Das könnte Ihnen auch gefallen
- Corrosion: Corrosion ControlVon EverandCorrosion: Corrosion ControlL L ShreirBewertung: 5 von 5 Sternen5/5 (1)
- Fosroc Thioflex 600 Gun Grade: Technical Data SheetDokument3 SeitenFosroc Thioflex 600 Gun Grade: Technical Data SheetJoan FosterNoch keine Bewertungen
- Nitoproof 600 Standard PDFDokument4 SeitenNitoproof 600 Standard PDFManojKumawatRjNoch keine Bewertungen
- Delta Protekt KL120Dokument1 SeiteDelta Protekt KL120GavinNoch keine Bewertungen
- JSW CRS TMT RebarDokument16 SeitenJSW CRS TMT Rebarsri projectssNoch keine Bewertungen
- Wall-Colmonoy Wallex-1 ENG January2021Dokument3 SeitenWall-Colmonoy Wallex-1 ENG January2021pranav kariaNoch keine Bewertungen
- Teromatec Eo 8355: Description Procedure of UseDokument1 SeiteTeromatec Eo 8355: Description Procedure of UseAravind rajNoch keine Bewertungen
- TDS Conbextra EP10 IndiaDokument3 SeitenTDS Conbextra EP10 IndiaBabla SNoch keine Bewertungen
- Conbextra EP10TG PDFDokument2 SeitenConbextra EP10TG PDFAcho SupraholicNoch keine Bewertungen
- NITOPROOFDokument4 SeitenNITOPROOFTejinder KumarNoch keine Bewertungen
- Nitoproof 600 UAEDokument4 SeitenNitoproof 600 UAECharles FernandesNoch keine Bewertungen
- Conbextra EP120: High Strength, Epoxy Resin GroutDokument2 SeitenConbextra EP120: High Strength, Epoxy Resin GroutzulfikarNoch keine Bewertungen
- Carboguard 690: Selection & Specification Data Selection & Specification DataDokument2 SeitenCarboguard 690: Selection & Specification Data Selection & Specification DataImran AhmadNoch keine Bewertungen
- Design: Where Continuous Operation Is Required, Speeds May Be Limited To 107Mpm and Pressure Maximum To 240 KpaDokument30 SeitenDesign: Where Continuous Operation Is Required, Speeds May Be Limited To 107Mpm and Pressure Maximum To 240 KpaglobalindosparepartsNoch keine Bewertungen
- Flowchem EPN - ENGDokument2 SeitenFlowchem EPN - ENGbassem kooliNoch keine Bewertungen
- Electroless PlatingDokument4 SeitenElectroless PlatingFeer PowersNoch keine Bewertungen
- TDS NITOSEAL MS600 Saudi Arabia2Dokument3 SeitenTDS NITOSEAL MS600 Saudi Arabia2Papaleguas gamesNoch keine Bewertungen
- 18 Vetogrout EG340 - 180321Dokument2 Seiten18 Vetogrout EG340 - 180321Maha MuflehNoch keine Bewertungen
- ABD00048-50 - Non Electrolytic Coatings For Friction And-Or Corrosion Function On Steel ComponentsDokument13 SeitenABD00048-50 - Non Electrolytic Coatings For Friction And-Or Corrosion Function On Steel Componentsauto.npdNoch keine Bewertungen
- Wall-Colmonoy Wallex-12 ENG January2021Dokument3 SeitenWall-Colmonoy Wallex-12 ENG January2021pranav kariaNoch keine Bewertungen
- SKF Filament Wound BushingsDokument8 SeitenSKF Filament Wound BushingsWes VendrigNoch keine Bewertungen
- Fosroc Conbextra EP40: Free Flowing, Epoxy Resin GroutDokument2 SeitenFosroc Conbextra EP40: Free Flowing, Epoxy Resin GroutVincent JavateNoch keine Bewertungen
- 03 Vi Power IndustriesDokument9 Seiten03 Vi Power Industriesraj patelNoch keine Bewertungen
- Nitoproof 600: Liquid Applied Single Component Elastomeric Waterproofi NG MembraneDokument4 SeitenNitoproof 600: Liquid Applied Single Component Elastomeric Waterproofi NG MembraneKunal MandalaywalaNoch keine Bewertungen
- Water StopsDokument12 SeitenWater Stopstss13723Noch keine Bewertungen
- 10 Conbextra EP10Dokument2 Seiten10 Conbextra EP10ahmad wildaanNoch keine Bewertungen
- Orkot Hydro Bearings enDokument8 SeitenOrkot Hydro Bearings enLakeNoch keine Bewertungen
- Lit Slurry DataDokument8 SeitenLit Slurry DataThariqNoch keine Bewertungen
- PDS Shell GadusDokument2 SeitenPDS Shell GadusTaufik BinasrNoch keine Bewertungen
- Sikadur-42 HF PDS PDFDokument4 SeitenSikadur-42 HF PDS PDFMiljan MilanovicNoch keine Bewertungen
