Das könnte Ihnen auch gefallen
- Fiabilité, maintenance prédictive et vibration des machinesVon EverandFiabilité, maintenance prédictive et vibration des machinesNoch keine Bewertungen
- L'usinage À Grande VitesseDokument19 SeitenL'usinage À Grande VitessePiko -Noch keine Bewertungen
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysVon EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysNoch keine Bewertungen
- Fabrication TournageDokument7 SeitenFabrication Tournagetaha oulkadi100% (1)
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesVon EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesNoch keine Bewertungen
- Cours Fabrication MecaniqueDokument91 SeitenCours Fabrication MecaniqueChahih Damoi100% (1)
- UGVDokument30 SeitenUGVBoutef El Hachemi100% (1)
- Brochure Usinage Grande VitesseDokument12 SeitenBrochure Usinage Grande VitesseJacine BK100% (1)
- Notes Cours Programmation APTDokument77 SeitenNotes Cours Programmation APTulys1922Noch keine Bewertungen
- Usinage À Grande Vitesse-ConvertiDokument22 SeitenUsinage À Grande Vitesse-ConvertiZack MahmoudiNoch keine Bewertungen
- UGV ModelisationDokument96 SeitenUGV ModelisationBouallegue MounirNoch keine Bewertungen
- Brochage TaillageDokument15 SeitenBrochage TaillageIsaila Daniel100% (1)
- 9206 Taillage Engrenages Sans Generation EnspsDokument7 Seiten9206 Taillage Engrenages Sans Generation EnspsCharaf Leo0% (1)
- 1.CH5 - Centre D'usinage CNCDokument8 Seiten1.CH5 - Centre D'usinage CNCgono playerNoch keine Bewertungen
- Modélisation de La Coupe en Usinage À Grande VitesseDokument34 SeitenModélisation de La Coupe en Usinage À Grande VitesseMohamed El Hadi RedjaimiaNoch keine Bewertungen
- Ugv AppDokument2 SeitenUgv AppAbdelilah El GmairiNoch keine Bewertungen
- Diapo Cours Fonderie 16 17Dokument40 SeitenDiapo Cours Fonderie 16 17Yassine Lakhal100% (1)
- Compte-Rendu CNCDokument24 SeitenCompte-Rendu CNCMohamed Berzouk0% (1)
- L'Usinage Par ElectroerosionDokument12 SeitenL'Usinage Par Electroerosionmaino67% (6)
- Fabrication Par UsinageDokument47 SeitenFabrication Par Usinageluis100% (1)
- Chapitre 4 FAO Fraisage EtudiantDokument56 SeitenChapitre 4 FAO Fraisage Etudiantchaabene ayoubNoch keine Bewertungen
- 8 FraisageDokument14 Seiten8 FraisageKhaled Ben AyedNoch keine Bewertungen
- M9 - Conception Et Dessin D'outillage de Production Version 1Dokument115 SeitenM9 - Conception Et Dessin D'outillage de Production Version 1Walid Benazi0% (1)
- 11 Usinage CoupeDokument21 Seiten11 Usinage Coupekarim100% (1)
- Ateliers Flexibles D.doc1Dokument7 SeitenAteliers Flexibles D.doc1Aliouat MohcenNoch keine Bewertungen
- 5axes CNCDokument120 Seiten5axes CNCBoutef El HachemiNoch keine Bewertungen
- Fabrication Assistée Par OrdinateurDokument40 SeitenFabrication Assistée Par OrdinateurhelmimannaiNoch keine Bewertungen
- Projet de Constuction Mécanique (Robot)Dokument124 SeitenProjet de Constuction Mécanique (Robot)raobenNoch keine Bewertungen
- FraisageDokument49 SeitenFraisageAhmed GanaNoch keine Bewertungen
- Machine-Outil Commande NumeriqueDokument4 SeitenMachine-Outil Commande NumeriqueRayan BenachourNoch keine Bewertungen
- 2usinage Grande VitesseDokument9 Seiten2usinage Grande VitesseLarbi Elbakkali50% (2)
