Beruflich Dokumente
Kultur Dokumente
Module c1
Hochgeladen von
Liam JJOriginaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Module c1
Hochgeladen von
Liam JJCopyright:
Verfügbare Formate
Tecnología en Automatización y Accionamientos -SCE
Manual de formación
para soluciones generales en automatización
Totally Integrated Automation (T I A )
MÓDULO C1
Programación Secuencial con S7-GRAPH
T I A Manual de Formación Página 1 de 66 Módulo C1
Edición: 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
Este documento fue suministrado por SIEMENS Siemens A&D SCE (Tecnología en Automatización y
Accionamientos, Siemens A&D, coopera con la Educación) para formación. Siemens no hace ningún tipo de
garantía con respecto a su contenido.
El préstamo o copia de este documento, incluyendo el uso e informe de su contenido, sólo se permite dentro de
los centros de formación.
En caso de excepciones se requiere el permiso por escrito de Siemens A&D SCE (Mr. Kunst: E-Mail:
michael.knust@hvr.siemens.de). Cualquier incumplimiento de estas normas estará sujeto al pago de los
posibles perjuicios causados. Todos los derechos quedan reservados para la traducción y posibilidad de
patente
T I A Manual de Formación Página 2 de 66 Módulo C1
Edición: 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
PÁGINA:
1. Inicio...................................................................................................................... 6
2. Notas sobre la Operación del S7-GRAPH.......................................................... 8
3. Instalación del software S7-GRAPH................................................................... 8
4. Sistemas de Control Secuencial ........................................................................ 9
4.1 Sistemas de Control Secuencial dependientes del Tiempo .................................. 9
4.2 Sistemas de Control Secuencial dependientes del Procesador ............................ 10
5. Posibilidades de Visualización de Ejecución de Movimientos y Estados de Señales 11
5.1 Descripción de las tareas de control...................................................................... 12
5.2 Inscripción en orden cronológico ........................................................................... 13
5.3 Tabla de Modos ..................................................................................................... 13
5.4 Breve Representación ........................................................................................... 13
5.5 Diagrama de Movimientos ..................................................................................... 14
5.6.1 Diagrama de Pasos ............................................................................................... 14
5.5.2 Diagrama de Tiempos ........................................................................................... 14
6. Desarrollo de un Aparato de Corte .................................................................... 15
6.1 Asignación de los elementos de señal................................................................... 15
6.2 Asignación de los elementos de Trabajo ............................................................... 15
6.3 Diagrama de Funciones en DIN 40719 Parte 6 ..................................................... 15
6.4 Diagrama de Funciones del Aparato de Corte....................................................... 16
T I A Manual de Formación Página 3 de 66 Módulo C1
Edición: 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
PAGE:
7. Generación de un programa S7-GRAPH ........................................................... 17
7.1 Arrancando del Administrador SIMATIC y generando un nuevo proyecto ........... 17
7.2 Insertando un equipo SIMATIC 300 y abriendo la configuración hardware........... 18
7.3 Configurando el hardware y transfiriéndola a un equipo automatizado ................. 19
7.4 Generando una tabla de símbolos e introduciendo símbolos................................ 20
7.5 Introduciendo un Bloque de Función S7-GRAPH.................................................. 21
7.6 Abriendo S7-GRAPH e introduciendo secuencias................................................ 22
7.7 Principio de un secuenciador ................................................................................. 23
7.8 Paso Activo ............................................................................................................ 23
7.9 Elementos de un secuenciador.............................................................................. 23
7.10 Generación de un secuenciador en el diagrama de funciones.............................. 24
7.11 Configurando las características del bloque de organización y abriendo el OB1 .. 33
7.12 Editando el OB1 y cargando los bloques en un módulo ........................................ 34
8. Funciones de Diagnosis y Depuración.............................................................. 35
8.1 Monitorizando el secuenciador .............................................................................. 35
8.2 Observar/Forzar variable ....................................................................................... 35
8.3 Control de la Cadena ............................................................................................. 34
8.4 Sincronización........................................................................................................ 37
8.5 Funciones de Diagnosis......................................................................................... 39
9. Desarrollo del Aparato de Corte con Condiciones Marginales Adicionales…. 44
9.1 Descripción de las condiciones marginales ........................................................... 41
9.2 Asignación de los elementos de señal................................................................... 42
9.3 Asignación de los elementos de trabajo y luz indicadora ...................................... 42
9.4 Inserción de las condiciones marginales en el control del programa .................... ........ 43
9.5 Jerarquía de las condiciones marginales............................................................... 43
T I A Manual de Formación Página 4 de 66 Módulo C1
Edición: 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
PAGE:
10. Programación de las Condiciones Marginales Adicionales ............................ 45
10.1 Abriendo una tabla de símbolos y añadiendo símbolos ........................................ 45
10.2 Generación de una función FC1 para las condiciones marginales ....................... 46
10.3 Abriendo Función FC1 e introduciendo segmentos............................................... 47
10.4 Abriendo el Bloque de Función FB1 y realizando modificaciones ......................... 50
10.5 Acciones adicionales y resultados ......................................................................... 53
10.6 Configurando las opciones del bloque................................................................... 55
10.7 Aceptando la configuración del bloque y salvando el Bloque de Función FB1...... 56
10.8 Modificando el Bloque de Organización OB1 ........................................................ 57
10.9 Transferencia del programa al módulo .................................................................. 60
11. Parámetros del FB S7-GRAPH............................................................................ 61
11.1 Juegos de parámetros del FB................................................................................ 61
11.2 Parámetros de Entrada del FB S7-GRAPH ........................................................... 62
11.3 Parámetros de Salida del FB S7-GRAPH.............................................................. 65
Los símbolos siguientes acceden a los módulos especificados:
Información
Programación
Notas
T I A Manual de Formación Página 5 de 66 Módulo C1
Edición: 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
1. INICIO
El módulo C1 pertenece al contenido de la Programación Secuencial.
Programación Básica
De STEP 7
2 - 3 días Módulos A
Funciones Adicionales
de Programación STEP 7
2 - 3 días Módulos B
Sistemas de Bus de Programación Visualización de
Campo Industrial Secuencial Procesos
2- 3 días Módulos D 2- 3 días Módulos C 2- 3 días Módulos F
Comunicación IT
con SIMATIC S7
1- 2 días Módulo E
Finalidad del Aprendizaje:
En este módulo, el lector aprenderá sobre la programación de un sistema de control secuencial con
la herramienta de programación gráfica S7-GRAPH. El módulo muestra el procedimiento principal en
los pasos siguientes, a través de un detallado ejemplo.
· Instalación del software
· Ejecución de tipos desde el sistema de control secuencial y posibilidades de representación a
través de secuencias de movimiento, cambios de estado, diagramas de señales y diagramas de
movimientos.
· Generación de una ejecución de un movimiento simple, visualizado como un diagrama de
pasos y como un diagrama de funciones, a través de un ejemplo de programación.
· El sistema de control secuencial es examinado como un programa secuencial en S7-GRAPH
Con la ayuda de funciones de diagnosis y depuración, el modo de operación del programa
generado puede ser comprobado.
· A través de un modificador de tareas de posición con condiciones marginales adicionales,
pueden utilizarse posteriores funciones de S7-GRAPH.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 6 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
Requisitos:
Para el correcto aprovechamiento de este módulo, se requieren los siguientes conocimientos:
· Conocimientos de uso de Windows 95/98/2000/ME/NT4.0
· Programación Básica de PLC con STEP 7 ( Módulo A3 - ‘Puesta en Marcha’ programando PLC
con STEP 7)
Hardware y software Necesarios
1 PC, Sistema Operativo Windows 95/98/2000/ME/NT4.0 con
- Mínimo: 133MHz y 64MB RAM, aprox. 65 MB de espacio libre en disco duro
- Óptimo: 500MHz y 128MB RAM, aprox. 65 MB de espacio libre en disco duro
2 Software STEP 7 V 5.x
3 Software S7-GRAPH V5.x
4 Interfase MPI para PC (p.e. PC- Adapter)
5 PLC SIMATIC S7-300 con al menos un módulo de entradas/salidas. Las entradas se
direccionarán a través de una unidad funcional.
Ejemplo de Configuración:
- Fuente de Alimentación: PS 307 2A
- CPU: CPU 314
- Entradas Digitales: DE 16x DC24V
- Salidas Digitales: DA 16x DC24V / 0.5 A
2 STEP 7
1 PC
4 PC Adapter
3 S7-GRAPH
5 SIMATIC S7-300
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 7 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
2. NOTAS SOBRE LA OPERACIÓN DEL S7- GRAPH
Con el lenguaje de programación S7-GRAPH, el rango de ejecución de STEP 7 es extendido a la
posibilidad de programación gráfica de sistemas de control secuencial. Con S7-GRAPH se puede
programar, de manera fácil y clara, un sistema de control secuencial. El proceso se divide en pasos
individuales y la ejecución es dibujada.
En los pasos individuales, se especifican las acciones requeridas. Los continuos cambios en las
condiciones al respectivo paso siguiente (transiciones) pueden elaborarse en el lenguaje de
programación KOP o FUP. El lenguaje de programación S7-GRAPH corresponde al lenguaje de
ejeucción específica SFC “Diagrama de Funciones Secuenciales”. en la Norma DIN EN 61131-3
(IEC 61131-3).
Al operar con S7-GRAPH, se deberá considerar lo siguiente:
- Se requiere el paquete STEP 7 versión profesional (no STEP 7 Mini!).
- Los programas proporcionados son ejecutados en CPUs SIMATIC S7-300 y S7-400.