- LPFW Huffman KaserDokument4 SeitenLPFW Huffman KaserAndrey Gyrych100% (1)
- Conbextra EP10: High Strength, Epoxy Resin GroutDokument3 SeitenConbextra EP10: High Strength, Epoxy Resin GroutR.ThangarajNoch keine Bewertungen
- LH 104Dokument1 SeiteLH 104Sandeep gangulyNoch keine Bewertungen
- PDS Purethane NXT Rev 04 PolyurethaneDokument4 SeitenPDS Purethane NXT Rev 04 PolyurethaneGilbert Lim100% (1)
- Teknomastic 80 Primer 8803-00 Tds enDokument6 SeitenTeknomastic 80 Primer 8803-00 Tds en8q5tgtfn7tNoch keine Bewertungen
- In Situ Laser Repair of Steam Turbine BladesDokument5 SeitenIn Situ Laser Repair of Steam Turbine BladesMohanachandran JayakaranNoch keine Bewertungen
- Tafa Arc Spray Wire 1.9.1.2-01T - Aluminum Wire 01TDokument4 SeitenTafa Arc Spray Wire 1.9.1.2-01T - Aluminum Wire 01TIkhsan LyNoch keine Bewertungen
- SF-0015.1 IGT HPT Abradables ENDokument8 SeitenSF-0015.1 IGT HPT Abradables ENThanaraj SanmughamNoch keine Bewertungen
- Shell Gadus S2 OG 85Dokument2 SeitenShell Gadus S2 OG 85Anonymous oAbjbl4HNoch keine Bewertungen
- EutecDur N 6070Dokument2 SeitenEutecDur N 6070shadabkhan5557Noch keine Bewertungen
- Loctite 638™: Technical Data SheetDokument4 SeitenLoctite 638™: Technical Data SheetChinmoy BaruahNoch keine Bewertungen
- Chromcarb N6006: WeldingDokument2 SeitenChromcarb N6006: WeldingCasa de Adoración ConcepciónNoch keine Bewertungen
- Manufacturing Technology: Strengthening and Repair of Parts of Rotary Machines by Electroerosion AlloyingDokument6 SeitenManufacturing Technology: Strengthening and Repair of Parts of Rotary Machines by Electroerosion AlloyingAnonymous WokycUdNINoch keine Bewertungen
- Conbextra EP75 PDFDokument4 SeitenConbextra EP75 PDFsaroat moongwattanaNoch keine Bewertungen
- Conbextra HFDokument4 SeitenConbextra HFm.elsanee.cubicNoch keine Bewertungen
- iKOTE CM 30R (TDS) 02-APRIL-2024Dokument2 SeiteniKOTE CM 30R (TDS) 02-APRIL-2024nguyen hoang AnhNoch keine Bewertungen
- Vetogrout Doc Technical Map en 3503Dokument2 SeitenVetogrout Doc Technical Map en 3503shafeeqm3086Noch keine Bewertungen
- Fosroc Conbextra EP10: Constructive SolutionsDokument2 SeitenFosroc Conbextra EP10: Constructive SolutionsVincent JavateNoch keine Bewertungen
- 26-Hardox 600 The - Ultimate Wear Plate PDFDokument4 Seiten26-Hardox 600 The - Ultimate Wear Plate PDFlazaroccsNoch keine Bewertungen
- Emaco s188 AseanDokument2 SeitenEmaco s188 AseanDoby YuniardiNoch keine Bewertungen
- Fluoropolymer Coating BenefitsDokument8 SeitenFluoropolymer Coating Benefitslamia97Noch keine Bewertungen
- Tech Data Sheet Siltech 100HV: Typical PropertiesDokument2 SeitenTech Data Sheet Siltech 100HV: Typical PropertiesVictor Rocha ZavaletaNoch keine Bewertungen
- Conbextra EP10Dokument2 SeitenConbextra EP10m.elsanee.cubicNoch keine Bewertungen
- Hard Surface Overlay Welding Crack E - Weldone-Letter - FEBRUARY-2017 - Ver - 1Dokument1 SeiteHard Surface Overlay Welding Crack E - Weldone-Letter - FEBRUARY-2017 - Ver - 1convmech enggNoch keine Bewertungen
- Wall-Colmonoy Wallex-21 ENG January2021-1Dokument3 SeitenWall-Colmonoy Wallex-21 ENG January2021-1pranav kariaNoch keine Bewertungen
- B-13-03567EN KMT Abrasive Flow Products ROCTECDokument8 SeitenB-13-03567EN KMT Abrasive Flow Products ROCTECAtul ScNoch keine Bewertungen
- TDS-PLC 118 STDokument1 SeiteTDS-PLC 118 STrowaters100% (1)
- Packing Brochure SADokument20 SeitenPacking Brochure SAfrederick alayonNoch keine Bewertungen
- KSB OmegaDokument2 SeitenKSB OmegaAnne 90Noch keine Bewertungen
- Gardenline Double Rocker User ManualDokument20 SeitenGardenline Double Rocker User ManualearizabalNoch keine Bewertungen
- Stick's Master PieceDokument32 SeitenStick's Master PieceearizabalNoch keine Bewertungen
