noch keine Bewertungen
- CBSE 12th Physics Unsolved Overall Important Question Paper - IIDokument8 SeitenCBSE 12th Physics Unsolved Overall Important Question Paper - IIShakti Singh ShekhawatNoch keine Bewertungen
- EMSE 201 - Introduction To Materials Science and EngineeringDokument3 SeitenEMSE 201 - Introduction To Materials Science and EngineeringblessingjohnNoch keine Bewertungen
- Solution Manual For Chemistry An Atoms First Approach 2nd Edition by Zumdahl ISBN 1305079248 9781305079243Dokument30 SeitenSolution Manual For Chemistry An Atoms First Approach 2nd Edition by Zumdahl ISBN 1305079248 9781305079243henryarmstrongypajbizoqe100% (28)
- Practical 16 - Stress Concentration Polarised LightDokument1 SeitePractical 16 - Stress Concentration Polarised LightNasrin SultanaNoch keine Bewertungen