Das könnte Ihnen auch gefallen
- SP1171 - Specification For Quality Assurance Requirements For Product and ServiceDokument36 SeitenSP1171 - Specification For Quality Assurance Requirements For Product and Servicecmrig74100% (1)
- SP-1199 - V 3 Procurement Specification For Pipeline Split TeesDokument17 SeitenSP-1199 - V 3 Procurement Specification For Pipeline Split TeesRaja GanesanNoch keine Bewertungen
- Petronas Technical Standards: PETRONAS Risk-Based Inspection (PRBI)Dokument23 SeitenPetronas Technical Standards: PETRONAS Risk-Based Inspection (PRBI)testNoch keine Bewertungen
- SP-2061 - Technical Authority SystemDokument22 SeitenSP-2061 - Technical Authority Systemghostforever0100% (1)
- Petroleum Development Oman L.L.C.: Specification For Lift Planning and ExecutionDokument31 SeitenPetroleum Development Oman L.L.C.: Specification For Lift Planning and ExecutionbhaskarNoch keine Bewertungen
- 01 SAIP 04 - Injection Point InspectionDokument17 Seiten01 SAIP 04 - Injection Point InspectionAbdelrahman HosnyNoch keine Bewertungen
- PDODokument25 SeitenPDOhisaj4uNoch keine Bewertungen
- SP-1174 - 2004 EditionDokument47 SeitenSP-1174 - 2004 EditionSatish Kulkarni100% (2)
- 15156-2-2003 (BS en Iso)Dokument50 Seiten15156-2-2003 (BS en Iso)mayav1Noch keine Bewertungen
- Buildings and Structures Inspection GuideDokument38 SeitenBuildings and Structures Inspection GuideChrisNoch keine Bewertungen
- SP 1190 Desing - For - Sour - Service - SpecificationDokument15 SeitenSP 1190 Desing - For - Sour - Service - Specificationhappale2002100% (1)
- Pdo SpecDokument24 SeitenPdo SpecsalahuddinNoch keine Bewertungen
- T316Dokument5 SeitenT316ANKIT SHARMA100% (1)
- AI-PS Element Guide No 6Dokument10 SeitenAI-PS Element Guide No 6rwerwerwNoch keine Bewertungen
- PCSB Inspection and Maintenance Guidelines Volume 1Dokument124 SeitenPCSB Inspection and Maintenance Guidelines Volume 1JaiNoch keine Bewertungen
- HEMP Element GuideDokument10 SeitenHEMP Element GuideAsad KhanNoch keine Bewertungen
- PR-1073 - Gas Freeing, Purging and Leak Testing of Process Equipment (Excluding Tanks)Dokument35 SeitenPR-1073 - Gas Freeing, Purging and Leak Testing of Process Equipment (Excluding Tanks)romedic36100% (1)
- SP-1208 - Pipeline Construction Specification (Appendix F) (Formerly PCS-01)Dokument94 SeitenSP-1208 - Pipeline Construction Specification (Appendix F) (Formerly PCS-01)Rjeb mohamed100% (1)
- Facilities Audit QuestionnaireDokument139 SeitenFacilities Audit QuestionnaireVidyasen100% (1)
- PR-1159 - Commissioning and Start-UpDokument117 SeitenPR-1159 - Commissioning and Start-UpIngemar David Quintero Simonpietri100% (1)
- Pipping FormulaDokument8 SeitenPipping Formularajeshsabitha80Noch keine Bewertungen
- Pipping FormulaDokument8 SeitenPipping Formularajeshsabitha80Noch keine Bewertungen
- GU-501 - Guidelines For Excavating and Working Around Live PipelinesDokument22 SeitenGU-501 - Guidelines For Excavating and Working Around Live PipelinesDhameemAnsari0% (1)
- Petroleum Development Oman L.L.C.: Document Title: Drain Systems SpecificationDokument24 SeitenPetroleum Development Oman L.L.C.: Document Title: Drain Systems SpecificationScribd100% (1)
- HgedgergtDokument84 SeitenHgedgergtWRGWSRNoch keine Bewertungen