- Manual Foscam FI9805Dokument97 SeitenManual Foscam FI9805earizabalNoch keine Bewertungen
- GBT 8564-2003 Specification For Installation of Hydraulic Turbine Generator UnitsDokument104 SeitenGBT 8564-2003 Specification For Installation of Hydraulic Turbine Generator Unitsearizabal100% (3)
- STATE of The Art Design FrancisDokument11 SeitenSTATE of The Art Design FrancisearizabalNoch keine Bewertungen
- Dise o de Separador de Aceite-Agua PDFDokument10 SeitenDise o de Separador de Aceite-Agua PDFearizabalNoch keine Bewertungen
- Transformer Transportation Issues Guide PDFDokument16 SeitenTransformer Transportation Issues Guide PDFearizabalNoch keine Bewertungen
- Transformer Transportation Issues Guide PDFDokument16 SeitenTransformer Transportation Issues Guide PDFearizabalNoch keine Bewertungen
- Sayitbetter PhraseguideDokument11 SeitenSayitbetter PhraseguideearizabalNoch keine Bewertungen
- Cavitation of Hidraulic MachineryDokument8 SeitenCavitation of Hidraulic Machineryearizabal0% (1)
- Small Signal Analysis Section 5 6Dokument104 SeitenSmall Signal Analysis Section 5 6fayazNoch keine Bewertungen
- Bank of AmericaDokument1 SeiteBank of AmericaBethany MangahasNoch keine Bewertungen
- Possession: I. A. Definition and Concept Civil Code Art. 523-530 CasesDokument7 SeitenPossession: I. A. Definition and Concept Civil Code Art. 523-530 CasesPierrePrincipeNoch keine Bewertungen
- Item Description RCVD Unit Price Gross Amt Disc % Ta Amount DeptDokument1 SeiteItem Description RCVD Unit Price Gross Amt Disc % Ta Amount DeptGustu LiranNoch keine Bewertungen
- Vice President Enrollment Management in Oklahoma City OK Resume David CurranDokument2 SeitenVice President Enrollment Management in Oklahoma City OK Resume David CurranDavidCurranNoch keine Bewertungen
- BMT6138 Advanced Selling and Negotiation Skills: Digital Assignment-1Dokument9 SeitenBMT6138 Advanced Selling and Negotiation Skills: Digital Assignment-1Siva MohanNoch keine Bewertungen
- Creative Thinking (2) : Dr. Sarah Elsayed ElshazlyDokument38 SeitenCreative Thinking (2) : Dr. Sarah Elsayed ElshazlyNehal AbdellatifNoch keine Bewertungen
- Indictment - 17-Cr-00601-EnV Doc 1 Indictment 11-1-17Dokument6 SeitenIndictment - 17-Cr-00601-EnV Doc 1 Indictment 11-1-17C BealeNoch keine Bewertungen
- Fletcher Theophilus Ato CVDokument7 SeitenFletcher Theophilus Ato CVTHEOPHILUS ATO FLETCHERNoch keine Bewertungen
- PlsqldocDokument21 SeitenPlsqldocAbhishekNoch keine Bewertungen
- Danube Coin LaundryDokument29 SeitenDanube Coin LaundrymjgosslerNoch keine Bewertungen
- Unit 13 - Business Hotels and Sales ConferencesDokument24 SeitenUnit 13 - Business Hotels and Sales ConferencesMiguel Angel Escoto CanoNoch keine Bewertungen
- SDFGHJKL ÑDokument2 SeitenSDFGHJKL ÑAlexis CaluñaNoch keine Bewertungen
- MOFPED STRATEGIC PLAN 2016 - 2021 PrintedDokument102 SeitenMOFPED STRATEGIC PLAN 2016 - 2021 PrintedRujumba DukeNoch keine Bewertungen
- Ministry of Education Musala SCHDokument5 SeitenMinistry of Education Musala SCHlaonimosesNoch keine Bewertungen
- Introduction To AirtelDokument6 SeitenIntroduction To AirtelPriya Gupta100% (1)
- AkDokument7 SeitenAkDavid BakcyumNoch keine Bewertungen
- Fundamental RightsDokument55 SeitenFundamental RightsDivanshuSharmaNoch keine Bewertungen
- Between:-Mr. Pedro Jose de Vasconcelos, of Address 14 CrombieDokument2 SeitenBetween:-Mr. Pedro Jose de Vasconcelos, of Address 14 Crombiednd offiNoch keine Bewertungen
- Huawei Core Roadmap TRM10 Dec 14 2011 FinalDokument70 SeitenHuawei Core Roadmap TRM10 Dec 14 2011 Finalfirasibraheem100% (1)
- August 2015Dokument96 SeitenAugust 2015Cleaner MagazineNoch keine Bewertungen
- Salem Telephone CompanyDokument4 SeitenSalem Telephone Company202211021 imtnagNoch keine Bewertungen