- Debido al creciente requisito de almacenamiento de programas, sólo se podrán utilizar CPUs a
partir de la CPU 315 en adelante.
- Por temas de formación, los secuenciadores sencillos pueden ser ejecutados en una CPU
314/314-IFM, como se muestra en este documento.
3. INSTALACIÓN DEL SOFTWARE S7-GRAPH
S7-graph es un paquete opcional de STEP 7, es decir, que se presupone que la versión profesional
de STEP 7 ya se encuentra instalada de antemano en su ordenador (ver módulo A2-Instalación de
STEP 7 V5.x/Gestión de la Licencia). S7-graph se suministra en un CD ROM con un disquette de
autorización, dentro del paquete, el cual deberá de transferirse al PC para poder utilizar S7-GRAPH.
Este disco de autorización puede utilizarse también en otro PC o copiarse para autorizar el uso del
software. Para el tema de la instalación y transmisión de la licencia, por favor, remítase al módulo
A2 (Instalación de STEP 7 V5.x/Gestión de la Licencia).
Para instalar S7-GRAPH, proceda, por favor, como se describe a continuación:
1. Inserte el CD de S7-GRAPH CD en la unidad CD- ROM.
2. El programa setup debería arrancar de manera automática. De no ser así, se puede arrancar
haciendo doble click en el archivo setup.exe del CD. El programa setup le guiará durante toda
la instalación del software S7-GRAPH.
3. Para poder utilizar la versión profesional del S7-GRAPH, el software debe ser autorizado en su
PC. Los archivos del disco de licencia deberán de transferirse al ordenador. Este proceso se
llevará a cabo al final de la instalación. Aparecerá una ventana de diálogo, donde se le
preguntará si quiere autorizar el software. Si seleccionamos Sí, el disco de licencia deberá de
insertarse en la disquetera, para poder transferir los archivos al PC.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 8 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
4. SISTEMAS DE CONTROL SECUENCIAL
Un sistema de control secuencial es un controlador con una inevitable ejecución paso a paso, en la
que posteriores fases de un paso dependen de futuras condiciones, las cuales tienen lugar en un
paso ya planeado. La secuencia de pasos puede ser programada de un modo especial, por ejemplo,
con saltos, bucles, ramas, .......
Con S7-GRAPH, los sistemas de control secuencial pueden ser programados, de manera que la
secuencia paso a paso puede ser visualizada gráficamente de una forma rápida y sencilla.
Existen dos tipos de sistemas de control secuencial:
4.1 Sistemas de control secuencial dependientes del tiempo
A través de los sistemas de control secuencial dependientes del tiempo, las posteriores condiciones
de operación sólo dependen del tiempo. Para crear condiciones adicionales se pueden utilizar , p.e.,
temporizadores, contadores de tiempo, controladores de tambor, cintas programadas o árboles de
levas con un número de revoluciones contínua.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 9 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
4.2 Sistemas de control secuencial dependientes del Procesador
A través de los sistemas de control secuencial dependientes del procesador, las posteriores
condiciones de operación sólo dependen del las señales del sistema controlado. Para la creación de
las señales, puede utilizarse elementos de señal, tales como finales de carrera, interruptores,
pulsadores o sensores. Las señales requeridas pueden ser también ejecutadas a través de
funciones de temporizador.
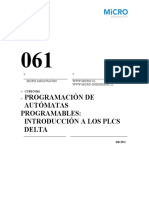
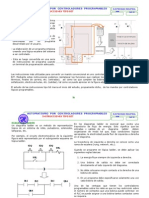
Aparato de Corte
Con la operación de la válvula de arranque, el cilindro del aparato de corte se expande. Tras
alcanzar la posición final, el final de carrera se activa y el cilindro se contrae automáticamente.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 10 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
5. POSIBILIDADES DE VISUALIZACIÓN DE EJECUCIÓN DE MOVIMIENTOS Y ESTADOS DE
SEÑALES
La cooperación del trabajo y elementos de control puede ser cláramente señalado a través de
convenientes posibilidades de representación. Incluso con sofisticadas configuraciones de tareas,
las conexiones son todavía reconocidas como rápidas y seguras. Además, una representación
sencilla de ejecuciones de movimientos y conmutación de estados, hace posible también la
comunicación en un ámplio rango de ejecución.
Posibles formas de visualización de ejecuciones de movimiento y estados de señales
- Descripción de las tareas de control
La secuencia de control se describe en forma de texto.
- Inscripción en orden cronológico
La secuencia de control se representa en pocas líneas.
- Tabla de Modos
La ejecución paso a paso es listada en una tabla.
- Breve representación
La secuencia puede ser rápida y fácilmente visualizada a través de movimientos sencillos.
- Diagrama de Movimientos
Con la ayuda de los diagramas de pasos y tiempos, la ejecución del movimiento es visualizada
gráficamente. Se suministra una mejor visión global de las conexiones.
- Diagrama de Funciones
Es un proceso de representación orientada al problema del control. El diagrama de funciones
sustituye, o complementa, a la descripción verbal y representa un problema del control con sus
características y aplicaciones respectivas. S7-GRAPH es un lenguaje de programación que se
corresponde básicamente con un diagrama de funciones.
A través de un ejemplo de programa, las diferentes posibilidades de visualización son descritas.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 11 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
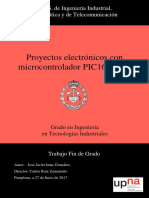
5.1 Descripción de las tareas de control
Se muestra el esquema de un regulador de un aparato de corte. Con la ayuda de un alimentador y
un aparato de corte, la varilla será acortada. El material se suministra a través de un cilindro de
aliemntación (cilindro B), el cual se mueve a lo largo de una mordaza neumática (cilindro A). El
material se presiona contra un tope final, y se aguanta con la mordaza (cilindro C). Al mismo tiempo,
el proceso de corte puede comenzar (cilindro D) y, posteriormente, la apertura de la mordaza tiene
lugar (cylindro A). La mordaza (cilindro A) es abierta, y vuelve a su posición inicial (cilindro B). Si el
proceso de corte es finalizado (cilindro D) y el alimentador ha alcanzado la posición de inicio,
entonces la mordaza (cilindro C) se abrirá y se podrá llevar a cabo un nuevo ciclo de ejecución. El
arranque es llevado a cabo a través del pulsador de START, si todor los cilindros se encuentran en
posición retraida.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 12 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
5.2 Inscripción en orden cronológico
El Cilindro A se expande y cierra la mordaza,
El Cilindro B se expande y empuja el material hasta el tope final
El Cilindro C se expande y presiona la varilla en el aparato de corte.
El Cilindro A se contrae (la mordaza se abre) y se expande el Cilindro D (Corte),
El Cilindro B se contrae (el alimentador vuelve a su posición inicial) y se contrae el Cilindro D,
El Cilindro C se contrae y abre la mordaza.
5.3 Tabla de modos
Paso Cilindro A Cilindro B Cilindro C Cilindro D
1 Avanza - - -
2 - Avanza - -
3 - - Avanza -
4 Retrocede - - Avanza
5 - Retrocede - Back
6 - - Retrocede -
5.4 Breve representación
Para la secuencia de movimientos, es frecuentemente significativo qué tareas de movimiento son
cumplimentadas, de manera que una secuencia de movimiento pueda ser también utilizada desde
muchos otros controles. Para poder ampliar el control, la secuencia de movimiento debería ser
primero descrita en una breve representación, para que se pueda echar un rápido vistazo al
movimiento.
A cada representación, se le asigna un nombre de movimiento.
Nombre de la expansión o movimiento de avance de un cilindro: +
Nombre de la contracción o movimiento de retroceso de un cilindro:: -
Para motores, M+ puede utilizarse para giro a derechas, M- para giro a izquierdas y M* para parada
de motor.
Los movimientos paralelos se escriben en su representación abreviada.
En nuestro ejemplo, la representación breve es la siguiente:
A- B-
A+ B+ C+ D+ D- C-
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 13 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
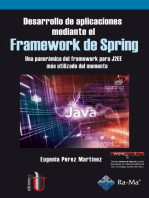
5.5 Diagrama de Movimientos
5.5.1 Diagrama de Pasos
Aquí, la ejecución de la tarea de un elemento de trabajo se representa como una función de sus
respectivos pasos (Paso: Un cambio en la condición de cualquier unidad física), se aplica el modo
de retraso. Si se encuentran disponibles varios elementos de trabajo para un control, entonces son
representados de la misma forma y dibujados uno debajo del otro. La relación se produce a través
de los pasos. Con el diagrama de pasos, la distancia de las líneas de pasos es siempre la misma.
Además, las líneas de señales pueden incluirse en el diagrama de pasos.
En nuestro ejemplo, el diagrama de pasos, se representa en en las dimensiones siguientes: .
Estado
Elemento
1 2 3 4 5 6 7=1
Línea de Paso
1
S
Operación A
AND – Señal
Binaria Línea de Paso
0
1 Línea de
Función
B
0
Línea de
1 Señal
C
0 Final de
Carrera
1
D
0
5.5.2 Diagrama de Tiempos
El diagrama de tiempos es un diagrama de pasos, a través del cual, el curso adicional de los
movimientos es señalado en un eje temporal en la parte inferior del diagrama. Allí se puede leer la
duración del movimiento. La distancia de las líneas de pasos cambia, dependiendo del tiempo
requerido. El número de pasos y tipo de movimientos permanecen inalterados.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 14 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
6. DESARROLLO DE UN APARATO DE CORTE
Para el desarrollo de un aparato de corte, debería generarse un diagrama de funciones, tras asignar
los elementos de señal y elementos de trabajo.
