Das könnte Ihnen auch gefallen
- Solidworks 2006 2008Dokument753 SeitenSolidworks 2006 2008Aouinti92% (13)
- Power Generation Financial ModelDokument56 SeitenPower Generation Financial ModelArun Munjal20% (5)
- Generative Design of Landforms With Dynamo in Civil 3D: Andreas LukaDokument20 SeitenGenerative Design of Landforms With Dynamo in Civil 3D: Andreas LukaLaNoch keine Bewertungen
- Solidworks Product Matrix 2018Dokument6 SeitenSolidworks Product Matrix 2018Shishir DwivediNoch keine Bewertungen
- Tilted Working Plane Command Specifications: FANUC Series 16 FANUC Series 18Dokument54 SeitenTilted Working Plane Command Specifications: FANUC Series 16 FANUC Series 18mike100% (1)
- CMG软件培训讲义 (三) BuilderDokument46 SeitenCMG软件培训讲义 (三) BuilderjalestNoch keine Bewertungen
- FARO CAM2 Measure10 Software Tech SheetDokument3 SeitenFARO CAM2 Measure10 Software Tech SheetRudi HasibuanNoch keine Bewertungen
- Rendering Part2 EDokument103 SeitenRendering Part2 Epietro fischettiNoch keine Bewertungen
- Rigid Pavement Design For: Any Airport Anywhere, USA Engineer's Are Us 3-XX-XXX-XXDokument15 SeitenRigid Pavement Design For: Any Airport Anywhere, USA Engineer's Are Us 3-XX-XXX-XXWilmer Carhuas MelgarNoch keine Bewertungen
- 009 M10 Make Horizon 2007Dokument11 Seiten009 M10 Make Horizon 2007Eliana RiverosNoch keine Bewertungen
- Rigid Pavement Design For: Any Airport Anywhere, USA Engineer's Are Us 3-XX-XXX-XXDokument16 SeitenRigid Pavement Design For: Any Airport Anywhere, USA Engineer's Are Us 3-XX-XXX-XXsaraviadNoch keine Bewertungen
- Boq Form 863275Dokument40 SeitenBoq Form 863275kazisajib2021Noch keine Bewertungen
- Evaluation of Subdivision Surfaces On Programmable Graphics HardwareDokument4 SeitenEvaluation of Subdivision Surfaces On Programmable Graphics HardwareHung VuNoch keine Bewertungen
- ADAPT-Floor Pro RC Design ExampleDokument18 SeitenADAPT-Floor Pro RC Design Examplearmour17100% (2)
- Tutorial 21. Turbo Postprocessing: Introduction: This Tutorial Demonstrates The Turbomachinery PostproDokument24 SeitenTutorial 21. Turbo Postprocessing: Introduction: This Tutorial Demonstrates The Turbomachinery PostpromeciebNoch keine Bewertungen
- Top 5 Reasons To Choose Zwcad: Create Amazing ThingsDokument1 SeiteTop 5 Reasons To Choose Zwcad: Create Amazing ThingsMuflihMuhammadNoch keine Bewertungen
- CH 23Dokument1.409 SeitenCH 23DavidNoch keine Bewertungen
- Flow ChatDokument1 SeiteFlow ChatPraveen KumarNoch keine Bewertungen
- General Project ReportDokument2 SeitenGeneral Project ReporthasanNoch keine Bewertungen
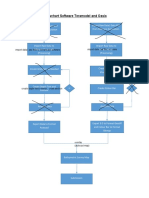
- Flowchart Software Teramodel and Oasis-3Dokument1 SeiteFlowchart Software Teramodel and Oasis-3candraNoch keine Bewertungen
- Pages From ProNest 2021 ManualDokument4 SeitenPages From ProNest 2021 ManualDouglas GonzagaNoch keine Bewertungen
- Work Breakdown Structure SATECH and DMFDokument3 SeitenWork Breakdown Structure SATECH and DMFmNoch keine Bewertungen
- CH 17Dokument2.828 SeitenCH 17DavidNoch keine Bewertungen
- AR0121 CAM Editor Reverse Engineering PCBsDokument5 SeitenAR0121 CAM Editor Reverse Engineering PCBsdrakenhavenNoch keine Bewertungen
- SPR21589 - RF Front End Module Comparison 2021 - Vol 3 - Focus On Samsung - SampleDokument22 SeitenSPR21589 - RF Front End Module Comparison 2021 - Vol 3 - Focus On Samsung - Sampleali tahaNoch keine Bewertungen
- F2009.rasce OverviewDokument63 SeitenF2009.rasce OverviewEliNoch keine Bewertungen
- PCC Ejercicio Diseno1Dokument16 SeitenPCC Ejercicio Diseno1Camilo RiveraNoch keine Bewertungen
- Earthwork Representation: Grading Summaries & Mass Haul DiagramsDokument16 SeitenEarthwork Representation: Grading Summaries & Mass Haul Diagramslmn_grssNoch keine Bewertungen
