Das könnte Ihnen auch gefallen
- Adiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringVon EverandAdiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringNoch keine Bewertungen
- Ansell 8thEditionChemicalResistanceGuideDokument8 SeitenAnsell 8thEditionChemicalResistanceGuideAndry De Jesus GraulauNoch keine Bewertungen
- Dow 3504Dokument2 SeitenDow 3504khantoNoch keine Bewertungen
- Gamma SterilizationDokument37 SeitenGamma SterilizationbadtodaboneymailcombNoch keine Bewertungen
- Sterilisasi GammaDokument7 SeitenSterilisasi Gammadaris sauqiNoch keine Bewertungen
- SterilizationDokument1 SeiteSterilizationJerusa PachecoNoch keine Bewertungen
- Electrolytic Bright Stripping Reduces Toxic Chemical UseDokument14 SeitenElectrolytic Bright Stripping Reduces Toxic Chemical UseTyphô Là TuiNoch keine Bewertungen
- Guidelines For Validation Radiation SterilizationDokument2 SeitenGuidelines For Validation Radiation SterilizationmarcosbrefeNoch keine Bewertungen
- E-Beam vs Gamma Radiation Sterilization MethodsDokument13 SeitenE-Beam vs Gamma Radiation Sterilization MethodsRakeshNoch keine Bewertungen
- Jurnal p1Dokument126 SeitenJurnal p1Asthree Nur AzizahNoch keine Bewertungen
- Acothane Twin Pack: Product DescriptionDokument3 SeitenAcothane Twin Pack: Product DescriptionpazhanivelmuruganNoch keine Bewertungen
- Safe Chemical Handling in Cosmetics IndustryDokument6 SeitenSafe Chemical Handling in Cosmetics Industryemeka2012Noch keine Bewertungen
- FILE - 20200312 - 133948 - CESA®antimicro-PPA0425100 - Ver2-Technical Product InformationDokument1 SeiteFILE - 20200312 - 133948 - CESA®antimicro-PPA0425100 - Ver2-Technical Product InformationPhuong ThaiNoch keine Bewertungen
- Polycarbonate Film Makrofol LM228 160005 CurbellDokument4 SeitenPolycarbonate Film Makrofol LM228 160005 CurbellVinaya Almane DattathreyaNoch keine Bewertungen
- Initial Fracture Resistance and Curing Temperature Rise of Ten Contemporary Resin-Based Composites With Increasing Radiant ExposureDokument9 SeitenInitial Fracture Resistance and Curing Temperature Rise of Ten Contemporary Resin-Based Composites With Increasing Radiant ExposureheycoolalexNoch keine Bewertungen
- Short All 2013Dokument9 SeitenShort All 2013JumanjiNoch keine Bewertungen
- The Role of Isolator Technology in Pharmaceutical ManufacturingDokument3 SeitenThe Role of Isolator Technology in Pharmaceutical Manufacturingana_mondekarNoch keine Bewertungen
- Typical Test Standards IncludeDokument33 SeitenTypical Test Standards IncludenalineechoubeyNoch keine Bewertungen
- Impresion 3DDokument42 SeitenImpresion 3DJ Jayc TeclistaNoch keine Bewertungen
- Good Cleanroom Practices - A Manual For Cleanroom PersonnelDokument208 SeitenGood Cleanroom Practices - A Manual For Cleanroom PersonnelChandersekhar K MoorthyNoch keine Bewertungen
- Biomaterials: Sjsu Mate 175Dokument53 SeitenBiomaterials: Sjsu Mate 175Rolando PerezNoch keine Bewertungen
- Controlling Painters' Exposure to SolventsDokument7 SeitenControlling Painters' Exposure to SolventsdiegoNoch keine Bewertungen
- Essay Health and SafetyDokument6 SeitenEssay Health and SafetyGagan Cheema VirkNoch keine Bewertungen
- Running Head: Save-A Life-A-Lyzer Marketing Plan/ Signiture Assignment 1Dokument25 SeitenRunning Head: Save-A Life-A-Lyzer Marketing Plan/ Signiture Assignment 1Angela AustinNoch keine Bewertungen
- Preventing Metal ContaminationDokument6 SeitenPreventing Metal Contaminationlouish9175841Noch keine Bewertungen
- Celcon CE67 Data SheetDokument2 SeitenCelcon CE67 Data SheetRT Sport SNoch keine Bewertungen
- Final Report DraftDokument23 SeitenFinal Report Draftapi-384827141Noch keine Bewertungen
- Terminal Sterilization of Pharmaceutical ProductsDokument8 SeitenTerminal Sterilization of Pharmaceutical Productsmailtorubal2573Noch keine Bewertungen
- Fouling of Membrane and Thermal Units: A Unified Approach To Its Principles, Assessment, Control, and MitigationDokument4 SeitenFouling of Membrane and Thermal Units: A Unified Approach To Its Principles, Assessment, Control, and Mitigationhamid reza taghdirianNoch keine Bewertungen
