Das könnte Ihnen auch gefallen
- Bolt Action 9Dokument10 SeitenBolt Action 9spartywrx100% (1)
- Bolt Action 7Dokument10 SeitenBolt Action 7spartywrxNoch keine Bewertungen
- Bolt Action 4Dokument10 SeitenBolt Action 4browar444100% (1)
- Toolpost Attachment For A High Speed Rotary ToolDokument32 SeitenToolpost Attachment For A High Speed Rotary Toolkokisko100% (1)
- Bolt Action 3Dokument10 SeitenBolt Action 3browar444100% (2)
- Brownells-2 5LB1911TriggerPullDokument4 SeitenBrownells-2 5LB1911TriggerPullRyan ShanksNoch keine Bewertungen
- MD Profiler Instruction ManualDokument11 SeitenMD Profiler Instruction ManualTatiana Trenogina100% (1)
- AK Builder Rivet Tool InstructionsDokument4 SeitenAK Builder Rivet Tool InstructionsDale WadeNoch keine Bewertungen
- 50 Cal PlansDokument24 Seiten50 Cal PlansClint Muldoon100% (10)
- DP Series Build SheetDokument49 SeitenDP Series Build SheetJoe Creole100% (1)
- Gun Digest American Arms ATI GSG-5 Assembly/Disassembly InstructionsVon EverandGun Digest American Arms ATI GSG-5 Assembly/Disassembly InstructionsNoch keine Bewertungen
- M1 Garand Barrel Replacement  " New BarrelDokument35 SeitenM1 Garand Barrel Replacement  " New BarrelToschanoNoch keine Bewertungen
- Bore and Groove DiametersDokument1 SeiteBore and Groove DiametersDale WadeNoch keine Bewertungen
- Hunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.Von EverandHunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.Bewertung: 5 von 5 Sternen5/5 (1)
- Multiple Barrel FirearmsDokument6 SeitenMultiple Barrel FirearmsYorgos KordoniasNoch keine Bewertungen
- The Ballard RifleDokument4 SeitenThe Ballard Rifleblowmeasshole1911Noch keine Bewertungen
- Jewel 2-Stage TriggerDokument13 SeitenJewel 2-Stage TriggerAdam BallNoch keine Bewertungen
- 1858 Remington ConversionDokument6 Seiten1858 Remington Conversionwienslaw5804Noch keine Bewertungen
- Case ReformingDokument8 SeitenCase ReformingIM_JohnnyV100% (3)
- Breda M1937 Machine GunDokument3 SeitenBreda M1937 Machine Gunfmspecialist100% (1)
- Antique Breech Loading Cartridge Guns (1865-1898)Dokument5 SeitenAntique Breech Loading Cartridge Guns (1865-1898)blowmeasshole1911100% (1)
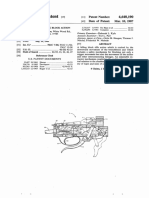
- US4648190 Single Shot Falling Block ActionDokument6 SeitenUS4648190 Single Shot Falling Block ActionE MakinenNoch keine Bewertungen
- Tap & Drill Chart W - Decimal Inch & MetricDokument10 SeitenTap & Drill Chart W - Decimal Inch & MetricGanesh NatarajanNoch keine Bewertungen
- List of Multiple Barrel FirearmsDokument10 SeitenList of Multiple Barrel FirearmsLuiz Fernando Nogueira Henrique100% (1)
- Bolt Action 10Dokument11 SeitenBolt Action 10spartywrx100% (1)
- The 10mm Automatic - by Chuck HawksDokument2 SeitenThe 10mm Automatic - by Chuck Hawksblowmeasshole1911Noch keine Bewertungen
- Bolt Action 2Dokument10 SeitenBolt Action 2spartywrxNoch keine Bewertungen
- Klashnikovak 47 130330015107 Phpapp01Dokument15 SeitenKlashnikovak 47 130330015107 Phpapp01elvergonzalez1100% (2)
- Hi Point Pistol Armorer GuideDokument101 SeitenHi Point Pistol Armorer Guidetwinscrewcanoe100% (2)
- Ruger's Old Army: Guns Magazine Feb, 2004 John TaffinDokument5 SeitenRuger's Old Army: Guns Magazine Feb, 2004 John Taffinfalcon62Noch keine Bewertungen
- BlowbackDokument29 SeitenBlowbackposejdon40100% (1)