6.1 Asignación de los elementos de señal
S0 Pulsador de Start
S1 a0 Final de carrera cil.A compresión
S2 a1 Final de carrera cil.A expansión
S3 b0 Final de carrera cil.B compresión
S4 b1 Final de carrera cil.B expansión
S5 c0 Final de carrera cil.C compresión
S6 c1 Final de carrera cil.C expansión
S7 d0 Final de carrera cil.D compresión
S8 d1 Final de carrera cil.D expansión
6.2 Asignación de los elementos de trabajo
Y1 Válvula solenoide para cilindro A expan/comp.
Y2 Válvula solenoide para cilindro B expan/comp.
Y3 Válvula solenoide para cilindro C expan/comp.
Y4 Válvula solenoide para cilindro D expan/comp.
6.3 Diagrama de Funciones en Norma DIN EN 61131-3 (IEC 61131-3)
El diagrama de funciones es un proceso orientado a la representación de un problema de control,
independiente de la realización de , por ejemplo, el equipo utilizado. Facilita la cooperación de
diferentes disciplinas técnicas como, p.e., ingeniería mecánica, neumática, hidráulica, electrónica,
etc..... Un problema de control es cláramente representado, con sus características básicas, en una
estructura (pasos) y con los detalles en una estructura muy precisa (instrucciones), necesarios para
la correspondiente aplicación.
Nota: Dado que el aparato de corte puede trabajar en dos puestos separados (alimentador y
aparato de corte), se debe de generar un diagrama de funciones con ramas
simultáneas.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 15 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
6.4 Diagrama de Funciones del Aparato de Corte en Norma DIN EN 61131-3 (IEC 61131-3)
Paso Inicial
1
S0 Start
S7 d0 cil. D compresión
S5 c0 cil. C compresión
S3 b0 cil. B compresión
&
S1 a0 cil. A compresión
S Cilindro A: Expansión
2
S2 a1
S Cilindro B: Expansión
3
S4 b1
S Cilindro C: Expansión
4
S6 c1
R cil. A: Comp. S cil. D: exp.
5 6
S1 a0 S8 d1
R cil. B: Comp. R cil D: Comp.
7 8
S3 b0
&
S7 d0
R cilindro C: Compresión
9
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 16 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
7. GENERACIÓN DE UN PROGRAMA S7-GRAPH
En el diagrama de funcionesse suministra un programa ejecutable S7-GRAPH.
7.1 Arrancando el Administrador SIMATIC y generando un nuevo proyecto
1. Hacemos click en el símbolo Nuevo.
2. Damos un nombre al proyecto.
3. Hacemos click en Click Aceptar.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 17 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
7.2 Insertando un Equipo SIMATIC 300 y abriendo la configuración hardware
1. Hacemos click en el nombre del proyecto Aparato de Corte.
2. Hacemos Click en Insertar.
3. Elegimos Equipo.
4. Hacemos click en Equipo SIMATIC 300.
5. Elegimos SIMATIC 300(1).
6. Hacemos Doble Click en Hardware.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 18 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
7.3 Configurando el hardware y transfiriendolo a un equipo automatizado
1. Introducimos los componentes del hardware.
2. Guardamos y Compilamos.
3. Cargamos el hardware en el Módulo.
4. Cerramos la ventana.
Nota: La configuración hardware arriba representada es solo un ejemplo. La configuración real
debe de coincidir con la referencia del módulo mostrada a pie del catálogo.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 19 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
7.4 Generando una tabla de símbolos e introduciendo símbolos
1. Desplegamos la CPU 314 y hacemos click en Programa S7(1) .
2. Hacemos doble click en Símbolos.
3. Introducimos los símbolos en la tabla.
4. Guardamos la tabla de símbolos.
5. Cerramos la ventana.
Nota: Las direcciones de los operandos deben estar acorde con sus respectivos módulos.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 20 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
7.5 Insertando bloques de función S7-GRAPH
1. Desplegamos Programa-S7(1), y hacemos click en Bloques.
2. Hacemos click en Insertar.
3. Elegimos Bloque-S7.
4. Hacemos click en Bloque de Función.
5. Elegimos lenguaje de creación GRAPH.
6. Hacemos click en Aceptar.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 21 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
7.6 Abriendo S7-GRAPH e introduciendo secuencias.
1. Hacemos Click en Bloques.
2. Hacemos doble click en FB1.
S7-GRAPH se abrirá.
Acciones (Instrucción)
Paso
Transición
(cambio de condición)
El primer paso del secuenciador se
introduce de manera automática en el
bloque. Este paso será el paso inicial, siendo
activado en el comienzo del secuenciador
Avisos y Mensajes de Error
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 22 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
7.7 El principio de un secuenciador
Un secuenciador se compone de una serie de pasos, los cuales son activados en un orden prefijado,
pero siempre dependiente de una serie de condiciones que cambian en el tiempo.
La edición de un secuenciador siempre comienza con un paso inicial o con varios pasos iniciales,
que se emplazan en un lugar arbitrario en el secuenciador. En el momento en que las acciones de un
paso sean cumplimentadas, dicho paso estará activo. Durante la ejecución de varios pasos, todos
estarán activos al mismo tiempo.
Un paso se abandona, cuando todos los errores son subsanados y/o confirmados y se lleva a cabo la
siguiente transición a dicho paso.
El siguiente paso que sigue a la transición ejecutada se activa.
Al final de un secuenciador puede existir un salto a cualquiera de los pasos o a otra secuencia del
FB. Esto permite una ejecución cíclica del secuenciador. También existe un fin de cadena. La
ejecución finaliza cuando se alcanza dicho final de candena.
7.8 Paso Activo
Un paso activo es un paso cuyas acciones estás siendo ejecutadas directamente.
El paso se activa cuando:
· Las condiciones del paso anterior se han cumplido, o
· Se ha definido como paso inicial y se ha inicializado el secuenciador, o
· Ha sido llamado desde una acción dependiente de un evento.
7.9 Elementos de un secuenciador
Paso + transición Abrir una rama
Salto
Cerrar una rama
Final de Rama Abrir una rama alternativa
Insertar Secuenciador Cerrar una rama alternativa
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 23 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
7.10 Generación de un secuenciador en el diagrama de funciones
7.10.1 Primer paso
1. Hacemos Doble click en Comentario del Bloque e introducimos la información.
2. Hacemos clicken Entrada de la Transición.
3. Insertamos una Operación AND.
4. Add additional bin. inputs.
5. Enter operands on the And-symbol.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 24 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
6. Hacemos click, con el botón derecho del ratón, en Transición T1.
7. Hacemos click en Paso + Transición, con insertar nuevo elemento.
Se acaba de introducir el segundo paso.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 25 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
7.10.2 Segundo paso
1. Hacemos Click en Descripción e introducimos la información del segundo paso.
2. Introducimos una Acción .
3. Hacemos doble click en la acción a ser ejecutada o, haciendo click con el botón derecho del ratón
y elegiendo Propiedades del objeto.
4. Introducimos una transición.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 26 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
Posible evento
S Set del operando
R Reset del operando
N No guardar
D Retardo
L Tiempo limitado
Posible instrucción
estándar
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 27 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
7.10.3 Tercer y Cuarto paso
1. Hacemos Click en Transición T2.
2. Hacemos click en Paso + Transición dos veces para insertar los pasos S3 y S4.
3. Introducimos las acciones y descripciones de los pasos.
4. Introducimos las transiciones.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 28 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
Los pasos siguientes se insertan con una rama.
Existen dos tipos de ramas:
La rama alternativa,
Se inserta tras el paso seleccionado y comienza con una transición.
Los pasos de una rama alternativa son ejecutados, sólo si se ha cumplido la transición.
La rama se puede cerrar a la izquierda de una transición o con un final de rama.
Cerrar una rama alternativa.
Final de rama.
La rama simultánea,
Se inserta después de la transición seleccionada y comienza con un paso.
Los pasos de una rama simultánea deben de seguir ejecutándose, dado que se ejecutarán en
paralelo con los pasos básicos.
La rama sólo se puede cerrar a la izquierda de un paso.
Cerrar rama simultánea.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 29 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
7.10.4 Insertando una rama
Para insertar ramas, es mejor cambiar a la representación global.
Para poder generar una rama simultánea, debemos seguir las siguientes acciones:
1. Hacemos Click en Transición T4.
2. Insertamos Paso + Transición (Se insertan el Paso S5 y la Transición T5).
3. Hacemos Click en Transición T4.
4. Hacemos Click en Abrir Rama Simultánea (se inserta el Paso S6).
5. Hacemos Click en Transición T5.
6. Insertamos Paso + Transición (Se insertan el Paso S7 y la Transición T6).
7. Hacemos Click en Paso S6.
8. Insertamos Paso + Transición (Se insertan el Paso S8 y la Transición T7).
9. Hacemos Click en Paso S8.
10. Hacemos Click en Cerrar Rama Simultánea
11. Hacemos Click en Paso S7.
Para introducir las acciones y transiciones se recomienda cambiar a la representación en una hoja.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 30 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
7.10.5 Introduciendo acciones y transiciones del Paso S5 al Paso S8 e introduciendo el último paso
1. Cambiamos a la Representación en una Hoja (80%).
2. Introducimos la acciones.
3. Introducimos las transiciones.
4. Hacemos click en la Transición T6.
5. Insertamos Paso + Transición.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 31 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
7.10.6 Editando el último paso e insertando el retorno al primer paso
1. Introducimos la descripción y acción del paso.
2. Introducimos la transición.
3. Hacemos Click en la Transición T8.
4. Insertamos un salto.
5. Insertamos S1 como el destino del salto o hacemos click en Paso S1, ambas formas son
correctas.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 32 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
7.10.7 Características del Bloque, configuración y salvaguarda de los bloques finalizados
Antes de salvar el bloque, debe de modificarse su configuración.
