Das könnte Ihnen auch gefallen
- Ohm's Law: Terminal Passive Electronic Component Electrical ResistanceDokument5 SeitenOhm's Law: Terminal Passive Electronic Component Electrical ResistanceVenky YadavNoch keine Bewertungen
- EMCP Modbus Register List Version For 4p2 Prod FINALDokument29 SeitenEMCP Modbus Register List Version For 4p2 Prod FINALadesuryaunbor50% (2)
- 2G Optimization Tips For Nokia SystemDokument3 Seiten2G Optimization Tips For Nokia Systemkrida agustiono100% (1)
- EMF Survey Training - Part 1Dokument45 SeitenEMF Survey Training - Part 1Manish Chaturvedi100% (4)
- Cathodic Calculation (SACP)Dokument9 SeitenCathodic Calculation (SACP)Arif RusyanaNoch keine Bewertungen
- GaN TransistorsDokument162 SeitenGaN TransistorsGokhanSatilmisNoch keine Bewertungen
- Home About Buy Jobs Hardware Software Support Training: (Back To Main Menu)Dokument43 SeitenHome About Buy Jobs Hardware Software Support Training: (Back To Main Menu)davaNoch keine Bewertungen
- Backhaul Networks For 5G PDFDokument582 SeitenBackhaul Networks For 5G PDFTUTOANDERNoch keine Bewertungen
- Frequency Response of Transistor AmplifiersDokument13 SeitenFrequency Response of Transistor AmplifiersDaisuke FrancisNoch keine Bewertungen
- Data Sheet For Precision Potentiometer: Multiturn Wirewound Potentiometer Series AL17/19Dokument6 SeitenData Sheet For Precision Potentiometer: Multiturn Wirewound Potentiometer Series AL17/19Danna PerezNoch keine Bewertungen
- Data Sheet For Precision Potentiometer: Multiturn Wirewound Potentiometer Series AL17/19Dokument6 SeitenData Sheet For Precision Potentiometer: Multiturn Wirewound Potentiometer Series AL17/19Danna PerezNoch keine Bewertungen
- Data Sheet For Precision Potentiometer: Multiturn Wirewound Potentiometer Series AL17/19Dokument6 SeitenData Sheet For Precision Potentiometer: Multiturn Wirewound Potentiometer Series AL17/19Danna PerezNoch keine Bewertungen
- Electrical & Electronic Measurements: 2.3 Wattmeter and Energy MeterDokument2 SeitenElectrical & Electronic Measurements: 2.3 Wattmeter and Energy MeterSanjay RaajNoch keine Bewertungen
- Airflow Sensors AWM5000 Series High Flow Mass Airflow/AmplifiedDokument4 SeitenAirflow Sensors AWM5000 Series High Flow Mass Airflow/Amplifiedvijay NayeeNoch keine Bewertungen
- N Catalog Partition01 En-1140338Dokument3 SeitenN Catalog Partition01 En-1140338hajarNoch keine Bewertungen
- OnSemi The TL431 in The Control of Switching Power Supplies PDFDokument63 SeitenOnSemi The TL431 in The Control of Switching Power Supplies PDFFernando BotteronNoch keine Bewertungen
- DS AL17 19 enDokument6 SeitenDS AL17 19 enJose ReyesNoch keine Bewertungen
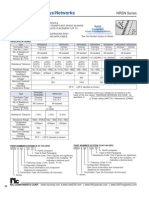
- NIC Components NRSN SeriesDokument5 SeitenNIC Components NRSN SeriesNICCompNoch keine Bewertungen
- Active Filters 3Dokument17 SeitenActive Filters 3maithuong85Noch keine Bewertungen
- 845h In003 - en PDokument4 Seiten845h In003 - en PDavid MurilloNoch keine Bewertungen
- Wa0000Dokument60 SeitenWa0000bijoj2000Noch keine Bewertungen
- TOYO KEIKI English-GP-MP-HP-Transducer PDFDokument48 SeitenTOYO KEIKI English-GP-MP-HP-Transducer PDFabdul aziz alfiNoch keine Bewertungen
- ENOB Technical Paper 1ER03 1eDokument17 SeitenENOB Technical Paper 1ER03 1eVishnuNoch keine Bewertungen
- AE 242 Aerospace Measurements LaboratoryDokument31 SeitenAE 242 Aerospace Measurements LaboratoryAnubhavNoch keine Bewertungen
- Snaa 287 ADokument6 SeitenSnaa 287 AJoseNoch keine Bewertungen
- ND20Dokument2 SeitenND20Spardha GuptaNoch keine Bewertungen
- Fully Integrated Universal Biquads Using Operational Transresistance Amplifiers With MOS-C RealizationDokument10 SeitenFully Integrated Universal Biquads Using Operational Transresistance Amplifiers With MOS-C Realizationmohit kumar saxenaNoch keine Bewertungen