- FORTRON® 1120L4 - PPS - Specialty: DescriptionDokument2 SeitenFORTRON® 1120L4 - PPS - Specialty: DescriptionAdam GordonNoch keine Bewertungen
- Environmental Stress Screening TutorialDokument30 SeitenEnvironmental Stress Screening TutorialMariut Elena LarisaNoch keine Bewertungen
- Altering Human ActivityDokument3 SeitenAltering Human ActivityMariam KhalilNoch keine Bewertungen
- Intensification of Sorption Processes: Active and Passive MechanismsVon EverandIntensification of Sorption Processes: Active and Passive MechanismsNoch keine Bewertungen
- SGLS Guide to Oxo-biodegradable PlasticsDokument12 SeitenSGLS Guide to Oxo-biodegradable PlasticsherfuentesNoch keine Bewertungen
- Usp Activities Impacting Sterilization Sterility AssuranceDokument24 SeitenUsp Activities Impacting Sterilization Sterility AssuranceLê Nho ĐánNoch keine Bewertungen
- Chapter 1 NDTDokument56 SeitenChapter 1 NDTJohn Edward Quilang ObienaNoch keine Bewertungen
- E2193 02Dokument3 SeitenE2193 02Luz Ma R CNoch keine Bewertungen
- When and How To Review A Eto RevalidationDokument11 SeitenWhen and How To Review A Eto RevalidationYogesh BorkarNoch keine Bewertungen
- Ethical Dilemma Faced by A Chemical Engineer: Introduction: Ethics in EngineeringDokument4 SeitenEthical Dilemma Faced by A Chemical Engineer: Introduction: Ethics in EngineeringjazNoch keine Bewertungen
- Safe Use of Solvent Degreasing Plant: HSE Information SheetDokument6 SeitenSafe Use of Solvent Degreasing Plant: HSE Information SheetdavidrimingtonNoch keine Bewertungen
- Literature Review On Cleaning ValidationDokument7 SeitenLiterature Review On Cleaning Validationiimytdcnd100% (1)
- BPSA 2014 Recommendations For Testing, Evaluation, and Control of Particulates From Single-Use Process EquipmentDokument28 SeitenBPSA 2014 Recommendations For Testing, Evaluation, and Control of Particulates From Single-Use Process EquipmentbioNoch keine Bewertungen
- MicrowaveDokument15 SeitenMicrowavekhadijaNoch keine Bewertungen
- 3M MATERIAL SAFETY DATA SHEET 3M (TM) Transpore (TM) White Surgical Tape - 1534Dokument7 Seiten3M MATERIAL SAFETY DATA SHEET 3M (TM) Transpore (TM) White Surgical Tape - 1534Sri Wahyuni HandayaniNoch keine Bewertungen
- Polystyrene Properties - Performance - and Applications PDFDokument198 SeitenPolystyrene Properties - Performance - and Applications PDFAgus WidadiNoch keine Bewertungen
- W. Cully Hession: DearDokument10 SeitenW. Cully Hession: Dearapi-332658607Noch keine Bewertungen
- Sterile Filtration-Filter-Integrity-Test-TailinDokument15 SeitenSterile Filtration-Filter-Integrity-Test-Tailinnawazash100% (1)
- OSHA Safety - ElectroplatingDokument35 SeitenOSHA Safety - Electroplatingvinithgandhi90Noch keine Bewertungen
- Research Paper On Radiation ProtectionDokument6 SeitenResearch Paper On Radiation Protectiontus0zaz1b1g3100% (1)
- Bioburden - Annex I - Q&A - Millipore SigmaDokument10 SeitenBioburden - Annex I - Q&A - Millipore SigmaDebasish26Noch keine Bewertungen
- Why Plastics Part FailDokument9 SeitenWhy Plastics Part FailJabez RichardsNoch keine Bewertungen
- Introduction to Plastics EngineeringVon EverandIntroduction to Plastics EngineeringBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Lyondell Basell Moplen EP548PDokument4 SeitenLyondell Basell Moplen EP548PIndrajit SahaNoch keine Bewertungen
- Product Qualification For Gamma ProcessingDokument3 SeitenProduct Qualification For Gamma Processingkean.treylanNoch keine Bewertungen
- 2019 09 10 13 00 1843 Bioprocessing CollectionDokument9 Seiten2019 09 10 13 00 1843 Bioprocessing CollectionCampaign MediaNoch keine Bewertungen
- Hollow Glass Microspheres for Plastics, Elastomers, and Adhesives CompoundsVon EverandHollow Glass Microspheres for Plastics, Elastomers, and Adhesives CompoundsNoch keine Bewertungen
- Principles and Practices of Contamination Control and CleanroomsVon EverandPrinciples and Practices of Contamination Control and CleanroomsNoch keine Bewertungen