1. Hacemos Click en Herramientas.
2. Hacemos Click en Preferencias para bloques....
3. Configuramos Parámetros de FB a Mínimos.
4. Configuramos Ejecución a Completa, de manera que el bloque de función contenga los FCs
estándar.
5. Hacemos Click en Sincronización.
6. Hacemos Click en Aceptar.
7. Guardamos el bloque.
8. Cerramos S7-GRAPH.
Nota: Si todavía existen errores, no se podrá almacenar el bloque. Un bloque incorrecto
puede generarse sólo como fuente. Al almacenar el bloque, se genera un bloque de
datos con el SFC64. Ambos son copiados en la lista de bloques.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 33 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
7.11 Configurando las características del Bloque de Organización y abrir el OB1
1. Hacemos Click en Bloques .
2. Hacemos Doble click en el OB1.
3. En las propiedades del bloque de organización, seleccionamos como lenguaje de programación en
FUP.
4. Hacemos click en Aceptar.
Nota: Si el OB1 no se abre automáticamente tras el ajuste de propiedades, abriremos el OB1
con un doble click en la lista de bloques.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 34 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
7.12 Editando el Bloque de Organización OB1 y cargando bloques en el módulo
1. Introducimos la cabecera de bloques y segmento.
2. Hacemos click en el campo de entrada
3. Abrimos Elementos de Programa.
4. Insertamos FB1 a través de un doble click.
5. Introducimos el DB1.
6. Guardamos el bloque OB1.
7. Cerramos el editor KOP/AWL/FUP.
8. Hacemos Click en Bloques y los cargamos el módulo.
Tras transferir los bloques en el módulo, se puede depurar el programa.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 35 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
8. FUNCIONES DE DIAGNOSIS Y DEPURACIÓN
8.1 Monitorizando el Secuenciador
El bloque de función puede ser probado con S7-GRAPH. Tras la apertura de los FBs se puede
observar la ejecución paso a paso con la función Observar.
Dicha función muestra el estado de las señales de las variables de entrada y salida. Los pasos
activos se distinguen por aparecer coloreados.
8.2 Observar/Forzar variable
Bajo el menú Sistema de Destino, se encontrará la opción de poder observar y forzar variables.
Tras la generación de una tabla de variables y el ajuste de las condiciones de disparo, se puede
intervenir en la ejecución del proceso para poder llevar a cabo la depuración de posibles errores.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 35 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
8.3 Control de la Cadena
En el menú Test, se encontrará la función de depuración Controlar Cadena, con la que se puede
depurar un sistema de control secuencial con S7-GRAPH en todo tipo de operaciones. Todas las
entradas y ajustes de las ventanas de diálogo operan de manera automática y de acuerdo con los
Parámetros del FB.
Las entradas de la pantalla Controlar Cadena varían según las configuraciones que se hicieran a la
hora de compilar el bloque. Las configuraciones que aquí se seleccionen tienen prioridad sobre
cualquier otros ajustes que pudieran haberse hecho a la hora de compilar la cadena.
Para poder hacer modificaciones, el selector de modos de la CPU deberá estar en posición RUN-P.
Ajuste del Tipo de Operación
Activando una de las opciones, se puede cambiar la secuencia de ejecución al tipo de operación
seleccionado. De esta manera se podría, p.e., ejecutar la cadena de manera manual o
automáticamente. En modo manual se puede activar o desactivar cada uno de los pasos. Se
procederá de la siguiente forma:
1. Seleccionamos el número del paso en el campo Nº de Etapa, o símplemente hacemos click en el
paso que deseemos seleccionar.
2. Seleccionamos la acción que debería de ser continuada a través de este paso:
- Activar: El paso seleccionado es activado aún cuando el paso anterior no se hubiera cumplido.
- Disable: El paso seleccionado es desactivado.
Hay que tener en cuenta que se debe desactivar el paso activo actual antes de activar otro paso, ya
que, en una secuencia lineal, sólo puede haber un paso activo al mismo tiempo. Si se elige un nuevo
modo de ejecución, el modo de ejecución original es remarcado en negrita. Una vez se controle una
cadena en manual, se puede volver a modo automático y cerrar la ventana de diálogo “Controlar
Cadena”.
Si se activa el botón “Ampliar”, se podrán controlar parámetros adicionales.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 36 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
8.4 Sincronización
S7-GRAPH le ayuda a localizar posibles puntos de sincronización entre el proceso y la cadena. Un
proceso deja de estar sincronizado cuando es manualmente desplazado a otra condición. Esto
puede ser resultado, p.e., de cambiar a modo manual, modo en el que se puede activar cualquier
paso, incluso sin haberse cumplido las condiciones del paso anterior. Para poder continuar el
proceso automáticamente y localizar los posibles puntos de sincronización, se debe de ejecutar la
función de sincronización. S7-GRAPH indica todos los pasos que cumplen la siguiente condición:
La transición que precede al paso debe de cumplirse y la posterior no debe de cumplirse.
8.4.1 Requisitos
La cadena está siendo controlada en modo manual.
-. El bloque es compilado con la opción "Sincronización".
(Esta opción se encuentra en la solapa "Compilar/ Guardar" en el menú Herramientas ->
Preferencias para Bloques -> Solapa Guardar / Compilar -> Sincronización).
8.4.2 Arrancando la Sincronización
Para poder arrancar la sincronización, seguiremos los siguientespasos:
1. Seleccionamos el menú Test, Sincronización.
S7-GRAPH buscará ahora todos los pasos que reunen la condición de sincronización
(La transición que precede al paso debe de cumplirse y la posterior no debe de cumplirse). Todos
los pasos que se encontraron sonremarcados en amarillo.
2. Seleccionamos uno o más de esos pasos, utilizando el ratón, y el icono cambiará a ser un aspa.
Se pueden marcar también pasos que no estén resaltados en amarillo.
3. Activamos los pasos elegidos con el botón "Activar".
4. Cambiamos ahora la cadena de nuevo a modo automático.
Nota: En una rama simultánea, cada camino debe de contener un paso a activar.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 37 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
8.4.3 Ejecución de la Sincronización y activación de un nuevo paso
1. Marcamos el paso con el ratón.
2. Hacemos Click en Activar.
Sólo el paso seleccionado está ahora activo. Los pasos anteriormente activados (p.e. Paso S1) se
desactivan.
Nota: Dado que el Paso S6 se encontrón en una rama simultánea, los Pasos S5 o S7 deben
de ser adicionalmente activados (en caso de no encontrarse resaltados en amarillo).
Para poder cpntinuar con la sincronización, el interruptor de modo de la CPU debe estar
en posición RUN-P.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 38 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
8.5 Funciones de Diagnosis
Las funciones de diagnosis siguientes se suministran para análisis posteriores del sistema de control
secuencial. Nótese, no obstante, que no todas las funciones proporcionan información sobre el
sistema de control secuencial S7-GRAPH:
-· Información del estado del módulo
-· Información del modo operativo
-· Evaluación de los mensajes de la CPU
-· Generación de datos de referencia
-· Creación de datos de diagnosis del proceso.
Esas funcionen proporcionan otros métodos de depuración y sumunistran información importante
acerca del uso de los bloques y las direcciones. También se pueden seleccionar esas funciones de
test directamente desde el Administrador SIMATIC.
Nota Para mayor información sobre estos temas, ver textos de ayuda acerca de los menús
del Administrador SIMATIC.
8.5.1 Consultando la información del módulo y modo operativo
En el menú Sistema de Destino y bajo la opción Modo Operativo, se puede consultar diferente tipo
de información sobre los módulos.
Como información adicional del sistema de control secuencial, el contenido del buffer de diagnosis y
la cantidad de memoria de trabajo y memoria de carga utilizadas, pueden ser interesantes.
Se puede, por ejemplo, encontrar las razones de errores a través del Buffer de Diagnosis y las
solapas de Pilas. Con el menú Sistema de Destino -> Modo Operativo, se puede consultar y
modificar el modo actual de la CPU.
8.5.2 Evaluando el Buffer de Diagnosis
Activando la opción Mensajes con WR_USMSG (SFC52) en Herramientas -> Preferencias para
Bloques -> Solapa de Mensajes, S7-GRAPH introduce los siguientes mensajes en el buffer de
diagnosis.
-· Errores de Interlocución, estado entrada/salida
-· Monitorización de errores (errores de ejecución) entrada/salida
Desde la información detallada sobre el mensaje, se puede deducir donde se produjo el error.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 39 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
8.5.3 Evaluación de los mensajes de la CPU
En el Administrador SIMATIC, se puede utilizar el menú Mensajes CPU, bajo Sistema de Destino
para visualizar eventos y mensajes de alarma.
8.5.4 Visualizando datos de referencia
Para probar el sistema de control secuencial, se puede llamar a los datos de refrencia.
Los datos de referencia se crean de la siguiente forma:
Cuando se compile el FB, se crean los datos de referencia si dicha función fué seleccionada en la
solapa "General", la cual se puede acceder a través del menú Herramientas -> Preferencias
Generales -> Mostrar Datos de Referencia. Con el menú Herramientas -> Datos de Referencia,
se generan los datos de referencia cuando se necesiten. De esta forma, S7-GRAPH llama a la
aplicación de STEP 7 y muestra los datos de referencia.