- Conceptual Completions and Well Intervention Design ReportDokument138 SeitenConceptual Completions and Well Intervention Design ReportIbama Mirilla100% (1)
- HSE Specification - Flora and Fauna ProtectionDokument11 SeitenHSE Specification - Flora and Fauna ProtectionrwerwerwNoch keine Bewertungen
- Sp-1177-Ver 3 0Dokument52 SeitenSp-1177-Ver 3 0Ajay kUmarNoch keine Bewertungen
- Technical Authority FrameworkDokument22 SeitenTechnical Authority Frameworkronelbarafaeldiego0% (1)
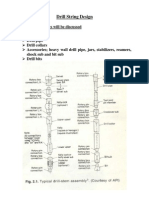
- Drill String DesignDokument12 SeitenDrill String DesignAsaadgz100% (1)
- SP 2161Dokument63 SeitenSP 2161Subhajit BhattacharyaNoch keine Bewertungen
- Schedule of Rates for Alterations & Day-WorksDokument34 SeitenSchedule of Rates for Alterations & Day-WorksShankar Raj100% (1)
- Managing Change SafelyDokument10 SeitenManaging Change SafelyrwerwerwNoch keine Bewertungen
- PR-1005 - Maintenance and Inspection Activity Variance Control ProcedureDokument18 SeitenPR-1005 - Maintenance and Inspection Activity Variance Control Procedurerwerwerw100% (1)
- 7 Paint DefectsDokument29 Seiten7 Paint DefectsMohamed Nouzer100% (2)
- Company Specification For Fixed and Floating Offshore Platforms Decommissioning and Relevant Sea Bed ReclamationDokument75 SeitenCompany Specification For Fixed and Floating Offshore Platforms Decommissioning and Relevant Sea Bed ReclamationGlad BlazNoch keine Bewertungen
- Aetheric Battery - Copy #1Dokument6 SeitenAetheric Battery - Copy #1Keresztúri FerencNoch keine Bewertungen
- GP 00-05 Engineering Technical Practice (ETP) Subject Matter Expert (SME) Roles, Responsibilities, and Expectations 6.5.2009 PDFDokument6 SeitenGP 00-05 Engineering Technical Practice (ETP) Subject Matter Expert (SME) Roles, Responsibilities, and Expectations 6.5.2009 PDFAnonymous r7iCXPzINoch keine Bewertungen
- PR-1147 - Operational Integrity Testing of Fixed Firefighting SystemsDokument23 SeitenPR-1147 - Operational Integrity Testing of Fixed Firefighting SystemsNikhil RajanNoch keine Bewertungen
- SP-2154 - Ver 1Dokument22 SeitenSP-2154 - Ver 1Iswarya BadriNoch keine Bewertungen
- Mammography: A Guide to Breast ImagingDokument183 SeitenMammography: A Guide to Breast ImagingArsalan Ahmad100% (1)
- Quiz Oil & Gas EngineeringDokument110 SeitenQuiz Oil & Gas EngineeringLisa Malone100% (1)
- Ep 95 0300 - (Hemp)Dokument86 SeitenEp 95 0300 - (Hemp)lsaishankar100% (1)
- 45956a SP-1171 - Specification For Quality Assurance Requirements For P 1Dokument36 Seiten45956a SP-1171 - Specification For Quality Assurance Requirements For P 1irfan_b1632100% (1)
- Petroleum Development Oman L.L.C.: Instrumented Protective Functions Test Procedure Revision1Dokument15 SeitenPetroleum Development Oman L.L.C.: Instrumented Protective Functions Test Procedure Revision1Anjani Prabhakar0% (1)
- Approved Coating Systems for Oil and Gas FacilitiesDokument23 SeitenApproved Coating Systems for Oil and Gas FacilitiesMohammad Aamir Perwaiz100% (1)
- Material Science QuestionsDokument40 SeitenMaterial Science QuestionsLucky KapoorNoch keine Bewertungen
- Procedures For Approval of Service SuppliersDokument58 SeitenProcedures For Approval of Service SuppliersjoseNoch keine Bewertungen
- Dep 30.48.40.31-Gen-Feb-2019 Thermally Sprayed Aluminium CoatingsDokument21 SeitenDep 30.48.40.31-Gen-Feb-2019 Thermally Sprayed Aluminium CoatingsDevam RajNoch keine Bewertungen
