Das könnte Ihnen auch gefallen
- Chapter8 - Railway StructuresDokument76 SeitenChapter8 - Railway Structuresoaamer100% (3)
- Chapter8 - Railway StructuresDokument76 SeitenChapter8 - Railway Structuresoaamer100% (3)
- European Recommendations For The Design of Simple Joints in Steel Structures - 1st Draft 2003 - JaspartDokument152 SeitenEuropean Recommendations For The Design of Simple Joints in Steel Structures - 1st Draft 2003 - JaspartZelzozo Zel Zozo100% (3)
- Ansi b16.1 Flangeas - 125Dokument1 SeiteAnsi b16.1 Flangeas - 125pedlopes01Noch keine Bewertungen
- European Recommendations For The Design of Simple Joints in Steel Structures - 1st Draft 2003 - JaspartDokument152 SeitenEuropean Recommendations For The Design of Simple Joints in Steel Structures - 1st Draft 2003 - JaspartZelzozo Zel Zozo100% (3)
- Trib LastDokument2 SeitenTrib Lastpedlopes01Noch keine Bewertungen
- En 10204Dokument30 SeitenEn 10204Gaurav Narula95% (19)
- ISO 10137 Serviceability of buildings against vibrations - Numerical exampleDokument7 SeitenISO 10137 Serviceability of buildings against vibrations - Numerical examplepedlopes01Noch keine Bewertungen
- ISO 10137 Serviceability of buildings against vibrations - Numerical exampleDokument7 SeitenISO 10137 Serviceability of buildings against vibrations - Numerical examplepedlopes01Noch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Welding Variables Guide: Effects of Current, Voltage, Speed & MoreDokument34 SeitenWelding Variables Guide: Effects of Current, Voltage, Speed & MoremilindNoch keine Bewertungen
- CigweldDokument128 SeitenCigweldkazambo78Noch keine Bewertungen
- Deped SHS Tvet Course Guide PDFDokument19 SeitenDeped SHS Tvet Course Guide PDFChristopher NarioNoch keine Bewertungen
- HDPE Pipes MichelangeloDokument58 SeitenHDPE Pipes MichelangeloAleksa CavicNoch keine Bewertungen
- NCR ProcedureDokument18 SeitenNCR ProcedureFerdie OS100% (5)
- Kamlesh Kumar Singh Engineers Pvt. LTDDokument24 SeitenKamlesh Kumar Singh Engineers Pvt. LTDAADARSHNoch keine Bewertungen
- Miller SyncrowaveDokument8 SeitenMiller SyncrowaveElizabeth HarrisNoch keine Bewertungen
- Welding Requirements For The CE MarkDokument2 SeitenWelding Requirements For The CE MarkAekJayNoch keine Bewertungen
- Invoice WPQT PTMDokument5 SeitenInvoice WPQT PTMFerdie OSNoch keine Bewertungen
- John Deere Bucket Tooth CatalogDokument141 SeitenJohn Deere Bucket Tooth CatalogM MNoch keine Bewertungen
- Manual SAE 400 G7Dokument60 SeitenManual SAE 400 G7america1591Noch keine Bewertungen
- 2 5238030655505301850Dokument14 Seiten2 5238030655505301850Kathia Lorena Espinoza Rojas100% (1)
- Welding Defect in GTAWDokument19 SeitenWelding Defect in GTAWMuhammad Ghiyats100% (1)
- Saudi Aramco Test Report Temperature Tie-In Welding ReportDokument2 SeitenSaudi Aramco Test Report Temperature Tie-In Welding ReportManoj Kumar100% (2)
- Fabrication Shop OverviewDokument2 SeitenFabrication Shop OverviewHussein Adnan FneishNoch keine Bewertungen
- Intl CWI Only + VisualDokument7 SeitenIntl CWI Only + VisualAbel muñoz cortesNoch keine Bewertungen
- Welding-Training & InspectionDokument46 SeitenWelding-Training & InspectionKentDemeterio100% (3)
- Steel - Tips - Electroslag Welding Facts For Structural Engineers - Final Submission-Copy-1Dokument47 SeitenSteel - Tips - Electroslag Welding Facts For Structural Engineers - Final Submission-Copy-1Harshit100% (1)
- Doosan Plastic Mold Steel: Creating Value For The WorldDokument16 SeitenDoosan Plastic Mold Steel: Creating Value For The Worldanilbabu4100% (1)
- What Are The Common Causes of Porosity in SA (Submerged Arc) Welds - TWIDokument3 SeitenWhat Are The Common Causes of Porosity in SA (Submerged Arc) Welds - TWIFarid Ahmed KhwajaNoch keine Bewertungen
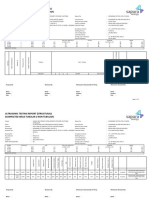
- Ultrasonic Testing Report (Structural) (Completed Weld Tubular / Non Tubular)Dokument2 SeitenUltrasonic Testing Report (Structural) (Completed Weld Tubular / Non Tubular)Anna PariniNoch keine Bewertungen
- EnDOtec 358Dokument2 SeitenEnDOtec 358Luis NarvaezNoch keine Bewertungen
- High Strength Steel Sheets for Structural ApplicationsDokument2 SeitenHigh Strength Steel Sheets for Structural ApplicationsAnonymous AlhzFE9EVNNoch keine Bewertungen
- Sika®-Waterstop GDokument4 SeitenSika®-Waterstop Gvertigo100% (1)
- Electric Arc WeldingDokument23 SeitenElectric Arc WeldingMubashar HassanNoch keine Bewertungen
- Contribute To Quality SystemDokument13 SeitenContribute To Quality SystemYang Cole100% (2)
- Almega PDFDokument151 SeitenAlmega PDFTonluck Kaimak50% (2)
- Schedule of Quantity - Proposal Schedule of Quantity - EngineeringDokument1 SeiteSchedule of Quantity - Proposal Schedule of Quantity - EngineeringSumantra ChattopadhyayNoch keine Bewertungen
- Manual Mantenimiento Koch HSK23 PDFDokument20 SeitenManual Mantenimiento Koch HSK23 PDFdanielcoeNoch keine Bewertungen
- GAS-SHIELDED FLUX-CORED WIRES (FCAW) MILD STEEL WIRES Dual Shield 7100 UltraDokument3 SeitenGAS-SHIELDED FLUX-CORED WIRES (FCAW) MILD STEEL WIRES Dual Shield 7100 Ultraadanmeneses1Noch keine Bewertungen