La tabla siguiente muestra la información disponible:
Lista Contenido
Referencias Cruzadas Lista de operandos utilizados en el programa S7
Ocupación E/S/M Plano de Ocupación de Entradas, Salidas y/o Marcas
Ocupación T/Z Plano de Ocupación de los Temporizadores y Contadores
Estructura del Programa Visión de los bloques que estan siendo utilizados, donde y tipo de
llamada, así como de los bloques no llamados en el programa de
usuario
Lista de Símbolos no Lista de los símbolos generados en la tabla de simbólicos que no
Utilizados se han utilizado en el programa de usuario
Lista de Operandos sin Lista de los operandos del programa de usuario que no tienen
Símbolo asignado símbolo en la tabla de simbólicos
Si se visualiza la Estructura del Programa o la Lista de Referencias Cruzadas, se puede saltar al
punto seleccionado, abriendo el bloque correspondiente.
8.5.5 Generando datos de diagnosis
Los datos de diagnosis se generan cuando se salva el FB, al seleccionar la opción Generar Datos
PDIAG en la solapa General de la ventana de diálogo Opciones de Aplicación. Se debe de
seleccionar también la opción Mensaje con ALARM_SQ/ALARM_S en la solapa Mensajes de la
ventana de diálogo Opciones del Bloque.
8.5.6 Actualizando los datos de diagnosis tras un recableado
Si se han modificado direcciones en el Administrador SIMATIC, a través de la opción de menú
Recablear, y dichas direcciones son también utilizadas en la cadena, los correspondientes datos de
diagnosis son sólo actualizados al abrir de nuevo el FB de S7-GRAPH y salvarlo.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 40 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
9. DESARROLLO DEL APARATO DE CORTE CON CONDICIONES MARGINALES ADICIONALES
La ejecución de trabajo del Aparato de Corte ya se encuentra presente como un sistema de control
secuencial S7-GRAPH. Aquí, las funciones extendidas de S7-GRAPH deberían de obtenerse a
través de la modificación de tareas con condiciones marginales adicionales.
9.1 Descripción de las condiciones marginales adicionales
1. Las opciones entre los modos “Automático“ o “Manual“. Si se cambia de modo automático a
manual en el ciclo actual, el control se queda parado. Tras volver al modo automático, el ciclo
continúa, sólo si se activa el botón “Start”.
2. Con la preselección de “Automático“, la opción entre “Ciclo Único “ o “Ciclo Contínuo “ existe. El
ciclo contínuo debería de ser borrado al seleccionar el ciclo único. Un ciclo ya arrancado se
ejecuta hasta el final. El inicio del ciclo se produce tras pulsar el botón de “Start”.
3. Con la Opción “Manual“, el control puede ser ajustado a través de un botón de Ajuste en el
estado inicial. Con el botón “Start”, es posible, en manual, la ejecución de la cadena paso a paso.
4. La forma del material es comprobado con un final de carrera. Si la varilla llega a su final, el
Aparato de Corte debe pararse en el estado inicial e interrumpir la ejecución continua del ciclo.
Tras insertar un nuevo material, el control debe ser capaz de arrancar de nuevo pulsando “Start”.
5. En caso de apagar y encender el control, el sistema no debe de arrancar automáticamente, sino
esperar a detectar la señal de arranque.
6. Tras pulsar la Parada de Emergencia, el sistema debería de detenerse. Tras ajustar el Aparato
de Corte a las condiciones de inicio, se podrá volver a arrancar el proceso.
7. El tipo de operación “Manual“, “Automático“, “Ciclo Contínuo “ y “Parada de Emergencia “
deberían de visualizarse a través de las lámparas H1 a H4.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 41 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
9.2 Asignando los elementos de señal
E1.1 MAN/AUTO Interruptor Manual-Automático Señal 1 = Modo Operación Automático
E1.2 SS/CS Interruptor Ciclo Paso a Paso o Contínuo Señal 1 = Ciclo Contínuo
E1.7 EMSTOP Parada de Emergencia (NC) Señal 0 = Parada de Emergencia
E1.6 ADJUST Botón de Ajuste
E1.3 PART Tipo de Material
E1.0 S0-Start Botón Start o Arranque
E0.0 S1-a0 Final de Carrera cil. A comprimido
E0.1 S2-a1 Final de Carrera cil. A expandido
E0.2 S3-b0 Final de Carrera cil. B comprimido Normalmente Abierto
E0.3 S4-b1 Final de Carrera cil. B expandido
E0.4 S5-c0 Final de Carrera cil. C comprimido
E0.5 S6-c1 Final de Carrera cil. C expandido
E0.6 S7-d0 Final de Carrera cil. D comprimido
E0.7 S8-d1 Final de Carrera cil. D expandido
9.3 Asignación de los elementos de trabajo y luces indicadoras
A4.0 Y1-A+/- Válvula del cilindro A exp/comp
A4.1 Y2-B+/- Válvula del cilindro B exp/comp
A4.2 Y3-C+/- Válvula del cilindro C exp/comp
A4.3 Y4-D+/- Válvula del cilindro D exp/comp
A4.4 H1-Man Luz indicadora para modo de operación manual
A4.5 H2-Auto Luz indicadora para modo de operación automático
A4.6 H3-CS Luz indicadora para modo de operación ciclo contínuo
A4.7 H4-EM Luz indicadora para modo de parada de emergencia
Nota: Primero añadiremos estos símbolos en la tabla de simbólicos del proyecto de STEP7
“Aparato de Corte”.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 42 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
9.4 Insertando las condiciones marginales en el problema de control
S7-GRAPH ofrece la posibilidad de generar bloques de función con variables adicionales en las
propiedades del bloque, cambiando los parámetros del FB. Con la ayuda de esos módulos
funcionales, es posible activar todas las funciones del control secuencial a través de entradas. A
través de variables de salida se pueden visualizar los diferentes estados de la cadena. Además de
esas condiciones, se pueden programar enclavamientos y supervisiones en la representación de
etapa. Los errores de enclavamiento y supervisión se registran en el buffer de diagnosis de la CPU y
pueden visualizarse cuando se soliciten. Con la ayuda de esas funciones adicionales, se asegura
una ejecución correcta de la cadena. De este modo, casi todas las condiciones marginales del
aparato de corte son programables.
5 Jerarquía de las condiciones de control
Para la programación de las condiciones marginales demandadas, se debe de considerar un orden
de prioridades. Las señales de entrada a través de los interruptores y pulsadores no suelen utilizarse
de manera directa, porque sólo pueden ser accionados bajo unas ciertas condiciones (p.e. modo de
operación manual).
El rango de prioridades y las condiciones propuestas son las siguientes:
1. “Parada de Emergencia “ (circuito de mando)
En electrónica, todo el sistema se suele apagar cuando se ejecuta una parada de emergencia. Esto
ha tenido éxito en el uso de componentes neumáticos, debido a la compresibilidad del aire y la falta
de un cierre automático. Se debe de considerar el posible peligro de cada elemento de potencia
individual y de especificar, para cada elemento, las condiciones de parada de emergencia (p.e. un
cilindro de anclaje nunca debe de despresurizarse).
En una situación de parada de emergencia del aparato de corte, consideraremos los siguientes
supuestos:
- El programa debe de interrumpirse inmediatamente.
- La cadena debe de apagarse.
- Los elementos de trabajo deben de permanecer en su posición.
- Todos los modos de operación (Manual, Automático, Ciclo Contínuo, etc...) están deshabilitados.
- Todos los generadores de señales están inactivos.
- La luz de parada de emergencia (H4-EM) está iluminada.
2. Modo de operación „Manual“
En modo Manual, el modo automático está desconectado y puede ejecutarse el modo manual a
través de la función “Ajuste“. Con la ayuda del botón de Start, el control puede ser ejecutado paso a
paso. La lámpara de modo Manual (H1-Man) está iluminada.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 43 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
3. “Ajuste“
Con el botón Ajuste, el sistema se ajusta a su estado inicial. Para el ajuste del aparato de corte, se
debe de cumplir las siguientes condiciones:
- La cadena es inicializada.
- Todos los elementos de trabajo pasan a su estado inicial.
(El Cilindro C primero, una vez se compriman los otros cilindros).
- Acuse de Errores (en caso de haber programado una petición de acuse).
Nota: El botón Ajuste sólo es válido en el modo de operación Manual. Tras una parada de
emergencia, se debe de volver a ajustar el sistema.
4. Modo de Operación “Automático“
En modo de operación automático, todas las funciones del modo de operación manual se
encuentran deshabilitadas. Sólo son posibles los modos de operación “Ciclo Único “ o “Ciclo
Contínuo “. Activando el botón Start, los programas escritos anteriormente son ejecutados
automáticamente. La lámpara de automático (H2-Auto) se enciende.
5. Modo de Operación “Ciclo Único “
Tras pulsar el botón de Start, el ciclo de programa será ejecutado una sola vez y, tras finalizar dicho
ciclo, el sistema permanecerá en el estado inicial. La lámpara de ciclo contínuo (H3-CS) se apaga.
6. Modo de Operación “Ciclo Contínuo “
Tras pulsar Start, el ciclo de programa se repetirá de manera indefinida, hasta que se pulse el botón
de ciclo único, o se elimine el ciclo contínuo, o no se disponga de más material en el aparato de
corte. La lámpara de ciclo contínuo (H3-CS) se enciende.
7. Botón de “Start “
Para la función del botón de “Start”, se tendrá en cuenta lo siguiente:
-. En modo manual, la cadena se ejecuta paso a paso con el botón “Start”.
-. En modo automático, el sistema de control secuencial se ejecutará pulsando el botón “Start”.
-. El rearranque del modo de operación automático se lleva a cabo con el botón “Start”.
-. La inserción de una nueva varilla de material se confirma con el botón “Start”.
-. Tras una caida de tensión, el control puede continuar en el modo seleccionado con el botón “Start”.