- Handgun Safety Reference Owner'S Manual: International, IncDokument34 SeitenHandgun Safety Reference Owner'S Manual: International, IncpreceptiveinquirerNoch keine Bewertungen
- FE Analysis of Firearm Locking Systems: Lorenzo CastiglioniDokument15 SeitenFE Analysis of Firearm Locking Systems: Lorenzo CastiglionijkruiseNoch keine Bewertungen
- Tel - Escope Mounting FDR Guns.: N0. 69 - , 248. V ' Patented Lan. I4, - 902Dokument4 SeitenTel - Escope Mounting FDR Guns.: N0. 69 - , 248. V ' Patented Lan. I4, - 902Radim KadlecNoch keine Bewertungen
- Single-Shot .22-Bolt Action RifleDokument8 SeitenSingle-Shot .22-Bolt Action RifleJustinNoch keine Bewertungen
- Building or Restoring Your Muzzleloader: Making Muzzleloaders from Kits and Damaged GunsVon EverandBuilding or Restoring Your Muzzleloader: Making Muzzleloaders from Kits and Damaged GunsNoch keine Bewertungen
- Luger P08 ParabellumDokument1 SeiteLuger P08 Parabellumzapruda100% (2)
- Snider-Enfield Breech Loading RifleDokument8 SeitenSnider-Enfield Breech Loading Rifleblowmeasshole1911Noch keine Bewertungen
- The Original Steyr AUGDokument4 SeitenThe Original Steyr AUGouraltn2001Noch keine Bewertungen
- M1911 A1 ReduxDokument59 SeitenM1911 A1 Reduxaudrea100% (1)
- AMT LightningDokument9 SeitenAMT LightningJustinNoch keine Bewertungen
- Thompson/Center Arms Co., Inc. P.O. Box 5002 Rochester, New Hampshire 03866Dokument28 SeitenThompson/Center Arms Co., Inc. P.O. Box 5002 Rochester, New Hampshire 03866johndone100% (1)
- GatlingDokument25 SeitenGatlingcoldluckNoch keine Bewertungen
- Headspace GuideDokument7 SeitenHeadspace Guideusn212100% (2)
- Punching Holes: Buying Ammunition, Gun Accessories, Knives and Tactical Gear at Wholesale PricesVon EverandPunching Holes: Buying Ammunition, Gun Accessories, Knives and Tactical Gear at Wholesale PricesNoch keine Bewertungen
- Ruger - Mini14 Fine TuningDokument4 SeitenRuger - Mini14 Fine TuningbcgawayNoch keine Bewertungen
- Maxi Ball LoadsDokument11 SeitenMaxi Ball LoadsAllan HannaNoch keine Bewertungen
- Product Instructions - Flat Bending Jig InstructionsDokument34 SeitenProduct Instructions - Flat Bending Jig InstructionsDale WadeNoch keine Bewertungen
- ChicopeerfDokument15 SeitenChicopeerfRomG78Noch keine Bewertungen
- Blowback (Firearms)Dokument13 SeitenBlowback (Firearms)Escribir4TPNoch keine Bewertungen
- Winchester Model 1886 Takedown Lever Action RifleDokument0 SeitenWinchester Model 1886 Takedown Lever Action Riflecarlosfanjul1Noch keine Bewertungen
- 9mm Bolt RampingDokument6 Seiten9mm Bolt RampingMatthew Nelson100% (1)
- Corbin Technical Bulletin Volume 1Dokument38 SeitenCorbin Technical Bulletin Volume 1aikidomoyses50% (2)
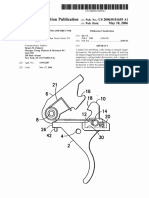
- Us 20060101695Dokument11 SeitenUs 20060101695galak12001100% (1)
- Sterling Gun Drill CatalogDokument18 SeitenSterling Gun Drill Catalogjkruise100% (1)
- Bolt Action 1Dokument10 SeitenBolt Action 1lucamorlandoNoch keine Bewertungen
- Bolt Action 10Dokument11 SeitenBolt Action 10spartywrx100% (1)
- Bolt Action 8Dokument10 SeitenBolt Action 8browar444Noch keine Bewertungen
- Bolt Action 2Dokument10 SeitenBolt Action 2spartywrxNoch keine Bewertungen
- FAL SA58 SquematicDokument2 SeitenFAL SA58 Squematicspartywrx75% (4)
- Bolt Action 1Dokument10 SeitenBolt Action 1lucamorlandoNoch keine Bewertungen
- Wolfenstein Game GuideDokument172 SeitenWolfenstein Game GuideDJPorterNZNoch keine Bewertungen