- Antioxidant Polymers: Synthesis, Properties, and ApplicationsVon EverandAntioxidant Polymers: Synthesis, Properties, and ApplicationsGiuseppe CirilloNoch keine Bewertungen
- JP For RadiographyDokument7 SeitenJP For Radiographytaparia_piyushNoch keine Bewertungen
- Control of Environmental Parameters in A Green HouseDokument46 SeitenControl of Environmental Parameters in A Green Housekenbobalaji100% (1)
- Unu GTP SC 26 14Dokument30 SeitenUnu GTP SC 26 14Ernesto RomeroNoch keine Bewertungen
- American Zettler AZ8 1CH 24DSEDokument4 SeitenAmerican Zettler AZ8 1CH 24DSEadiegooscarNoch keine Bewertungen
- Specialist Water Supply Systems PP-R pipe system Ensure reliabilityDokument16 SeitenSpecialist Water Supply Systems PP-R pipe system Ensure reliabilitymabj68Noch keine Bewertungen
- Ferhat ErdalDokument22 SeitenFerhat ErdalsaifoaNoch keine Bewertungen
- LT AB Cable GTPsDokument3 SeitenLT AB Cable GTPsnishant sainiNoch keine Bewertungen
- High Efficiency Battery Charger Using DC-DC ConverterDokument4 SeitenHigh Efficiency Battery Charger Using DC-DC ConvertersanilNoch keine Bewertungen
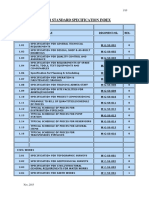
- Water Standard Specification Index As On Dec 2015Dokument10 SeitenWater Standard Specification Index As On Dec 2015afp15060% (1)
- Projects Oil and Gas BrochureDokument20 SeitenProjects Oil and Gas BrochureRussel John RamosNoch keine Bewertungen
- Symmetry & Crystal StructuresDokument37 SeitenSymmetry & Crystal StructuresNurnajihah Sukimi JiehaNoch keine Bewertungen
- SOF National Science Olympiad 2018-19 GuidelinesDokument7 SeitenSOF National Science Olympiad 2018-19 GuidelinesRahul SinhaNoch keine Bewertungen
- Energy Consumption Benchmark Guide: Cement Clinker ProductionDokument14 SeitenEnergy Consumption Benchmark Guide: Cement Clinker ProductionVisnu SankarNoch keine Bewertungen
- EDM Technologies: Electrical Discharge Machining ServicesDokument8 SeitenEDM Technologies: Electrical Discharge Machining Servicesfarahin_selamatNoch keine Bewertungen
- Solex Adj ProcedureDokument6 SeitenSolex Adj Procedureprivate 2Noch keine Bewertungen
- 200VLD-H SS No EconomizerDokument2 Seiten200VLD-H SS No EconomizerAnas ElwakilNoch keine Bewertungen
- Control of Surface Defects On plasma-MIG Hybrid Welds in Cryogenic Aluminum AlloysDokument14 SeitenControl of Surface Defects On plasma-MIG Hybrid Welds in Cryogenic Aluminum AlloysKaushik SenguptaNoch keine Bewertungen
- 1SDA081063R1 t5n 630 Ekip e Lsig in 630a 3p F FDokument3 Seiten1SDA081063R1 t5n 630 Ekip e Lsig in 630a 3p F FBolivar MartinezNoch keine Bewertungen
- How Electric Cars Work: A Guide to EV TechnologyDokument4 SeitenHow Electric Cars Work: A Guide to EV TechnologyCarla LoiaconoNoch keine Bewertungen
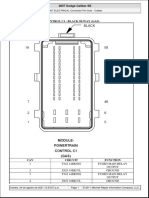
- Caliber Modulo PCM PinoutDokument7 SeitenCaliber Modulo PCM PinoutManuel Suarez100% (3)
- Unit 1Dokument36 SeitenUnit 1MonishNoch keine Bewertungen
- Operator's Manual-TT55-TT65-TT75-English PDFDokument129 SeitenOperator's Manual-TT55-TT65-TT75-English PDFvalgorunescu@hotmail.com88% (16)
- Ncert Summary Class 12th PhysicsDokument29 SeitenNcert Summary Class 12th Physicsmeghraj.socialNoch keine Bewertungen
- Indirect and Non-Calorimetric MethodsDokument44 SeitenIndirect and Non-Calorimetric MethodsMadhuvanti GowriNoch keine Bewertungen
- Wet Steam Washing SystemDokument7 SeitenWet Steam Washing SystemPrudhvi Raj100% (1)
- Matter-Energy Transformations ExploredDokument22 SeitenMatter-Energy Transformations ExploredAmit BidlanNoch keine Bewertungen
- Rectificador A Diodos Siemens-Sitras-Rec-Pi-EnDokument6 SeitenRectificador A Diodos Siemens-Sitras-Rec-Pi-EnVictor Manuel BonettoNoch keine Bewertungen
- EnergySRP Forms MatchingDokument2 SeitenEnergySRP Forms Matchingeiad-mahmoudNoch keine Bewertungen
- KPSC/ KSEB/ SSC Electrical Score Academy: Questions: 75Dokument9 SeitenKPSC/ KSEB/ SSC Electrical Score Academy: Questions: 75sreevasanthNoch keine Bewertungen
- 908 PM Expertise and Equipment Contribute To CHP Success at Sodra Cell VaroDokument2 Seiten908 PM Expertise and Equipment Contribute To CHP Success at Sodra Cell Varoshashikanth79Noch keine Bewertungen