8. “Petición de Material “
La forma del material es comprobado a través de un final de Carrera en el módulo de alimentación.
Si ya no se dispone de más material, el ciclo contínuo es interrumpido y el sistema ejecuta hasta el
final el último ciclo iniciado.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 44 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
10. PROGRAMACIÓN DE LAS CONDICIONES MARGINALES ADICIONALES
10.1 Abriendo una tabla de simbólicos y añadiendo un símbolo
1. En la carpeta Programa-S7(1), hacemos doble click en Símbolos.
2. Completamos la tabla de simbólicos.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 45 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
10.2 Generando una función FC1 para las condiciones marginales
Creamos y abrimos un Bloque S7 en el Administrador SIMATIC.
1. Hacemos Click en la carpeta Bloques.
2. Hacemos Click en el menú Insertar.
3. Elegimos Bloque S7.
4. Hacemos doble click en Función.
5. Elegimos lenguaje de creación FUP.
6. Hacemos Click en Aceptar.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 46 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
10.3 Abriendo la función FC1 y llevando a cabo las modificaciones
10.3.1 Introduciendo el Segmento 1 y añadiendo tablas de símbolos
1. Hacemos doble click en FC1.
2. Introducimos el Segmento 1.
3. Hacemos click en M0.0 con el botón derecho del ratón y elegimos Editar Símbolo.
4. Introducimos símbolo y comentario.
5. Hacemos click en Aceptar.
Nota: De esta manera, las direcciones pueden suministrarse directamente a través de
símbolos. Los símbolos son insertados en la tabla de simbólicos automáticamente.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 47 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
10.3.2 Introduciendo los segmentos 1 al 3 del FC1
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 48 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
10.3.3 Introduciendo los segmentos 4 al 7 del FC1
Tras introducir todos los segmentos, guardamos la función FC1 y cerramos la ventana.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 49 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
10.4 Abriendo el Bloque de Función FB1 y llevando a cabo las modificaciones
10.4.1 Visualizando el Paso S1 en representación de Etapa
1. Hacemos click en la carpeta Bloques.
2. Hacemos doble click en FB1.
3. Elegimos el Paso S1.
4. Hacemos Click en Representación de Etapa.
Area para Enclavamiento
Area para Supervisión
En la representación de etapa, se visualizan todas las áreas dónde se pueden programar acciones y
condiciones. Aquí se introducen los enclavamientos y supervisiones.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 50 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
10.4.2 Paso S1 con programación del enclavamiento
En el primer paso se programa el paso inicial. Cuando se ajuste el aparato de corte, la cadena es
inicializada, es decir, el Paso Inicial S1 es activado. Se procede a colocar los elementos de trabajo en
su posición de salida. Téngase en cuenta que el cilindro C se comprime sólo si los otros cilindros han
sido comprimidos anteriormente. Esta condición se programa con un enclavamiento. Un
enclavamiento es, por tanto, una condición programable que afecta a la ejecución de las acciones
individuales.
1. Introducimos un comentario del paso.
2. Damos una condición al enclavamiento.
3. Sustituimos la entrada S0-Start por la marca SM .
4. Insertamos acciones.
5. Hacemos click con el botón derecho del ratón y seleccionamos Propiedades del Objeto.
Esta acción se cumple sólo cuando
se cumpla el enclavamiento. El
campo C muestra el enclavamiento
programado
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 51 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
10.4.3 Paso S6 con programación de supervisión
En el sexto paso, la varilla es cortada. En el proceso de corte, la herramienta sujeta la pieza. Aquí se
monitoriza el tiempo del paso (tiempo de ejecución máximo de un paso) programandolo. Si se
excede este tiempo, un error de monitorización se muestra y no puede ejecutarse el paso siguiente.
Sólo es posible un posterior cambio en la cadena si se satisface la transición necesaria y se acusa el
error de monitorización con el botón Ajuste. Estas condiciones deben de ser programadas con una
supervisión. Una supervisión es, por tanto, una condición programable en el paso para
monitorización, que afecta a posteriores cambios de un paso al siguiente.
1. Elegimos el Paso S6 e introducimos el comentario del paso.
2. Hacemos Click en Paso S6 y en el símbolo Supervisión V.
3. Introducimos un tiempo de “T#5S“.
Con la monitorización de tiempo T, se utilizará el tiempo de activación del paso.
Con la monitorización de tiempo U, se utilizará el tiempo de activación de paso ininterrumpido.
Nota: En modo manual, el tiempo de activación del paso puede ser posteriormente conmutado
dentro del tiempo de monitorización.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 52 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
10.5 Acciones adicionales y resultados
10.5.1 Acciones Estándar - con y sin enclavamientos
Todas las acciones estándar pueden combinarse con enclavamientos. Las acciones son sólo
ejecutadas cuando se cumplen las condiciones del enclavamiento (letra C añadida).
Las acciones estándar sin enclavamientos se ejecutan siempre que el paso esté activo.
Nota: Todas las acciones, que contienen los operandos D o L , requiere un indicador de
tiempo. Los indicadores de tiempo se programan como constantes con la sintaxis
T#<const> y son combinados de manera arbitraria.
<const>= nD (n Días), nH (n Horas), nM (n Minutos), nS (n Segundos), nMS (n
Milisegundos), donde n = número (valor entero).
Ejemplo: T#2D3H: Constante de Tiempo = 2 Días y 3 Horas
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 53 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
10.5.2 Acciones dependientes de eventos
Una acción puede ser combinada lógicamente con un evento. Un evento es el cambio en el estado
de la señal de un paso, se pone a uno una supervisión o un enclavamiento o el acuse de un
mensaje. Si una acción es lógicamente combinada con un evento, el estado de la señal del evento
es reconocida por la detección del flanco. Esto significa que las instrucciones sólo pueden ser
ejecutadas en el ciclo en el que el evento tuvo lugar.
Se puede encontrar una descripción detallada de las acciones y condiciones en el manual de S7-
GRAPH o en el manual de programación de control secuencial S7-GRAPH.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 54 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
10.6 Configurando las opciones de bloque
Las opciones del bloque S7-GRAPH deben de cambiarse. En la opción de bloque Compilar/Guardar,
se elige un bloque estándar con más variables en Parámetros FB. Con un bloque estándar, las
funciones adicionales que se pueden programar, p.e. modo de operación automático y manual, de
manera sencilla.
1. En el menú, hacemos clic en Herramientas, Preferencias para Bloques.....
2. Cambiamos Parámetros FB a Estándar.
3. Elegimos Acuse obligado en caso de error.
4. Hacemos Click en la solapa Mensajes.
Nota: Los errores con monitorización (Supervisión) deben de acusarse con el botón Ajuste.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 55 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
10.7 Aceptando la configuración del bloque y guardando el Bloque de Función FB1
1. Elegimos Mensajes con WR_USMSG.
2. Desactivamos con Envío.
3. Hacemos Click en Aceptar.
4. Guardamos y Compilamos el bloque.
5. Cerramos S7-GRAPH.
Nota:
Con la opción „Mensajes con WR_USMSG“, se genera el
SFC52 en el proyecto S7. Con este bloque, los mensajes
de error de los enclavamientos y supervisiones son
insertados en el buffer de diagnosis de la CPU .
Con la opción “con envío “, los mensajes son, además,
enviados a otros nodos de la red, p.e., a una OP.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 56 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
10.8 Modificación del Bloque de Organización OB1
10.8.1 Abriendo el OB1
1. Hacemos click en la carpeta Bloques .
2. Hacemos doble click en OB1.
3. Confirmamos el mensaje con Aceptar.
4. Hacemos click en la llamada al bloque en el segmento 1 y la borramos.
Nota: El bloque ya no se corresponde con el FB1. Por tanto, se debe de hacer una nueva
llamada en el OB1.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 57 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
10.8.2 Editando el OB1, introduciendo el Segmento 1
1. Llamamos al FC1 en el Segmento 1.
2. Llamamos al FB1 en el Segmento 2.
3. Introducimos comentarios a los segmentos 1 y 2.
Nota: El bloque de función FB1 se suministra ahora con parámetros estándar. Ahora
podemos programar funciones adicionales en la llamada al bloque. No obstante, no se
necesita rellenar todos los parámetros obligatoriamente.
La ventaja obtenida al llamar a un bloque en FUP es que se puede programar funciones
lógicas en los parámetros.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 58 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
10.8.3 Segmento 2, introduciendo parámetros en la llamada al FB1
1. Introducimos el DB1.
2. Introducimos los parámetros del FB1.
3. Guardamos el OB1.
4. Cerramos el Editor KOP/AWL/FUP.
Descripción de los parámetros de entrada para modo automático y manual.
Parámetro Tipo Descripción
OFF_SQ BOOL Todos los pasos son desactivados inmediatamente
INIT_SQ BOOL Inicializa la cadena saltando al paso inicial
ACK_EF BOOL Acuse de una perturbación
S_PREV BOOL Igual que en Automático
S_NEXT BOOL Igual que en Automático
SW_AUTO BOOL Petición de modo Automático
SW_MAN BOOL Petición de modo Manual
SW_TOP BOOL Seleccionamos el modo de servicio siguiente
T_PUSH BOOL La transición se ejecuta cuando se cumplen todos los requisitos,
y se produce un flanco ascendente en T_PUSH
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 59 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
10.9 Transferencia del programa en el módulo
1. Seleccionamos la carpeta Bloques.
2. Hacemos click en Cargar.
3. Hacemos click en Todos.
Se transferiran todos los bloques a la CPU. La CPU debería estar en modo STOP.
Nota: Tras la transferencia del programa a la CPU, el aparato de corte puede depurarsecon
las condiciones marginales requeridas.
