Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Assembly ModelingDokument222 SeitenAssembly ModelingjdfdfererNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Princess of Mars Part 3Dokument4 SeitenA Princess of Mars Part 3Sheila Inca100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
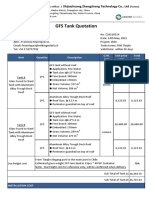
- GFS Tank Quotation C20210514Dokument4 SeitenGFS Tank Quotation C20210514Francisco ManriquezNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- Three Comparison of Homoeopathic MedicinesDokument22 SeitenThree Comparison of Homoeopathic MedicinesSayeed AhmadNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- CENG 5503 Intro to Steel & Timber StructuresDokument37 SeitenCENG 5503 Intro to Steel & Timber StructuresBern Moses DuachNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Flowmon Ads Enterprise Userguide enDokument82 SeitenFlowmon Ads Enterprise Userguide ennagasatoNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- ITP Exam SuggetionDokument252 SeitenITP Exam SuggetionNurul AminNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Evil Days of Luckless JohnDokument5 SeitenEvil Days of Luckless JohnadikressNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Dermatology Study Guide 2023-IvDokument7 SeitenDermatology Study Guide 2023-IvUnknown ManNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- United States Bankruptcy Court Southern District of New YorkDokument21 SeitenUnited States Bankruptcy Court Southern District of New YorkChapter 11 DocketsNoch keine Bewertungen
- 2021 Impact of Change Forecast Highlights: COVID-19 Recovery and Impact On Future UtilizationDokument17 Seiten2021 Impact of Change Forecast Highlights: COVID-19 Recovery and Impact On Future UtilizationwahidNoch keine Bewertungen
- British Universal Steel Columns and Beams PropertiesDokument6 SeitenBritish Universal Steel Columns and Beams PropertiesjagvishaNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Critical Methodology Analysis: 360' Degree Feedback: Its Role in Employee DevelopmentDokument3 SeitenCritical Methodology Analysis: 360' Degree Feedback: Its Role in Employee DevelopmentJatin KaushikNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Ovr IbDokument27 SeitenOvr IbAriel CaresNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- 3d Control Sphere Edge and Face StudyDokument4 Seiten3d Control Sphere Edge and Face Studydjbroussard100% (2)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Letter From Attorneys General To 3MDokument5 SeitenLetter From Attorneys General To 3MHonolulu Star-AdvertiserNoch keine Bewertungen
- Annual Plan 1st GradeDokument3 SeitenAnnual Plan 1st GradeNataliaMarinucciNoch keine Bewertungen
- Uses and Soxhlet Extraction of Apigenin From Parsley Petroselinum CrispumDokument6 SeitenUses and Soxhlet Extraction of Apigenin From Parsley Petroselinum CrispumEditor IJTSRDNoch keine Bewertungen
- Be It Enacted by The Senate and House of Representatives of The Philippines in Congress AssembledDokument2 SeitenBe It Enacted by The Senate and House of Representatives of The Philippines in Congress AssembledCesar ValeraNoch keine Bewertungen
- 100 Training Games - Kroehnert, GaryDokument180 Seiten100 Training Games - Kroehnert, GarywindsorccNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Emergency Management of AnaphylaxisDokument1 SeiteEmergency Management of AnaphylaxisEugene SandhuNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- Human Rights Alert: Corrective Actions in Re: Litigation Involving Financial InstitutionsDokument3 SeitenHuman Rights Alert: Corrective Actions in Re: Litigation Involving Financial InstitutionsHuman Rights Alert - NGO (RA)Noch keine Bewertungen
- Role of PAODokument29 SeitenRole of PAOAjay DhokeNoch keine Bewertungen
- Gapped SentencesDokument8 SeitenGapped SentencesKianujillaNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Lewis Corporation Case 6-2 - Group 5Dokument8 SeitenLewis Corporation Case 6-2 - Group 5Om Prakash100% (1)
- New Hire WorkbookDokument40 SeitenNew Hire WorkbookkNoch keine Bewertungen
- BIT 4107 Mobile Application DevelopmentDokument136 SeitenBIT 4107 Mobile Application DevelopmentVictor NyanumbaNoch keine Bewertungen
- Cab&Chaissis ElectricalDokument323 SeitenCab&Chaissis Electricaltipo3331100% (13)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- LegoDokument30 SeitenLegomzai2003Noch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)