- Eagle Claw BuildingDokument7 SeitenEagle Claw BuildingBepe uptp5aNoch keine Bewertungen
- Electronic Components WorksheetDokument3 SeitenElectronic Components WorksheetMONTYMER HERNANDO MORENONoch keine Bewertungen
- Designing With The LMC835 Digital-Controlled Graphic EqualizerDokument8 SeitenDesigning With The LMC835 Digital-Controlled Graphic EqualizerGenNoch keine Bewertungen
- ERC (Military RNC/RNR) : Vishay DaleDokument3 SeitenERC (Military RNC/RNR) : Vishay DaleshhNoch keine Bewertungen
- Espectroscopia de Impedancia Electroquimica (Eie)Dokument23 SeitenEspectroscopia de Impedancia Electroquimica (Eie)Ronald BustamanteNoch keine Bewertungen
- BI Technologies R2R Resistor Ladder NetworksDokument6 SeitenBI Technologies R2R Resistor Ladder NetworksRianKunNoch keine Bewertungen
- Experiment 10: To Plot The Magnitude and Phase Response of A Third-Order Butterworth Low Pass FilterDokument5 SeitenExperiment 10: To Plot The Magnitude and Phase Response of A Third-Order Butterworth Low Pass FilterEngr. Afshan ishaq Electronics ABTNoch keine Bewertungen
- Module 3 Power Electronics SCRDokument45 SeitenModule 3 Power Electronics SCRMira LilyNoch keine Bewertungen
- Aaic Dac NoteDokument26 SeitenAaic Dac NoteYamuna DeviNoch keine Bewertungen
- AES6455 Demystifying Analog CircuitsDokument16 SeitenAES6455 Demystifying Analog CircuitszmlopezNoch keine Bewertungen
- ENTC 3320: Active FiltersDokument60 SeitenENTC 3320: Active FiltersMichael DineshNoch keine Bewertungen
- An 48Dokument6 SeitenAn 48Sercan ÖzdemirNoch keine Bewertungen
- Agilent E4980A Precision LCR Meter - 5989-4435EN PDFDokument37 SeitenAgilent E4980A Precision LCR Meter - 5989-4435EN PDFprovolissima0% (1)
- FiringCct PDF CrdownloadDokument26 SeitenFiringCct PDF Crdownloaddivakar r vlNoch keine Bewertungen
- Digital To Analog Converter: Nov. 1, 2005 Fabian Goericke, Keunhan Park, Geoffrey WilliamsDokument39 SeitenDigital To Analog Converter: Nov. 1, 2005 Fabian Goericke, Keunhan Park, Geoffrey WilliamsPunit MishraNoch keine Bewertungen
- AB - IIR Filter Design2Dokument44 SeitenAB - IIR Filter Design2Sha Tu BolaNoch keine Bewertungen
- Oscillators Part 2Dokument24 SeitenOscillators Part 2Tinyiko ChaukeNoch keine Bewertungen
- Importance of Transient ResponseDokument7 SeitenImportance of Transient ResponsePawan KumarNoch keine Bewertungen
- Advantages of Digital InstrumentsDokument30 SeitenAdvantages of Digital InstrumentsAsin PillaiNoch keine Bewertungen
- NIC Components NIN SeriesDokument12 SeitenNIC Components NIN SeriesNICCompNoch keine Bewertungen
- Ceramic Chip CapacitorsDokument21 SeitenCeramic Chip CapacitorsEnkhbayar BadarchNoch keine Bewertungen
- Hamamatsu R7400UDokument8 SeitenHamamatsu R7400UJaeYeon ParkNoch keine Bewertungen
- 7vitrohm Series Pos - 201708Dokument5 Seiten7vitrohm Series Pos - 2017081309876204Noch keine Bewertungen
- Lab 11 - RC and RL FiltersDokument8 SeitenLab 11 - RC and RL FiltersTanzim ElahiNoch keine Bewertungen
- ET3005 Bab 8 Sem I 1718 MhsDokument44 SeitenET3005 Bab 8 Sem I 1718 MhsNoval Khadafi OktaviansyahNoch keine Bewertungen
- Optimize Output Filter On D-CAP2™ For Stability Improvement: Application ReportDokument8 SeitenOptimize Output Filter On D-CAP2™ For Stability Improvement: Application ReportLeonardo SoaresNoch keine Bewertungen
- Phys 201-LabBook-sayfalar-63-72Dokument10 SeitenPhys 201-LabBook-sayfalar-63-72Canip DoğanNoch keine Bewertungen
- TI Impedance Front End DesignDokument18 SeitenTI Impedance Front End DesignAENoch keine Bewertungen
- Tremulus Lune Build Document August 2020Dokument6 SeitenTremulus Lune Build Document August 2020Chris HussNoch keine Bewertungen
- Signal Generator For Mikro Electronic CircuitsDokument31 SeitenSignal Generator For Mikro Electronic CircuitsTeam PowerNoch keine Bewertungen