- PE Range Moulded Case Current Transformers: Energy DivisionDokument7 SeitenPE Range Moulded Case Current Transformers: Energy DivisionUlfran MedinaNoch keine Bewertungen
- MCS Valve: Minimizes Body Washout Problems and Provides Reliable Low-Pressure SealingDokument4 SeitenMCS Valve: Minimizes Body Washout Problems and Provides Reliable Low-Pressure SealingTerry SmithNoch keine Bewertungen
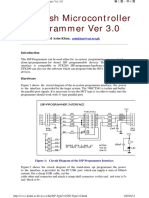
- ISP Flash Microcontroller Programmer Ver 3.0: M Asim KhanDokument4 SeitenISP Flash Microcontroller Programmer Ver 3.0: M Asim KhanSrđan PavićNoch keine Bewertungen
- Steam Source Book PDFDokument108 SeitenSteam Source Book PDFJose Levican A100% (1)
- Case Notes All Cases Family II TermDokument20 SeitenCase Notes All Cases Family II TermRishi Aneja100% (1)
- Pthread TutorialDokument26 SeitenPthread Tutorialapi-3754827Noch keine Bewertungen
- Political Positions of Pete ButtigiegDokument12 SeitenPolitical Positions of Pete ButtigiegFuzz FuzzNoch keine Bewertungen
- Document 3Dokument3 SeitenDocument 3AdeleNoch keine Bewertungen
- How to Teach Nature Journaling: Curiosity, Wonder, AttentionVon EverandHow to Teach Nature Journaling: Curiosity, Wonder, AttentionBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Lower Secondary Science Workbook: Stage 8Von EverandLower Secondary Science Workbook: Stage 8Bewertung: 5 von 5 Sternen5/5 (1)
- A-Level Chemistry Revision: Cheeky Revision ShortcutsVon EverandA-Level Chemistry Revision: Cheeky Revision ShortcutsBewertung: 4 von 5 Sternen4/5 (5)
- A-level Biology Revision: Cheeky Revision ShortcutsVon EverandA-level Biology Revision: Cheeky Revision ShortcutsBewertung: 5 von 5 Sternen5/5 (5)
- AI and the Future of Education: Teaching in the Age of Artificial IntelligenceVon EverandAI and the Future of Education: Teaching in the Age of Artificial IntelligenceBewertung: 5 von 5 Sternen5/5 (1)
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemVon EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemNoch keine Bewertungen
- The School Garden Curriculum: An Integrated K-8 Guide for Discovering Science, Ecology, and Whole-Systems ThinkingVon EverandThe School Garden Curriculum: An Integrated K-8 Guide for Discovering Science, Ecology, and Whole-Systems ThinkingNoch keine Bewertungen
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisVon EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisBewertung: 5 von 5 Sternen5/5 (1)
- Electrical Safety Code Manual: A Plain Language Guide to National Electrical Code, OSHA and NFPA 70EVon EverandElectrical Safety Code Manual: A Plain Language Guide to National Electrical Code, OSHA and NFPA 70EBewertung: 3 von 5 Sternen3/5 (6)
- What is the Scientific Method? Science Book for Kids | Children's Science BooksVon EverandWhat is the Scientific Method? Science Book for Kids | Children's Science BooksBewertung: 5 von 5 Sternen5/5 (1)
- How to Think Like a Lawyer--and Why: A Common-Sense Guide to Everyday DilemmasVon EverandHow to Think Like a Lawyer--and Why: A Common-Sense Guide to Everyday DilemmasBewertung: 3 von 5 Sternen3/5 (1)
- Airplane Flying Handbook: FAA-H-8083-3C (2024)Von EverandAirplane Flying Handbook: FAA-H-8083-3C (2024)Bewertung: 4 von 5 Sternen4/5 (12)
- Common Core Science 4 Today, Grade 3: Daily Skill PracticeVon EverandCommon Core Science 4 Today, Grade 3: Daily Skill PracticeBewertung: 3.5 von 5 Sternen3.5/5 (2)
- Workbook to Accompany Maintenance & Reliability Best PracticesVon EverandWorkbook to Accompany Maintenance & Reliability Best PracticesBewertung: 3.5 von 5 Sternen3.5/5 (3)
- Redefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesVon EverandRedefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesNoch keine Bewertungen