- Nitro VenonDokument3 SeitenNitro VenonMario CancelNoch keine Bewertungen
- Orca Share Media1530432244957Dokument33 SeitenOrca Share Media1530432244957Joel DueNoch keine Bewertungen
- Bad Boys The British Rifle, Anti-Tank, .55 In, BoysDokument15 SeitenBad Boys The British Rifle, Anti-Tank, .55 In, BoysBob CashnerNoch keine Bewertungen
- Ballistics / Forensic Ballistics / Firearms Identification: Dario F. GuinayenDokument32 SeitenBallistics / Forensic Ballistics / Firearms Identification: Dario F. GuinayenClarkNoch keine Bewertungen
- 08 011 02 16 00-Tavor-X95 PDFDokument106 Seiten08 011 02 16 00-Tavor-X95 PDFart Null100% (1)
- Operation Manual: Daisy Outdoor ProductsDokument7 SeitenOperation Manual: Daisy Outdoor ProductsChrisHPFNoch keine Bewertungen
- Introduction To Criminal Investigation Processes Practices and Thinking 1629224211Dokument203 SeitenIntroduction To Criminal Investigation Processes Practices and Thinking 1629224211mairaNoch keine Bewertungen
- Forensic BallisticDokument91 SeitenForensic BallisticToyo SukaNoch keine Bewertungen
- Expedient Homemade Firearms 9mm Submachine Gun P A Luty Paladin Press Text PDFDokument80 SeitenExpedient Homemade Firearms 9mm Submachine Gun P A Luty Paladin Press Text PDFmaria macias100% (8)
- Gas Mass and Springs AR TuningDokument4 SeitenGas Mass and Springs AR TuningwillNoch keine Bewertungen
- Aop-2310 Eda V1 eDokument30 SeitenAop-2310 Eda V1 eden mas paratate leo ego100% (2)
- Faz Bindlestick's Guide To Firearms - GM BinderDokument14 SeitenFaz Bindlestick's Guide To Firearms - GM Binder2ooneyNoch keine Bewertungen
- 07 PCSCatalogDokument27 Seiten07 PCSCatalogAdan RibeiroNoch keine Bewertungen
- TAS 201-94 - Impact Test ProceduresDokument7 SeitenTAS 201-94 - Impact Test ProceduresAndrea Nicola TurcatoNoch keine Bewertungen
- Air Rifle Instruction ManualDokument12 SeitenAir Rifle Instruction ManualJustinNoch keine Bewertungen
- 12 PhenomaDokument42 Seiten12 PhenomaMarcelo MarquesNoch keine Bewertungen
- Updated Forensic Ballistics Reviewer.1Dokument11 SeitenUpdated Forensic Ballistics Reviewer.1Cristine AvancenaNoch keine Bewertungen
- PD X Caliber ManualDokument20 SeitenPD X Caliber ManualToha PutraNoch keine Bewertungen
- AR15 ManualDokument40 SeitenAR15 ManualNga Rote KaungNoch keine Bewertungen
- Criminology Review QuestionsDokument190 SeitenCriminology Review QuestionsSandy Angenette CatbaganNoch keine Bewertungen
- Forensic Ballistics (Gunpowder)Dokument7 SeitenForensic Ballistics (Gunpowder)chris pagulayanNoch keine Bewertungen
- Arrow Air Cannon PlansDokument20 SeitenArrow Air Cannon PlansSylvain RouisseNoch keine Bewertungen
- Krupp 87mm 1873 PDFDokument1 SeiteKrupp 87mm 1873 PDFcpt_suzukiNoch keine Bewertungen
- Fire Arm ManDokument59 SeitenFire Arm Mankavindya Geemadu100% (1)
- BalistikDokument11 SeitenBalistikliyaNoch keine Bewertungen
- Fatal Incident LPG PipelineDokument5 SeitenFatal Incident LPG Pipelinedieego001Noch keine Bewertungen
- 15XT Web ManualDokument2 Seiten15XT Web ManualSamuelNoch keine Bewertungen
- Winchester XPR Bolt-Action Rifle Owner's ManualDokument31 SeitenWinchester XPR Bolt-Action Rifle Owner's ManualMarcosNoch keine Bewertungen
- Savage Worlds - 50 Fathoms - CompanionDokument73 SeitenSavage Worlds - 50 Fathoms - CompanionRalph ThomassenNoch keine Bewertungen