Las funciones de diagnosis y depuración se explican en el capítulo 8.
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 60 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
11. PARÁMETROS DEL FB S7-GRAPH
11.1 JUEGOS DE PARÁMETROS DEL FB
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 61 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
11.2 PARÁMETROS DE ENTRADA DEL FB S7-GRAPH
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 62 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 63 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 64 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
11.3 Parámetros de salida del FB S7-GRAPH
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 65 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Tecnología en Automatización y Accionamientos -SCE
Inicio Instalación Sist. de Cont. Secuencial Representación Configuración Func. De Diagn. Cond. Marginales Parametros FB
T I A Manual de Formación Página 66 de 66 Módulo C1
Edición: 02/2002 02/2002 Programación Secuencial con S7-GRAPH
Das könnte Ihnen auch gefallen
- Redes CISCO. Guía de estudio para la certificación CCNA Routing y Switching. 4ª Ed. Act.: HARDWARE (O SOPORTE FÍSICO DEL ORDENADOR)Von EverandRedes CISCO. Guía de estudio para la certificación CCNA Routing y Switching. 4ª Ed. Act.: HARDWARE (O SOPORTE FÍSICO DEL ORDENADOR)Bewertung: 4 von 5 Sternen4/5 (11)
- Desarrollo seguro en ingeniería del software.: Aplicaciones seguras con Android, NodeJS, Python y C++Von EverandDesarrollo seguro en ingeniería del software.: Aplicaciones seguras con Android, NodeJS, Python y C++Noch keine Bewertungen
- Manu Escalera 9300Dokument200 SeitenManu Escalera 9300Arely Garcia Espinoza67% (3)
- Guia Usuario MENTOR IIDokument114 SeitenGuia Usuario MENTOR IINestor Ripoll0% (1)
- Guía metodológica de iniciación al programa SAP2000®Von EverandGuía metodológica de iniciación al programa SAP2000®Bewertung: 5 von 5 Sternen5/5 (3)
- Motores de Induccion Monofasicos - Manual Del EstudianteDokument46 SeitenMotores de Induccion Monofasicos - Manual Del EstudianteLiam JJNoch keine Bewertungen
- Migrar de S5 A S7Dokument152 SeitenMigrar de S5 A S7pedro castilloNoch keine Bewertungen
- 5000M-6000M SpanishDokument428 Seiten5000M-6000M SpanishDianita PrissNoch keine Bewertungen
- Tesla Logo Tarea 1Dokument15 SeitenTesla Logo Tarea 1Liam JJ100% (4)
- Los OstrogodosDokument4 SeitenLos OstrogodosdonhalpeNoch keine Bewertungen
- 6es5998-3pr41 04Dokument548 Seiten6es5998-3pr41 04jaimeasisaNoch keine Bewertungen
- Unity Pro - Software de Programacion PLC SChneider - TutorialDokument800 SeitenUnity Pro - Software de Programacion PLC SChneider - TutorialAlejandro Janopi Perez100% (3)
- Rittal Instrucciones de Montaje, Instalación y Uso - CMC 5 4384Dokument74 SeitenRittal Instrucciones de Montaje, Instalación y Uso - CMC 5 4384Fidel Augusto FernandezNoch keine Bewertungen
- Catalogo Torno ChinoDokument193 SeitenCatalogo Torno ChinoCsar LepinNoch keine Bewertungen
- Sistema de control de tracción para Fórmula SAEDokument227 SeitenSistema de control de tracción para Fórmula SAEdiegoNoch keine Bewertungen
- SSW 06 SpanishDokument159 SeitenSSW 06 SpanishAlejandro BarbozaNoch keine Bewertungen
- Manual de Instrucciones Arrancador SSW-06 PDFDokument159 SeitenManual de Instrucciones Arrancador SSW-06 PDFrodolfoNoch keine Bewertungen
- Manual Taladro Fresador DM45 NCDokument198 SeitenManual Taladro Fresador DM45 NCsonylois0% (1)
- FI - Manual Fresadora SIEMENSDokument202 SeitenFI - Manual Fresadora SIEMENSmrchlNoch keine Bewertungen
- 3g3mx2 Guia RapidaDokument74 Seiten3g3mx2 Guia RapidaJuan Manuel VillanuevaNoch keine Bewertungen
- CVIC II - User Manual - SpanishDokument74 SeitenCVIC II - User Manual - SpanishDiego Jordan Hernández100% (1)
- Curso Básico PLC S7-300 SiemensDokument229 SeitenCurso Básico PLC S7-300 SiemensVictor Cerda Moreno100% (1)
- STEP 7 - de S5 A S7Dokument152 SeitenSTEP 7 - de S5 A S7humbertocanales_chNoch keine Bewertungen
- 621b2 SDokument284 Seiten621b2 Sgatito556Noch keine Bewertungen
- Informe TEC PDFDokument40 SeitenInforme TEC PDFpato2023Noch keine Bewertungen
- CVIR II - User Manual - Spanish - 6159933910 - ES-10-ESDokument78 SeitenCVIR II - User Manual - Spanish - 6159933910 - ES-10-ESCesar AlejandroNoch keine Bewertungen
- Manual Curso 061 v08052015 ALDokument77 SeitenManual Curso 061 v08052015 ALRomina Perez RapuNoch keine Bewertungen
- Proyectos Electonicos Con Microcontrolador PIC16F877ADokument100 SeitenProyectos Electonicos Con Microcontrolador PIC16F877Ajeancrv1978Noch keine Bewertungen
- Manual de Formación para Soluciones Generales en Automatización TIADokument65 SeitenManual de Formación para Soluciones Generales en Automatización TIALuisNoch keine Bewertungen
- Inicio Al PLC - Programación Con STEP 7 PDFDokument126 SeitenInicio Al PLC - Programación Con STEP 7 PDFJose Alonso Hernandez100% (1)
- Manual Sigesco Técnico - Kriptza GomezDokument43 SeitenManual Sigesco Técnico - Kriptza GomezAzzie CakesNoch keine Bewertungen
- Fresado de perfil por 12 puntosDokument84 SeitenFresado de perfil por 12 puntosMaquinaTelaNoch keine Bewertungen
- D1 Ud4 Grafcetteoria V2Dokument45 SeitenD1 Ud4 Grafcetteoria V2jorgeNoch keine Bewertungen
- Manual Programacion CQM1 CPM SRMDokument455 SeitenManual Programacion CQM1 CPM SRMAna VigueraNoch keine Bewertungen
- CVIC II - User Manual - Spanish - 6159932190 - ES-08-Series - ESDokument74 SeitenCVIC II - User Manual - Spanish - 6159932190 - ES-08-Series - ESJesús MartínezNoch keine Bewertungen
- Palacios Broncano Diseño Implementacion TesisDokument72 SeitenPalacios Broncano Diseño Implementacion TesisFernando HenriquezNoch keine Bewertungen
- TFG P 527Dokument115 SeitenTFG P 527harry_gomez18Noch keine Bewertungen
- TFG I 1916Dokument55 SeitenTFG I 1916HuyThaiNoch keine Bewertungen
- Guia de Usuario SAP Intelligent RPA CloudDokument698 SeitenGuia de Usuario SAP Intelligent RPA CloudJosé Enrique López RiveraNoch keine Bewertungen
- Manual Movimot SewDokument200 SeitenManual Movimot SewJesùs Cure MendozaNoch keine Bewertungen
- 802SC BPF-fresadoraDokument202 Seiten802SC BPF-fresadoraAndrés Alejandro BenseñorNoch keine Bewertungen
- Cable-Based Display Manual Esp PDFDokument30 SeitenCable-Based Display Manual Esp PDFJhousep steven Mesia gonzalesNoch keine Bewertungen
- M221 Guia de ProgramacionDokument192 SeitenM221 Guia de Programacionpablo_ramirez_32Noch keine Bewertungen
- ARCO 400 Reference Manual ESPDokument61 SeitenARCO 400 Reference Manual ESPVictor CisternaNoch keine Bewertungen
- WinCC Basic con KTP700 Basic y SIMATIC S7-1200 PARTE 1.Dokument66 SeitenWinCC Basic con KTP700 Basic y SIMATIC S7-1200 PARTE 1.vivoparacristo1991Noch keine Bewertungen
- Omron sp10 16 20 EDokument146 SeitenOmron sp10 16 20 EJackelinne Zoraida RiveraNoch keine Bewertungen
- s7 1500 SiemensDokument65 Seitens7 1500 SiemensJohn GoezNoch keine Bewertungen
- BMX NOR 0200 H (Manual Usuario)Dokument418 SeitenBMX NOR 0200 H (Manual Usuario)Brian LewisNoch keine Bewertungen
- Informe Programación en Ladder y Tipos de Arranque de Motores PDFDokument14 SeitenInforme Programación en Ladder y Tipos de Arranque de Motores PDFROLANDO HUACCACHI ESPILLCONoch keine Bewertungen
- Manual Conexionado EléctriconicoDokument112 SeitenManual Conexionado EléctriconicoignaciocastilloregueraNoch keine Bewertungen
- LabobotDokument53 SeitenLabobotguti_menendezNoch keine Bewertungen
- G50 Technical Manual Ver2Dokument128 SeitenG50 Technical Manual Ver2alexm3Noch keine Bewertungen