- rs-10d Uniform Light Source Rev 7.18.1Dokument2 Seitenrs-10d Uniform Light Source Rev 7.18.1ابو ياسينNoch keine Bewertungen
- AB - IIR Filter DesignDokument60 SeitenAB - IIR Filter DesignSha Tu BolaNoch keine Bewertungen
- Trs 605Dokument3 SeitenTrs 605José Daniel María ValdovinosNoch keine Bewertungen
- CHAPTER 4 PART 1 (DAC and ADC) PDFDokument58 SeitenCHAPTER 4 PART 1 (DAC and ADC) PDFprahiiiNoch keine Bewertungen
- 90's FaceDokument6 Seiten90's FaceDavid BrownNoch keine Bewertungen
- Sensors and Actuators: Sensor PhysicsDokument40 SeitenSensors and Actuators: Sensor PhysicsNguyễn Văn ĐiệpNoch keine Bewertungen
- Operational AmplifierDokument18 SeitenOperational Amplifierashik ahmedNoch keine Bewertungen
- N2qv-Wu2x-N5dx CQ Magazine May 2018Dokument6 SeitenN2qv-Wu2x-N5dx CQ Magazine May 2018Tariq Mundiya0% (1)
- Protocolo AES EBUDokument20 SeitenProtocolo AES EBUEdson Francisco SilvaNoch keine Bewertungen
- Overview of DVB-S Modulation For Digital-ATV: Tapr PSR #111 SPRING 2010 12Dokument12 SeitenOverview of DVB-S Modulation For Digital-ATV: Tapr PSR #111 SPRING 2010 12A. VillaNoch keine Bewertungen
- RP-202803 NR - eMIMO WI Summary Core - RevDokument13 SeitenRP-202803 NR - eMIMO WI Summary Core - RevBill LiuNoch keine Bewertungen
- Massachusetts Institute of Technology: Your Full Name: Recitation TimeDokument8 SeitenMassachusetts Institute of Technology: Your Full Name: Recitation TimeThắng PyNoch keine Bewertungen
- Pointing Errors FSO TurbulenceDokument9 SeitenPointing Errors FSO TurbulencePooja GopalNoch keine Bewertungen
- Wireless Controllers Ds 1Dokument10 SeitenWireless Controllers Ds 1Mario MatizNoch keine Bewertungen
- 2200 Manual Section 1Dokument27 Seiten2200 Manual Section 1Bogdan NistorNoch keine Bewertungen
- User Manual RadiotelexDokument48 SeitenUser Manual Radiotelex'Egemen KayaNoch keine Bewertungen
- OFDM De-Noising With RLS Adaptive FilterDokument5 SeitenOFDM De-Noising With RLS Adaptive FilterfikusNoch keine Bewertungen
- Mobile Station StructureDokument5 SeitenMobile Station StructureAbdul MoizNoch keine Bewertungen
- Directional Coupler: Group MembersDokument7 SeitenDirectional Coupler: Group MembersKritika ShergelNoch keine Bewertungen
- 1 s2.0 S1319157820303323 MainDokument14 Seiten1 s2.0 S1319157820303323 MainRajesh SudiNoch keine Bewertungen
- Aguilar TLC Compressor ManualDokument4 SeitenAguilar TLC Compressor ManualAlessandro TommasiNoch keine Bewertungen
- Transas AIS T-201 Operational ManualDokument70 SeitenTransas AIS T-201 Operational ManualBhavin DoshiNoch keine Bewertungen
- Product Flyer: Next-Generation Digital Return SystemDokument5 SeitenProduct Flyer: Next-Generation Digital Return Systemfelipe alberto jaimes vanegasNoch keine Bewertungen
- MicrowavesDokument17 SeitenMicrowavesJannie JungcoNoch keine Bewertungen
- Aa5 Radio PDFDokument12 SeitenAa5 Radio PDFordam100% (1)
- HW1Dokument8 SeitenHW1Anonymous fXSlye100% (1)
- Telecommunication 2Dokument3 SeitenTelecommunication 2Anil RaiNoch keine Bewertungen
- Dual Beam 2cpx208r v3 AntennaDokument3 SeitenDual Beam 2cpx208r v3 AntennaAnonymous cDWQYsjd9Noch keine Bewertungen
- Noise Optimization in Sensor Signal Conditioning Circuit Part IDokument37 SeitenNoise Optimization in Sensor Signal Conditioning Circuit Part Iyzhao148Noch keine Bewertungen
- EC6801 IT WirelessCommunicationquestionbankDokument10 SeitenEC6801 IT WirelessCommunicationquestionbankEASACOLLEGENoch keine Bewertungen
- HART Modem IC HT2012-PL DatasheetDokument13 SeitenHART Modem IC HT2012-PL DatasheetTodorosss JjNoch keine Bewertungen
- RXD-M55-H/M55-N/M55-S RXD-M55E-H/M55E-N/M55E-S: Service ManualDokument37 SeitenRXD-M55-H/M55-N/M55-S RXD-M55E-H/M55E-N/M55E-S: Service ManualAndré LeftNoch keine Bewertungen