- Design Classification: IntriductionDokument19 SeitenDesign Classification: IntriductionKrishna Kanth ChinthaNoch keine Bewertungen
- Poster Template For BEE3333 IED - UpdatedDokument1 SeitePoster Template For BEE3333 IED - Updatedmuhd ezadNoch keine Bewertungen
- City Utilities Design Standards Manual CADD Standards Chapter CADD 6 LayersDokument5 SeitenCity Utilities Design Standards Manual CADD Standards Chapter CADD 6 LayersMichael J. BaneNoch keine Bewertungen
- Pro/Feature: Package $ Product Short Description Acrony MDokument18 SeitenPro/Feature: Package $ Product Short Description Acrony MSumeet SainiNoch keine Bewertungen
- CH 19Dokument3.760 SeitenCH 19DavidNoch keine Bewertungen
- Pavimento RígidoDokument15 SeitenPavimento RígidoRoger AlvaradoNoch keine Bewertungen
- Drufelcnc Nvum4-Sp 4 Axis (Novusun) Installation ManualDokument39 SeitenDrufelcnc Nvum4-Sp 4 Axis (Novusun) Installation ManualVyacheslavNoch keine Bewertungen
- SPU/SDOT As-Built Drawing RequirementsDokument2 SeitenSPU/SDOT As-Built Drawing RequirementsAhmedNoch keine Bewertungen
- Rigid Pavement Design For: Any Airport Anywhere, USA Engineer's Are Us 3-XX-XXX-XXDokument15 SeitenRigid Pavement Design For: Any Airport Anywhere, USA Engineer's Are Us 3-XX-XXX-XXKaterineNoch keine Bewertungen
- Benefit-Cost Calculation Spreadsheet Flow Chart: Calculation Tables Results Initial DataDokument20 SeitenBenefit-Cost Calculation Spreadsheet Flow Chart: Calculation Tables Results Initial DataFadiNoch keine Bewertungen
- Advantages of ETABSDokument12 SeitenAdvantages of ETABScumlicospuNoch keine Bewertungen
- Petrel TutoriorDokument177 SeitenPetrel TutoriorAlfian AminNoch keine Bewertungen
- Flowchart Piping Stress AnalysisDokument1 SeiteFlowchart Piping Stress AnalysisSeptian FirdausNoch keine Bewertungen
- Flowchart Piping Stress AnalysisDokument1 SeiteFlowchart Piping Stress AnalysisSeptian FirdausNoch keine Bewertungen
- GstarCAD2021 Complete Features GuideDokument28 SeitenGstarCAD2021 Complete Features Guidegstarcad IndonesiaNoch keine Bewertungen
- An Analytical Study On Effect of Wind Load For Tall BuildingDokument15 SeitenAn Analytical Study On Effect of Wind Load For Tall BuildingcumlicospuNoch keine Bewertungen
- PR1 ScheduleDokument2 SeitenPR1 ScheduleCatalin BadeaNoch keine Bewertungen
- N54 Tune Comparison 2013Dokument3 SeitenN54 Tune Comparison 2013darel777Noch keine Bewertungen
- Group Reference Comment: Black and White PlottingDokument2 SeitenGroup Reference Comment: Black and White PlottingDoug RussellNoch keine Bewertungen
- Global Mapper 8Dokument19 SeitenGlobal Mapper 8mahmoud abdelrahman100% (1)
- BrepDokument4 SeitenBrepCassiano AvelarNoch keine Bewertungen
- DS Software MESA PDFDokument2 SeitenDS Software MESA PDFYudanto SetyoNoch keine Bewertungen
- Bim Execution Plan (Bimxp) : (Project Title)Dokument5 SeitenBim Execution Plan (Bimxp) : (Project Title)GerryNoch keine Bewertungen
- Comparison Chart - CASIO WEW Worldwide Education WebsiteDokument2 SeitenComparison Chart - CASIO WEW Worldwide Education Websitemohsen_267Noch keine Bewertungen
- The Choice OF OVER 900,000 Users From 90 CountriesDokument2 SeitenThe Choice OF OVER 900,000 Users From 90 CountriesVexa Dinamika TeknologiNoch keine Bewertungen
- Drive/Controllers Drive Selection Compumotor Drives Need A Little More Control?Dokument3 SeitenDrive/Controllers Drive Selection Compumotor Drives Need A Little More Control?Ágost VitaNoch keine Bewertungen
- Alpha1 Series PC Communication Protocol561785 PDFDokument1 SeiteAlpha1 Series PC Communication Protocol561785 PDFpancawawanNoch keine Bewertungen
- Cad Reviwer MidtermsDokument7 SeitenCad Reviwer MidtermszjmrvdelacruzNoch keine Bewertungen
- KLAUS G61 EV - 2 Level Dependent StackDokument4 SeitenKLAUS G61 EV - 2 Level Dependent StackKoteeswari JanakiramanNoch keine Bewertungen