- Tour CNCDokument1 SeiteTour CNCislamovicNoch keine Bewertungen
- COMPTE RENDU (TP TOUR NUMERIQUE) Yamen Darguech CF22Dokument16 SeitenCOMPTE RENDU (TP TOUR NUMERIQUE) Yamen Darguech CF22Salma Rekik100% (1)
- Tournage - FraisageDokument4 SeitenTournage - FraisageSeydou Zallé50% (2)
- CNC Chapitre 1 PDFDokument16 SeitenCNC Chapitre 1 PDFmejri merinNoch keine Bewertungen
- Partie 4 - Mise en Forme Par Déformation Plastique PDFDokument46 SeitenPartie 4 - Mise en Forme Par Déformation Plastique PDFamalNoch keine Bewertungen
- Geometrie PDFDokument51 SeitenGeometrie PDFsvans lmsvansiNoch keine Bewertungen
- Les EngrenagesDokument32 SeitenLes EngrenagesGana100% (3)
- Chapitre 02 - Syst+ - Me FAODokument12 SeitenChapitre 02 - Syst+ - Me FAOMohamedAmineDabachiNoch keine Bewertungen
- Annexe Gamme D'usinageDokument14 SeitenAnnexe Gamme D'usinageciber ramziNoch keine Bewertungen
- TP de CNCDokument3 SeitenTP de CNCYouness El HamriNoch keine Bewertungen
- Module Théorie de CoupeDokument53 SeitenModule Théorie de Couperedwane ouberri100% (3)
- M03 Fabrication de Pièces D'usinage Simple en TournageDokument73 SeitenM03 Fabrication de Pièces D'usinage Simple en TournageJawad Eddaiki83% (6)
- Etude Et Conception D'un BotenierDokument101 SeitenEtude Et Conception D'un BotenierMissaoui LtayefNoch keine Bewertungen
- Techniques de Fabrication MécaniquesDokument15 SeitenTechniques de Fabrication MécaniquesZach LeitchNoch keine Bewertungen
- Optimisation Des Conditions de CoupeDokument27 SeitenOptimisation Des Conditions de CoupeEl Jaouad100% (4)
- MOCN PPT 2020Dokument72 SeitenMOCN PPT 2020redwane ouberri100% (1)
- TP RapportDokument16 SeitenTP RapportYoussef RafikiNoch keine Bewertungen
- Rupture Des Matériaux: SommaireDokument46 SeitenRupture Des Matériaux: SommaireAngelNoch keine Bewertungen
- APEFDokument29 SeitenAPEFAnass MerbouhNoch keine Bewertungen
- Tournage PDFDokument45 SeitenTournage PDFChokri AtefNoch keine Bewertungen
- Influence Des Paramètres Tribologiques Sur Essais Numériques Et Expérimentaux D'emboutissage Swift.Dokument10 SeitenInfluence Des Paramètres Tribologiques Sur Essais Numériques Et Expérimentaux D'emboutissage Swift.Juju CochetNoch keine Bewertungen
- Controle Esa101Dokument2 SeitenControle Esa101MOHAM BELHOUDANoch keine Bewertungen
- Iv - Contraintes D'usinagesDokument9 SeitenIv - Contraintes D'usinageskokouNoch keine Bewertungen
- Corrigé Type: Nom: Prénom: 2Dokument2 SeitenCorrigé Type: Nom: Prénom: 2Mellah ImadNoch keine Bewertungen
- WhitePaper WNCRepriseEbauche FRDokument6 SeitenWhitePaper WNCRepriseEbauche FRNicolas CALVONoch keine Bewertungen
- Benmed-M1 FMP-TD 5-Parametres de CoupeDokument3 SeitenBenmed-M1 FMP-TD 5-Parametres de CoupeSanhouidi StephaneNoch keine Bewertungen
- Highfeed FRDokument32 SeitenHighfeed FRbouhlelimed20421Noch keine Bewertungen
- MEC8554 TP2 Duree-Vie-OutilDokument9 SeitenMEC8554 TP2 Duree-Vie-OutilbettonNoch keine Bewertungen
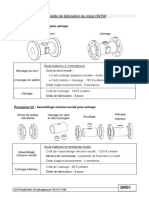
- Procédés de Fabrication Du Corps DN100: Processus C1: Moulage Puis UsinageDokument10 SeitenProcédés de Fabrication Du Corps DN100: Processus C1: Moulage Puis UsinageHichem ArfaouiNoch keine Bewertungen