- PR-1961 - Process Leak ManagementDokument18 SeitenPR-1961 - Process Leak ManagementOrdu Henry Onyebuchukwu100% (1)
- QP Guideline Safety Pigging FacilitiesDokument10 SeitenQP Guideline Safety Pigging FacilitiesDeepak Kannan100% (1)
- Ed Loss of ContainmentDokument47 SeitenEd Loss of Containmentliamo88880Noch keine Bewertungen
- Calcium and Magnesium Determinations by EDTA Titrations1 (Soil Science Society of America Journal, Vol. 25, Issue 1) (1961)Dokument3 SeitenCalcium and Magnesium Determinations by EDTA Titrations1 (Soil Science Society of America Journal, Vol. 25, Issue 1) (1961)Heba TahaNoch keine Bewertungen
- Specification For Biodiversity: Petroleum Development Oman L.L.C. Health Safety Environment & Sustainable DevelopmentDokument11 SeitenSpecification For Biodiversity: Petroleum Development Oman L.L.C. Health Safety Environment & Sustainable DevelopmentHari Prakash GrandheyNoch keine Bewertungen
- F6 VLAP Material Selection and Corrosion Study Rev 02 XXDokument46 SeitenF6 VLAP Material Selection and Corrosion Study Rev 02 XXGabriel FrenesterNoch keine Bewertungen
- PR-1971 2016 PDFDokument39 SeitenPR-1971 2016 PDFradhouane100% (1)
- GP 00 02 Engineering Technical Practice (ETP) Governance and Management PrinciplesDokument10 SeitenGP 00 02 Engineering Technical Practice (ETP) Governance and Management PrinciplesSHANZAY21111111Noch keine Bewertungen
- MSDS PaoDokument3 SeitenMSDS PaoPriski BAPNoch keine Bewertungen
- Asset IntegrityDokument74 SeitenAsset IntegrityAhmed Hazem100% (2)
- Guidance on Safe Isolation and Reinstatement of PlantDokument101 SeitenGuidance on Safe Isolation and Reinstatement of PlantJohn DryNoch keine Bewertungen
- Materials Selection Guide for Surface FacilitiesDokument63 SeitenMaterials Selection Guide for Surface FacilitiesAnonymous jLVLP4w3m100% (7)
- MKT-001 Rev 02 Rotary Shoulder Handbook RSDokument116 SeitenMKT-001 Rev 02 Rotary Shoulder Handbook RSArsalan AhmadNoch keine Bewertungen
- 1 What Is Functional Safety, SIF, SISDokument17 Seiten1 What Is Functional Safety, SIF, SISAlice LinNoch keine Bewertungen
- GU-611 - 23a - PDO Guide To Engineering Standards and ProceduresDokument1 SeiteGU-611 - 23a - PDO Guide To Engineering Standards and ProceduresSiva baalanNoch keine Bewertungen
- SP-1108 (ESOP-01) Issue of PDO Electrical Safety Rules andDokument2 SeitenSP-1108 (ESOP-01) Issue of PDO Electrical Safety Rules andaslam.ambNoch keine Bewertungen
- SP-2000 Version 3Dokument122 SeitenSP-2000 Version 3Arun YesodharanNoch keine Bewertungen
- Asset Integrity Management A Complete Guide - 2020 EditionVon EverandAsset Integrity Management A Complete Guide - 2020 EditionNoch keine Bewertungen
- Procedures For Approval of Service Suppliers v2.12 June 2022Dokument76 SeitenProcedures For Approval of Service Suppliers v2.12 June 2022rookhnNoch keine Bewertungen
- Procedures For Approval of Service Suppliers v2.9 June 2021Dokument72 SeitenProcedures For Approval of Service Suppliers v2.9 June 2021Cleverson SchmidtNoch keine Bewertungen
- SR200 Manual Revision 05Dokument91 SeitenSR200 Manual Revision 05mheshimiwaNoch keine Bewertungen
- OI - Valve Q - V1 - 2019-03 - ENDokument66 SeitenOI - Valve Q - V1 - 2019-03 - ENJorge GomezNoch keine Bewertungen