- Alpha Compositing: Mastering the Art of Image Composition in Computer VisionVon EverandAlpha Compositing: Mastering the Art of Image Composition in Computer VisionNoch keine Bewertungen
- From Pixels to Animation: An Introduction to Graphics ProgrammingVon EverandFrom Pixels to Animation: An Introduction to Graphics ProgrammingBewertung: 1 von 5 Sternen1/5 (1)
- Color Mapping: Exploring Visual Perception and Analysis in Computer VisionVon EverandColor Mapping: Exploring Visual Perception and Analysis in Computer VisionNoch keine Bewertungen
- Group 2 SpecificationsDokument13 SeitenGroup 2 SpecificationsАлексейNoch keine Bewertungen
- SoooDokument3 SeitenSoooDonny Dwi OktaviantoNoch keine Bewertungen
- Total Quality Management Six SigmaDokument304 SeitenTotal Quality Management Six Sigmajuancgr77Noch keine Bewertungen
- TutorialsDokument17 SeitenTutorialsnandini chinthalaNoch keine Bewertungen
- CalderaDokument56 SeitenCalderaEsteban TapiaNoch keine Bewertungen
- CV Iqbal 2016Dokument3 SeitenCV Iqbal 2016Muhammad Iqbal ImaduddinNoch keine Bewertungen
- Amstrad CPC Serial Interface User GuideDokument23 SeitenAmstrad CPC Serial Interface User GuideBrian LorpNoch keine Bewertungen
- SAP CloudDokument512 SeitenSAP CloudyabbaNoch keine Bewertungen
- Define Field SelectionDokument3 SeitenDefine Field SelectionSenthil NayagamNoch keine Bewertungen
- Bocada GuideDokument24 SeitenBocada GuideKarthikeyan SundaramNoch keine Bewertungen
- IT Assistant: Job DescriptionDokument3 SeitenIT Assistant: Job DescriptionMillionn GizawNoch keine Bewertungen
- DARCY CV - UpdatedDokument3 SeitenDARCY CV - UpdatedRodel CandelarioNoch keine Bewertungen
- Catalog 2021Dokument902 SeitenCatalog 2021Nada MNoch keine Bewertungen
- Fully Automated 3D Colon Segmentation and Volume Rendering in Virtual RealityDokument9 SeitenFully Automated 3D Colon Segmentation and Volume Rendering in Virtual RealityJamil Al-idrusNoch keine Bewertungen
- Allison 5000/6000 Series Off-Highway Transmissions Parts CatalogDokument3 SeitenAllison 5000/6000 Series Off-Highway Transmissions Parts CatalogMaya OlmecaNoch keine Bewertungen
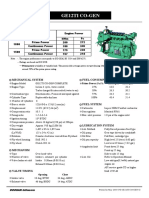
- Ge12ti Co Gen-GDokument2 SeitenGe12ti Co Gen-GTilok DasNoch keine Bewertungen
- ScriptCase 9.6.018 Crack Serial Number Latest Keygen Download 2021Dokument1 SeiteScriptCase 9.6.018 Crack Serial Number Latest Keygen Download 2021DILANE PRO officielNoch keine Bewertungen
- Bangalore It Companies Directory PDFDokument168 SeitenBangalore It Companies Directory PDFdeepakraj2005Noch keine Bewertungen
- Cisco IOS For DummiesDokument29 SeitenCisco IOS For DummiesGary LuNoch keine Bewertungen
- Science Class 6 Chapter 12 Ques AnswerDokument2 SeitenScience Class 6 Chapter 12 Ques Answerwonders of danceNoch keine Bewertungen
- 14 MibsDokument38 Seiten14 MibsSherif_SalamaNoch keine Bewertungen
- UKOOA Telecoms GuidelinesDokument35 SeitenUKOOA Telecoms GuidelinesmaarutzNoch keine Bewertungen
- Quotation of 1MWDokument10 SeitenQuotation of 1MWJigneshSaradava50% (4)
- AsfqDokument3 SeitenAsfqKuzaki VileNoch keine Bewertungen
- Thyristor Voltage Controller - 100494PDokument15 SeitenThyristor Voltage Controller - 100494PNishanga SandamalNoch keine Bewertungen
- ETAP FAQ - Converting Powerplot ProjectsDokument6 SeitenETAP FAQ - Converting Powerplot ProjectsAlfred OkacheNoch keine Bewertungen
- Gei 100727 PDFDokument26 SeitenGei 100727 PDFMohd Khairul AshrafNoch keine Bewertungen
- De Lorenzo - Smart Grid EngDokument29 SeitenDe Lorenzo - Smart Grid EngwrdlifeNoch keine Bewertungen
- SynchronizationDokument114 SeitenSynchronizationSudha PatelNoch keine Bewertungen
- Prime Time FeaturesDokument15 SeitenPrime Time FeaturesPruthwish PatelNoch keine Bewertungen