- 3g3mv Manual EspañolDokument234 Seiten3g3mv Manual EspañolJans 1981Noch keine Bewertungen
- Manual CNC Simulator PDFDokument65 SeitenManual CNC Simulator PDFHector Trejo100% (1)
- CNC 840DDokument134 SeitenCNC 840Dmariano_zoomNoch keine Bewertungen
- Desarrollo de aplicaciones mediante framework de spring: UNa panorámica del framework para J2EE más utilizado del momentoVon EverandDesarrollo de aplicaciones mediante framework de spring: UNa panorámica del framework para J2EE más utilizado del momentoNoch keine Bewertungen
- KNX. Domótica e Inmótica: Guía Práctica para el instaladorVon EverandKNX. Domótica e Inmótica: Guía Práctica para el instaladorBewertung: 5 von 5 Sternen5/5 (1)
- Principios básicos de estática y programación aplicados a casos realesVon EverandPrincipios básicos de estática y programación aplicados a casos realesBewertung: 5 von 5 Sternen5/5 (1)
- Predicción y optimización de emisiores y consumo mediante redes neuronales en motores diéselVon EverandPredicción y optimización de emisiores y consumo mediante redes neuronales en motores diéselNoch keine Bewertungen
- 55) Ley 28164 Modifica La Ley 27050Dokument5 Seiten55) Ley 28164 Modifica La Ley 27050Liam JJNoch keine Bewertungen
- Tesla Logo Contador 2008alumnoDokument22 SeitenTesla Logo Contador 2008alumnoLiam JJ100% (2)
- Manual para Ser Profesional Técnico en Mecànica de Producción (2) - 1Dokument46 SeitenManual para Ser Profesional Técnico en Mecànica de Producción (2) - 1Liam JJNoch keine Bewertungen
- Tesla Logo Bit 2008alumnoDokument21 SeitenTesla Logo Bit 2008alumnoLiam JJNoch keine Bewertungen
- Logo Contador TotalDokument8 SeitenLogo Contador TotalLiam JJNoch keine Bewertungen
- Tabla de Verificacion e Inspeccion Del TornoDokument20 SeitenTabla de Verificacion e Inspeccion Del TornoLiam JJ63% (8)
- 54) DS 003-2000-PROMUDEH Reglamento de La Ley 27050Dokument20 Seiten54) DS 003-2000-PROMUDEH Reglamento de La Ley 27050Liam JJNoch keine Bewertungen
- Leydeldiscapacitado 27050Dokument18 SeitenLeydeldiscapacitado 27050Jorge García100% (1)
- Logo Bit TotalDokument40 SeitenLogo Bit TotalLiam JJNoch keine Bewertungen
- Logo Temporizador TotalDokument54 SeitenLogo Temporizador TotalLiam JJNoch keine Bewertungen
- Tesla Logo Temporizador 2008Dokument9 SeitenTesla Logo Temporizador 2008Liam JJNoch keine Bewertungen
- Tesla Logo Bit 2008Dokument26 SeitenTesla Logo Bit 2008Liam JJNoch keine Bewertungen
- Logo Set Reset TotalDokument49 SeitenLogo Set Reset TotalLiam JJ100% (3)
- Tesla Logo Temporizador 2008alumnoDokument21 SeitenTesla Logo Temporizador 2008alumnoLiam JJNoch keine Bewertungen
- Tesla Logo Set Reset 2008alumnoDokument20 SeitenTesla Logo Set Reset 2008alumnoLiam JJNoch keine Bewertungen
- Tesla Logo Bit 2008Dokument26 SeitenTesla Logo Bit 2008Liam JJNoch keine Bewertungen
- Tesla Logo Marca 2008alumnoDokument21 SeitenTesla Logo Marca 2008alumnoLiam JJNoch keine Bewertungen
- Tesla Logo Teoria 2008 - 1Dokument44 SeitenTesla Logo Teoria 2008 - 1Liam JJNoch keine Bewertungen
- Tesla Logo Teoria 2008 - 2Dokument28 SeitenTesla Logo Teoria 2008 - 2Liam JJ100% (2)
- Tesla Logo Marca 2008Dokument6 SeitenTesla Logo Marca 2008Liam JJ0% (1)
- Tesla Logo Set Reset 2008Dokument11 SeitenTesla Logo Set Reset 2008Liam JJNoch keine Bewertungen
- Tesla Logo Contador 2008Dokument10 SeitenTesla Logo Contador 2008Liam JJNoch keine Bewertungen
- Tesla Logo Tarea 4Dokument10 SeitenTesla Logo Tarea 4Liam JJ0% (1)
- Tesla Logo Tarea 2Dokument8 SeitenTesla Logo Tarea 2Liam JJ100% (1)
- Tesla Logo Tarea 0Dokument13 SeitenTesla Logo Tarea 0Liam JJNoch keine Bewertungen
- Tesla Logo AplicacionesDokument31 SeitenTesla Logo AplicacionesGiovanni HFNoch keine Bewertungen
- Tesla Logo ElectroneumaticaDokument6 SeitenTesla Logo ElectroneumaticaLiam JJ100% (1)
- Intermedios Nano PLCDokument61 SeitenIntermedios Nano PLCLiam JJNoch keine Bewertungen
- Registro MercantilDokument48 SeitenRegistro MercantilJose Roman Aponte AzuajeNoch keine Bewertungen
- Tema 1, Adm de La Produccion y Operaciones.Dokument4 SeitenTema 1, Adm de La Produccion y Operaciones.Ucotesis HigueyNoch keine Bewertungen
- Articulo de Opinion BorradorDokument3 SeitenArticulo de Opinion BorradorNATALY CARRASCO MACONoch keine Bewertungen
- Libro Fotografia El Silencio de Los ObjetosDokument168 SeitenLibro Fotografia El Silencio de Los ObjetosCarlos Luis GonzalezNoch keine Bewertungen
- Cuadernillo1. SEC 5Dokument127 SeitenCuadernillo1. SEC 5Lourdes martinezNoch keine Bewertungen
- Anamnesis "Programa de Integraciòn Escolar"Dokument4 SeitenAnamnesis "Programa de Integraciòn Escolar"Paula SandovalNoch keine Bewertungen
- EJEMPLO DE CARTILLA DE EVALUACION 1,2,3 GradoDokument9 SeitenEJEMPLO DE CARTILLA DE EVALUACION 1,2,3 GradoEduardo VazquezNoch keine Bewertungen
- Calendario Litúrgico 2012Dokument18 SeitenCalendario Litúrgico 2012Gustavo GutierrezNoch keine Bewertungen
- Chan ChanDokument5 SeitenChan ChanJhulinho Ccallo zuñigaNoch keine Bewertungen
- Ensayo Femicidio y FeminicidioDokument6 SeitenEnsayo Femicidio y FeminicidioMar SanchezNoch keine Bewertungen
- Oposiciones de BiblioteconomiaDokument6 SeitenOposiciones de BiblioteconomiasixfeetjuandemNoch keine Bewertungen
- Fundamentos de Microestructura BiomaterialesDokument26 SeitenFundamentos de Microestructura Biomaterialesvanessa usugaNoch keine Bewertungen
- Rosario de La Llama de AmorDokument4 SeitenRosario de La Llama de AmorprettiersoulNoch keine Bewertungen
- Atp y Los Sistemas EnergéticosDokument4 SeitenAtp y Los Sistemas EnergéticosJosé David Esteban HernándezNoch keine Bewertungen
- Actividad 1 - Sensibilización de Saberes Sobre Los Mecanismos Alternativos de Resolución de ConflictosDokument3 SeitenActividad 1 - Sensibilización de Saberes Sobre Los Mecanismos Alternativos de Resolución de ConflictosBrayan MartinNoch keine Bewertungen
- Ing EconomicaDokument63 SeitenIng EconomicaJulissa Portillo HernándezNoch keine Bewertungen
- IEA FOL Guía Didáctica22-23Dokument4 SeitenIEA FOL Guía Didáctica22-23Rafa Griñán Villoro (GRUPO GRIÑÁN)Noch keine Bewertungen
- Diagnóstico de la radio y TV universitaria en Perú para fortalecer su rol como medios públicosDokument58 SeitenDiagnóstico de la radio y TV universitaria en Perú para fortalecer su rol como medios públicosMoytombo MtbmNoch keine Bewertungen
- Estadistica y Probabilidad Primer TallerDokument4 SeitenEstadistica y Probabilidad Primer TallerCARLOS ARTURO BETANCUR VILLAMILNoch keine Bewertungen
- Negolution 12 1Dokument31 SeitenNegolution 12 1arlenaNoch keine Bewertungen
- Flujograma Reclutamiento y SelecciónDokument6 SeitenFlujograma Reclutamiento y SelecciónbrendisstarNoch keine Bewertungen
- InstructivoPedidoValePapel PDFDokument6 SeitenInstructivoPedidoValePapel PDFPatricia MoralesNoch keine Bewertungen
- Exposición AgroclimatologíaDokument15 SeitenExposición AgroclimatologíaDaniel AlonsoNoch keine Bewertungen
- D.s.n°011-2017-Vivienda 2019Dokument46 SeitenD.s.n°011-2017-Vivienda 2019Gerson Castillo SaavedraNoch keine Bewertungen
- Test Neuropsi normas ArgentinaDokument11 SeitenTest Neuropsi normas ArgentinaJul ramNoch keine Bewertungen
- Procesos de Auditoria de Calidad Grupo 6Dokument20 SeitenProcesos de Auditoria de Calidad Grupo 6JENNIFER XIOMARA CRUZ REYESNoch keine Bewertungen
- Actividad 12Dokument9 SeitenActividad 12Carmela Isabel Carrera GarciaNoch keine Bewertungen
- Informe de TerapiaDokument4 SeitenInforme de TerapiaLorena yasmin huaman ramosNoch keine Bewertungen
- 25 Pensamientos de Torá y Cabalá XXVDokument2 Seiten25 Pensamientos de Torá y Cabalá XXVYosef Ben ShuljanNoch keine Bewertungen