- 5 Chain SlingsDokument13 Seiten5 Chain SlingsArsalan AhmadNoch keine Bewertungen
- Cert1 PdoDokument4 SeitenCert1 PdoArsalan AhmadNoch keine Bewertungen
- Hoist and Crane SafetyDokument53 SeitenHoist and Crane Safetyikrram007100% (1)
- Alpacon Altreat 400Dokument12 SeitenAlpacon Altreat 400EmadNoch keine Bewertungen
- Alloy Cuni 70-30Dokument2 SeitenAlloy Cuni 70-30didiethardoyoNoch keine Bewertungen
- Chapter 2 Fluid StaticsDokument13 SeitenChapter 2 Fluid StaticsguhanNoch keine Bewertungen
- Dietrich 2017Dokument10 SeitenDietrich 2017Zulfi Nur Amrina RosyadaNoch keine Bewertungen
- Cooling System of TransformerDokument6 SeitenCooling System of TransformerFaiza RafliNoch keine Bewertungen
- Cationic DyesDokument3 SeitenCationic Dyesmayree_gNoch keine Bewertungen
- ISO 4406 Fluid Cleanliness GuideDokument1 SeiteISO 4406 Fluid Cleanliness GuideJai BhandariNoch keine Bewertungen
- Haldia Petrochemicals LTD LLDPEDokument6 SeitenHaldia Petrochemicals LTD LLDPEsenthilkumar santhanamNoch keine Bewertungen
- Optional Strain Rate Forms For The Johnson CookDokument17 SeitenOptional Strain Rate Forms For The Johnson CookTien KimNoch keine Bewertungen
- Incompatibilities in Prescription 4e (1917)Dokument334 SeitenIncompatibilities in Prescription 4e (1917)Benjel AndayaNoch keine Bewertungen
- As 2219.1.5-2002 Methods of Test For Vitreous Enamel Coatings Chemical Tests - Determination of Resistance ofDokument4 SeitenAs 2219.1.5-2002 Methods of Test For Vitreous Enamel Coatings Chemical Tests - Determination of Resistance ofSAI Global - APACNoch keine Bewertungen
- Dimensional Analysis ExerciseDokument2 SeitenDimensional Analysis ExercisebiribiboiNoch keine Bewertungen
- HF Scientific Online Chlorine Monitors and Reagents - CLXDokument3 SeitenHF Scientific Online Chlorine Monitors and Reagents - CLXMCE ProcessNoch keine Bewertungen
- Chapter 8 - Synthesis of Nanomaterials - 2009 Ashby - Nanomaterials Nanotechnology An Introduction PDFDokument17 SeitenChapter 8 - Synthesis of Nanomaterials - 2009 Ashby - Nanomaterials Nanotechnology An Introduction PDFkaoru9010-1Noch keine Bewertungen
- PO Pangling SalonDokument1 SeitePO Pangling SalonArlin RomansyahNoch keine Bewertungen
- Raman Effect: Fingerprinting The UniverseDokument2 SeitenRaman Effect: Fingerprinting The UniverserachelNoch keine Bewertungen
- PublishedneemfullpaperDokument6 SeitenPublishedneemfullpaperClinton John Evangelista JuadiongNoch keine Bewertungen
- Synthesis of Para-Red and 1-Iodo-4-Nitrobenzene ExperimentDokument2 SeitenSynthesis of Para-Red and 1-Iodo-4-Nitrobenzene ExperimentMaryNoch keine Bewertungen
- How The Concept of The Element Evolved From Ancient Greek To The PresentDokument23 SeitenHow The Concept of The Element Evolved From Ancient Greek To The PresentPineda, Sean AlfredNoch keine Bewertungen
- Preparing, Cleaning, and Evaluating Corrosion Test SpecimensDokument8 SeitenPreparing, Cleaning, and Evaluating Corrosion Test SpecimensLê CôngNoch keine Bewertungen
- 2014 Catalogue QuickguidesDokument9 Seiten2014 Catalogue QuickguidesoktaNoch keine Bewertungen
- 1 ph-1Dokument17 Seiten1 ph-1soonaNoch keine Bewertungen
- Millman Halkias - Integrated ElectronicsDokument14 SeitenMillman Halkias - Integrated ElectronicsSushruti Richaa KashyapNoch keine Bewertungen